先让虎钳、托盘与项目夹具共用同一套定位逻辑。
服务中国制造企业
零点定位系统、快换夹具与自动化工装方案
围绕零点定位系统、快换基准板、五轴夹持与自动化接口,帮助工厂先解决换装与找正,再逐步把夹具标准化和柔性制造升级接起来。
零点基准五轴夹持托盘快换自动化扩展
15+年快换与工装经验
≤0.003mm重复定位参考
52 / 96 体系标准接口思路

把机外备料、找正与夹具切换拆开做标准化。
在接口稳定后,再决定是否接机器人、APC 或 FMS。
先按当下问题进入
如果你现在更像下面 3 种情况,先从对应入口开始
不同阶段的工厂,切入点通常不一样。先找到和你现在最接近的那种情况,再往下看。
先统一零点与快换底层接口
适合已经感觉到换装慢、找正重复、夹具难复用,准备先把机床工作台、托盘与虎钳接口统一的团队。
- 优先看:零点定位系统
- 再看:零点快换基准板
- 适合:多品种小批量、托盘化、自动化预备阶段
先解决当前工件的夹持与加工节拍
适合当前更关心五轴小件、多面加工、批量一致性或自动化上下料夹持稳定性的团队。
- 优先看:五轴自定心虎钳 / 气动定心钳
- 再看:R / E 系卡盘与专用夹具
- 适合:明确工件类型、想先解决眼前效率问题
已经有图纸、机型或自动化导入目标
适合已进入评估阶段,希望直接判断板型、模块布局、进气方式、自动化接口或项目推进路径的团队。
- 建议准备:工件图、机床信息、夹具现状
- 建议说明:想先解决换装、精度还是无人化
- 更适合:直接联系项目团队快速判断
核心产品入口
下面列出的 13 个产品入口,从零点基准到自动化系列都有覆盖,可以按当前阶段直接进入对应页面。









按当前瓶颈快速进入
换装和夹持是大多数工厂最先碰壁的两个地方。下面先把这两条路线讲清楚,再补充自动化与项目型入口。
最常见优先路线 01
先统一零点与基准接口
适合目前最痛的是换装慢、重复设零多、夹具接口不统一,或已经准备把机床、托盘与夹具先统一到底层标准逻辑的车间。
- 先看:零点定位系统
- 再看:零点快换基准板
- 适合:机床端标准化、托盘流转与自动化预备阶段
最常见优先路线 02
先处理五轴夹持与当前工件问题
适合复杂零件、小件多面加工、让刀空间受限,或当前真正阻碍效率的是夹持方式本身,而不是底层零点接口尚未统一的场景。
- 先看:五轴自定心虎钳
- 再看:燕尾夹具与气动定心钳
- 适合:复杂零件、多面加工与批量夹持稳定性优化
行业与应用方向
我们服务航空、汽车、医疗、模具和半导体行业的机加工厂——每家对材料、公差和产能的要求各不相同。
航空航天
复杂结构件、多面加工与高价值设备并存,更适合先把备料、装夹与重复设零前移到机外。
半导体与精密零件
更关注重复定位精度、批次一致性与工序流转稳定性,零点与基准卡盘体系价值更突出。
汽车、新能源与批量件
