小批量多品种但节拍要求越来越高
这类项目最容易在排程、换型和在制品管理上失控,柔性制造的收益非常直接。
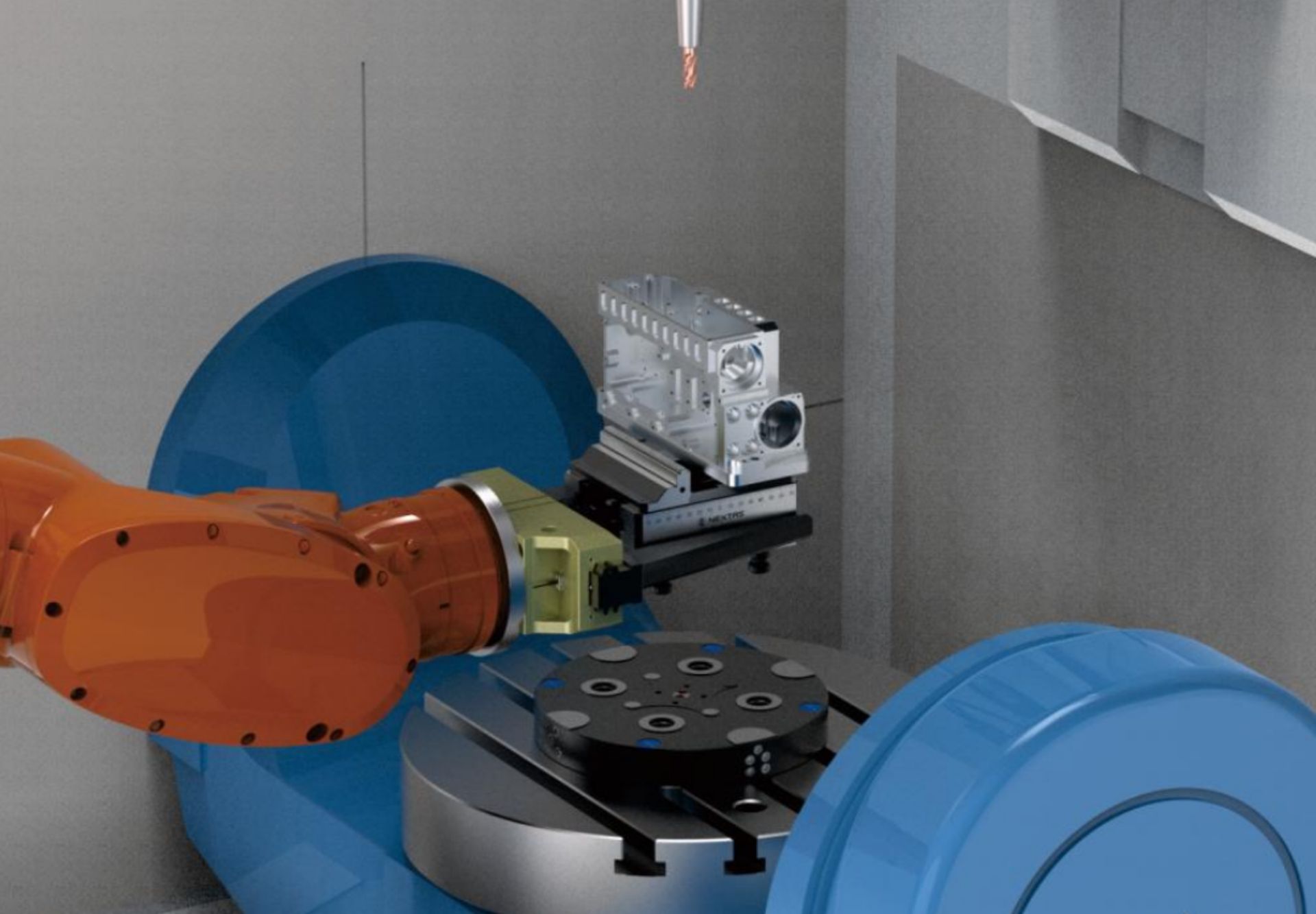
FMS 不是把“人工搬运”换成“自动搬运”这么简单。只要底部接口、夹具基准和托盘标准没有统一,系统上层再聪明,也会被下层的不一致不断拖慢。
真正能稳定运转的柔性制造系统,通常都先解决三件事:工件怎么被标准化装夹、夹具怎么被快速切换、调度系统怎么识别并调用同一套工装资源。
| 模块 | 主要作用 | 对现场的直接价值 |
|---|---|---|
| 零点/快换基准 | 统一夹具与托盘接口 | 减少找正与重复装夹差异 |
| 托盘与工装系统 | 承接机外准备与多机复制 | 缩短机床等待时间 |
| 自动化单元 | 实现上下料、转运和缓冲 | 释放夜班与高频换型压力 |
| 调度与数据系统 | 分配工序、托盘和机台资源 | 让多机协同更可视、更可控 |
这类项目最容易在排程、换型和在制品管理上失控,柔性制造的收益非常直接。
只要有机会在多机之间共享托盘和工装,基准统一的价值会迅速放大。
FMS 不一定一步到位,但很适合作为自动化扩展的架构基础。
第一是工装资源没有标准编号,调度层面知道有托盘,却不知道具体哪套夹具真正可用。第二是机床接口与工艺限制没有先梳理,导致理论可排程、实际上不能排。第三是快换接口不统一,自动化单元会把人工问题复制得更快。
所以一个成熟的 FMS 规划,往往不是先问“能接多少台机”,而是先问“现场现在有哪些标准能被复制”。把基础接口和装夹逻辑理顺后,多机联线的收益才会稳定释放。
不一定。很多工厂会先从几台机床与标准托盘开始,先验证基准、流转和排程逻辑,再继续扩展。
最常见的不是机器人本体,而是底部接口、工装编号和工艺规则没有先标准化。
需要。单元自动化解决的是局部效率,FMS 解决的是跨工序、跨机台与资源调度的整体效率。


