先定接收模块,再定夹具外形
当零点接口本身就是项目主线时,先把接收模块尺寸、工位数、进气路线与检测方式定下来,后续虎钳、子板、托盘与专用夹具更容易统一。
如果你现在主要在处理换装重复、托盘流转、APC / 机器人交接,或希望把机床、托盘和自动化接口统一起来,这一页应该优先看。下面这三个入口能帮你更快进入重点。
零点系统真正影响项目成败的,通常不是某一个型号本身,而是接收模块布局、进气方向、托盘标准、检测逻辑与维护窗口是否在一开始就规划正确。
机床型号、工作台或底板空间、是否允许底部布管、是否已有过渡板或 APC / 机器人交接条件。
工件尺寸重量、托盘数量、夹具类型、是否需要跨 CNC / CMM / 清洗 / 返修统一基准。
换装频率、无人化时长、是否要夹紧确认、是否需要与立库、机器人、桁架或 APC 联动。
这页更适合用来判断接收模块架构本身,而不是只把它当作一页“零点产品介绍”。对于多机种共线、托盘池、墓碑塔、离线备料和自动化导入项目,接收模块往往才是最该先定的底层接口。
当零点接口本身就是项目主线时,先把接收模块尺寸、工位数、进气路线与检测方式定下来,后续虎钳、子板、托盘与专用夹具更容易统一。
更大的价值在于重复定位可审计、托盘流转逻辑更清晰、返修回装更稳定,并为 APC、机器人与立库预留一致接口。
很多项目会先用单模块导入,再扩展到双工位、四工位或六工位组合模块,最后再延伸到零点基准板与自动化搬运单元。
| 家族 | 覆盖方向 | 典型型号 / 备注 |
|---|---|---|
| MFG 单模块零点定位基准(V1 标准版) | 适合虎钳、卡盘、子板或托盘的直接快换。 | NT-S200P85V1 / 120V1 / 160V1 / 195V1 |
| MFG 单模块紧凑型(V2 新增) | 更低剖面和更轻量设计,适合五轴夹具和空间受限工况。 | NT-S200P85V2 / 115V2 / 148V2 |
| MFG 双工位组合模块 | 适合中等长度与两点支撑工况的托盘与子板。 | NT-S200P120ZH2A / 120ZH2B / 160ZH2A / 160ZH2B |
| MFG 四工位组合模块(新增) | 适合更大托盘、更高支撑能力与墓碑塔式工装。 | NT-S200P120ZH4A / 120ZH4B / 160ZH4A / 160ZH4B |
| MFG 六工位组合模块(新增) | 最高支撑等级,适合大托盘与多工位自动化单元。 | NT-S200P120ZH6A / 120ZH6B / 160ZH6A / 160ZH6B |
| MFG 辅助定位模块(新增) | 搭配组合模块使用,提供额外定位面与抗旋转能力。 | NT-S200P120WJ2 / 160WJ2(双工位) ; NT-S200P120WJ4 / 160WJ4(四工位) |