节拍、夹紧一致性和自动化扩展更重要,气动定心钳、液压夹具与托盘快换更容易形成收益。
通用机加工与自动化设备
多品种小批量、频繁换线、夹具零散的工厂,通常最适合先导入统一接口与样板工位。
电极、EDM 与精密流转
E 系列与 R 系列基准卡盘适合工序切换频繁、定位一致性要求高的场景。
项目型非标工装
当产线节拍、夹紧逻辑与工位布局需要一起设计时,可以从标准接口延伸到液压与自动化项目方案。
快换工装真正改善的,不只是换装时间
换装时间和基准漂移在每个班次都吃掉主轴工时。我们的系统把换装压缩到秒级,选定系列上保持微米级定位,淬硬磨损面(HRC 58-62)用了多年依然精准。
| 改善方向 | 把工装准备、找正与装夹前移到机外,减少高价值设备在机内等待的时间。 |
|---|---|
| 重复定位 | 通过标准化基准面、模块与接口,降低重复设零与不同班组操作差异带来的波动。 |
| 夹具管理 | 让虎钳、托盘、专用治具与自动化单元使用统一的接口逻辑,后续新增项目不会越做越乱。 |
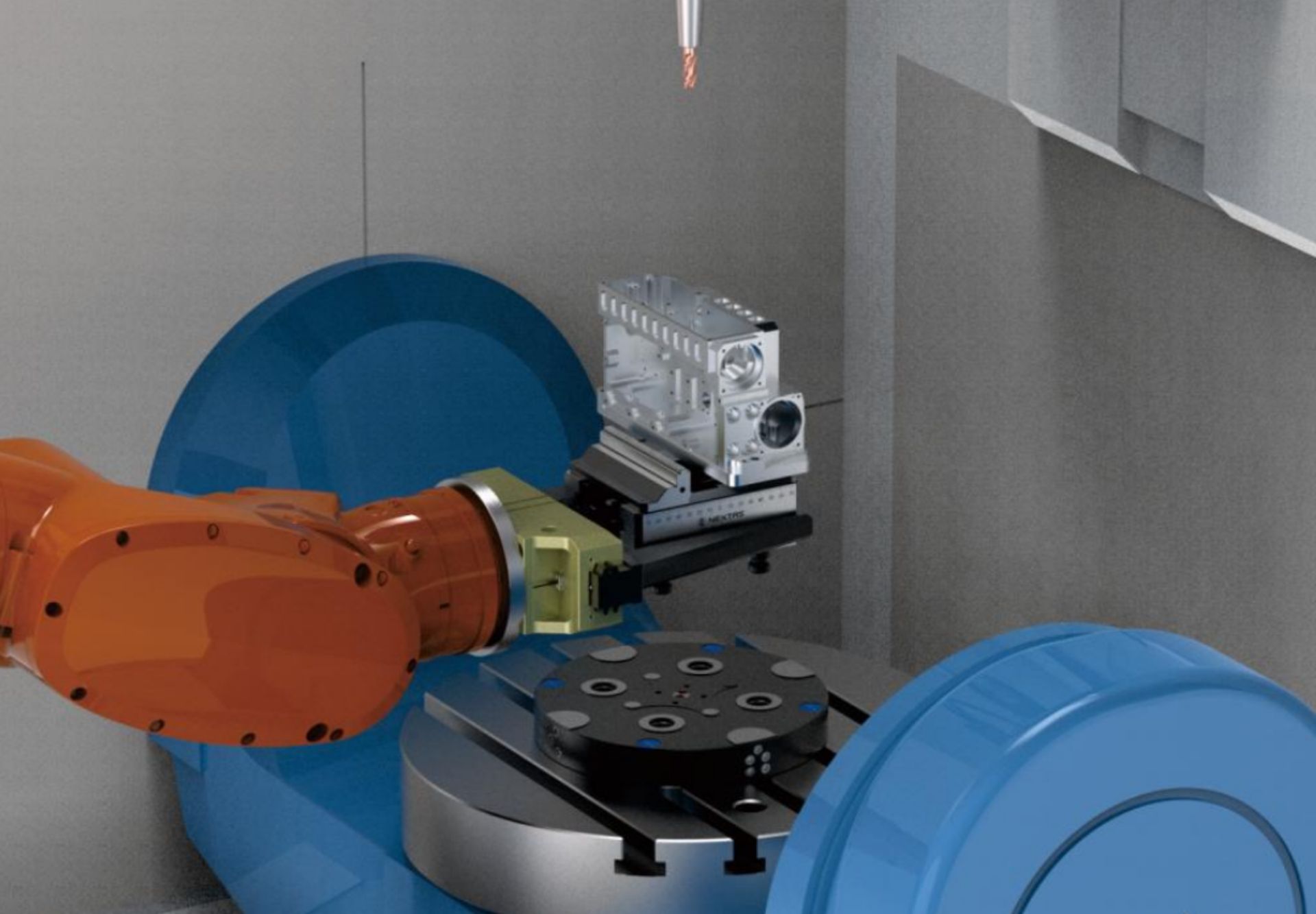
| 自动化兼容 | 当零点、托盘与夹持方式已经标准化后,机器人上下料、夜班加工与柔性制造会更容易落地。 |
为什么采购、工艺和设备团队会一起看 Nextas
全球50多个国家、3,000多家工厂每天在用我们的夹具。
先标准化,再扩展
先用零点定位系统、基准板或卡盘接口建立底层标准,再把虎钳、治具、托盘和自动化单元逐步接进来。
覆盖从样件到批量件
从五轴加工、小件夹持、打样试制,到批量节拍、液压工装与自动化单元,都有对应产品与方案路径。
适合中国工厂沟通方式
围绕工件、设备、节拍、夹具现状与目标来讨论,更容易快速判断是先上标准品还是直接进入项目方案。
方便团队内部对齐
产品入口、应用页、技术文章与常见问题都可以从这里进入,方便采购、工艺和管理层拿同一套信息在内部讨论。
核心技术模块
锥销锁紧、HRC 58–62淬硬钢、内置自动化接口——这就是我们系统的核心。
零点模块与拉钉接口
用于机床、托盘与治具之间的高重复定位切换,是后续夹具标准化的底层基础。
52 / 96 基准板体系
把不同虎钳、治具与托盘统一到标准节距,方便多机台复制、搬移和扩展。
精密夹持与让刀空间
通过自定心虎钳、燕尾夹具与基准卡盘,兼顾切削空间、夹紧稳定性与换装效率。
自动化兼容基准
BDS、气动快换板与托盘方案,让自动化上下料和夜班无人化建立在稳定接口之上。
制造与服务基础
这里先把 Nextas 的制造基础和服务范围说清楚,方便在联系前先做基本判断。
15+年行业经验
围绕工业快换定位、夹具标准化与自动化配套长期积累,更适合做长期可复制的接口体系。
400+专业研发团队
支持标准件迭代、夹具结构优化与项目型方案讨论。
110+生产设备
兼顾标准产品交付与项目件制造的资源基础。
160+知识产权
覆盖零点、基准板、虎钳、卡盘与自动化相关方向,体现持续技术沉淀。
质量与交付关注点
对中国制造企业来说,方案能不能落地,最终还是要回到重复定位、节拍、兼容性与后续扩展上。
重复定位稳定
不仅看参数,更要看实际换装、拆装、搬移后的稳定表现。
夹紧与工艺匹配
不同材料、工件形状与切削负载,需要不同的虎钳、燕尾、卡盘或液压夹持逻辑。
接口兼容
优先考虑现有机台、转台、托盘与自动化单元的兼容路径,避免后续重复改造。
导入节奏
先选样板机或样板工件验证收益,再决定扩展范围,通常更稳。
工装选型检查清单
选型时通常绕不开这些问题,提前整理清楚能省不少反复确认的时间。
| 工件信息 | 材料、尺寸范围、定位基准、夹持面、是否多面加工、是否有变形风险。 |
|---|---|
| 设备信息 | 机床型号、转台规格、托盘方式、是否已有自动化上下料或夜班加工规划。 |
| 当前痛点 | 换装慢、找正时间长、精度不稳、夹具零散、批量节拍不稳定或自动化难接入。 |
| 目标优先级 | 先要提效、先要标准化、先要自动化,还是准备为后续项目打底。 |

服务覆盖与沟通方式
关于怎么联系、怎么配合、支持范围覆盖哪些,这里一并说明。
中国内地沟通
可直接用中文提交工件信息、夹具现状、设备型号与目标节拍,缩短前期沟通成本。
海外项目衔接
对于出口型工厂或跨地区制造项目,也能同步衔接英文与其他语言页面。
从标准件到项目件
既可以从单个产品开始验证,也可以在验证后继续扩展到整套夹具或自动化方案。
Nextas 的业务思路
每个工厂的情况不一样,推进节奏也不应该一样——关键是先把真正影响产能的那一层先解决掉。
先做样板工位
先选一台高价值设备、一类高频工件或一条最痛的产线,验证收益更直接。
先做底层标准
统一零点、基准板或卡盘接口,比一开始就堆更多夹具更可持续。
再谈自动化放大
当夹具、托盘和换装逻辑已经稳定,自动化才更容易真正放大产线收益。
常见问题
第一次接触 Nextas,应该先看产品页还是应用页?
如果已经明确要解决换装、夹持或自动化问题,建议先看产品页;如果还在判断方案方向,先看应用页会更容易建立整体思路。
零点定位系统适合哪些工厂优先导入?
通常适合换装频繁、找正时间长、多品种小批量、准备做托盘化或自动化升级的工厂。高价值设备越多,导入收益通常越明显。
是先上零点系统,还是先上虎钳或专用治具?
大多数情况下,先统一底层接口会更稳。零点模块、基准板或卡盘体系先建立后,再让虎钳、托盘与专用夹具接入,后续扩展成本更低。
如果目前只想提升单机效率,也值得咨询吗?
值得。很多项目一开始并不是整线自动化,而是先解决单机换装、找正和重复定位问题,再逐步扩展到多机台或自动化单元。
提交询盘前需要准备什么?
建议准备工件图纸或照片、材料、尺寸范围、设备型号、当前夹具方式、月产量和最想解决的问题。信息越清楚,匹配方案会越快。