| BDS 定位基准系统 | 当项目更偏向紧凑接口时,可作为另一条定位基准路线。 | A024 / B024 基准体与托盘组合,重复定位可达 <0.003 mm。 |
| 零点联轴器 | 适合机器人端、EOAT 或轻量托盘交接接口。 | NT-S600P90V1 联轴器主体 + 对应拉钉系列 |
| BDS 定位基准系统 | 当项目更偏向紧凑接口时,可作为另一条定位基准路线。 | A024 / B024 基准体与托盘组合,重复定位可达 <0.003 mm。 |
| 零点联轴器 | 适合机器人端、EOAT 或轻量托盘交接接口。 | NT-S600P90V1 联轴器主体 + 对应拉钉系列 |
| 单模块型号 | 模块直径 | 夹紧力 | 托举载重 | 重复定位 |
|---|---|---|---|---|
| NT-S200P85V1 | 85 mm | 4 kN | 30 KG | ≤0.003 mm |
| NT-S200P85V2 | 85 mm | 5 kN | 30 KG | ≤0.003 mm |
| NT-S200P115V2 | 115 mm | 10 kN | 70 KG | ≤0.003 mm |
| NT-S200P120V1 | 120 mm | 12 kN | 100 KG | ≤0.003 mm |
| NT-S200P148V2 | 148 mm | 18 kN | 180 KG | ≤0.003 mm |
| NT-S200P160V1 | 160 mm | 18 kN | 250 KG | ≤0.003 mm |
| NT-S200P195V1 | 195 mm | 40 kN | 300 KG | ≤0.003 mm |
| 拉钉家族 | 常见型号 | 典型用途 | 补充说明 |
|---|---|---|---|
| P25 家族 | NT-S200P25V1 / V2 / V3 | 适配 P85 单模块 | 适合轻量夹具与紧凑安装空间。 |
| P30 家族 | NT-S200P30V1 / V2 / V3 | 适配 P120 单模块与组合模块 | 属于常见通用规格,兼顾紧凑与载荷。 |
| P35 家族 | NT-S200P35V1 / V2 / V3 | 适配 P160 家族与相关组合模块 | 适合更高支撑与更大板面。 |
| P40 家族 | NT-S200P40V1 / V2 / V3 | 适配 P195 家族 | 更偏向重载、大托盘与自动化载体。 |
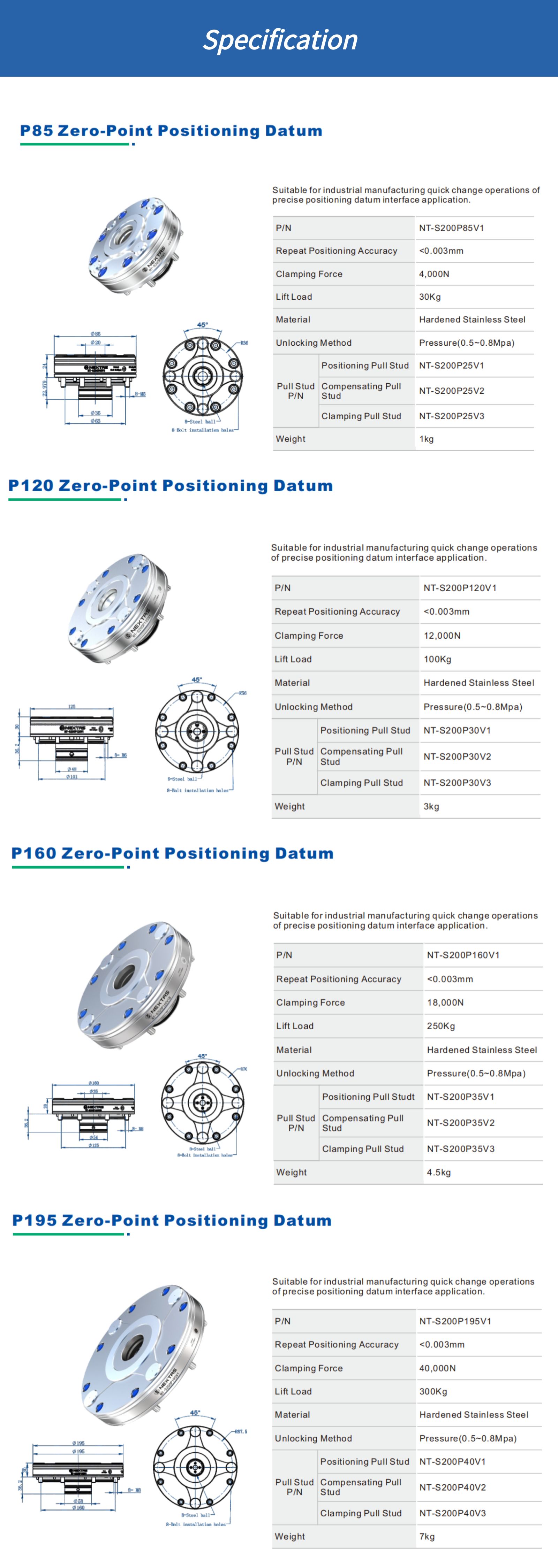
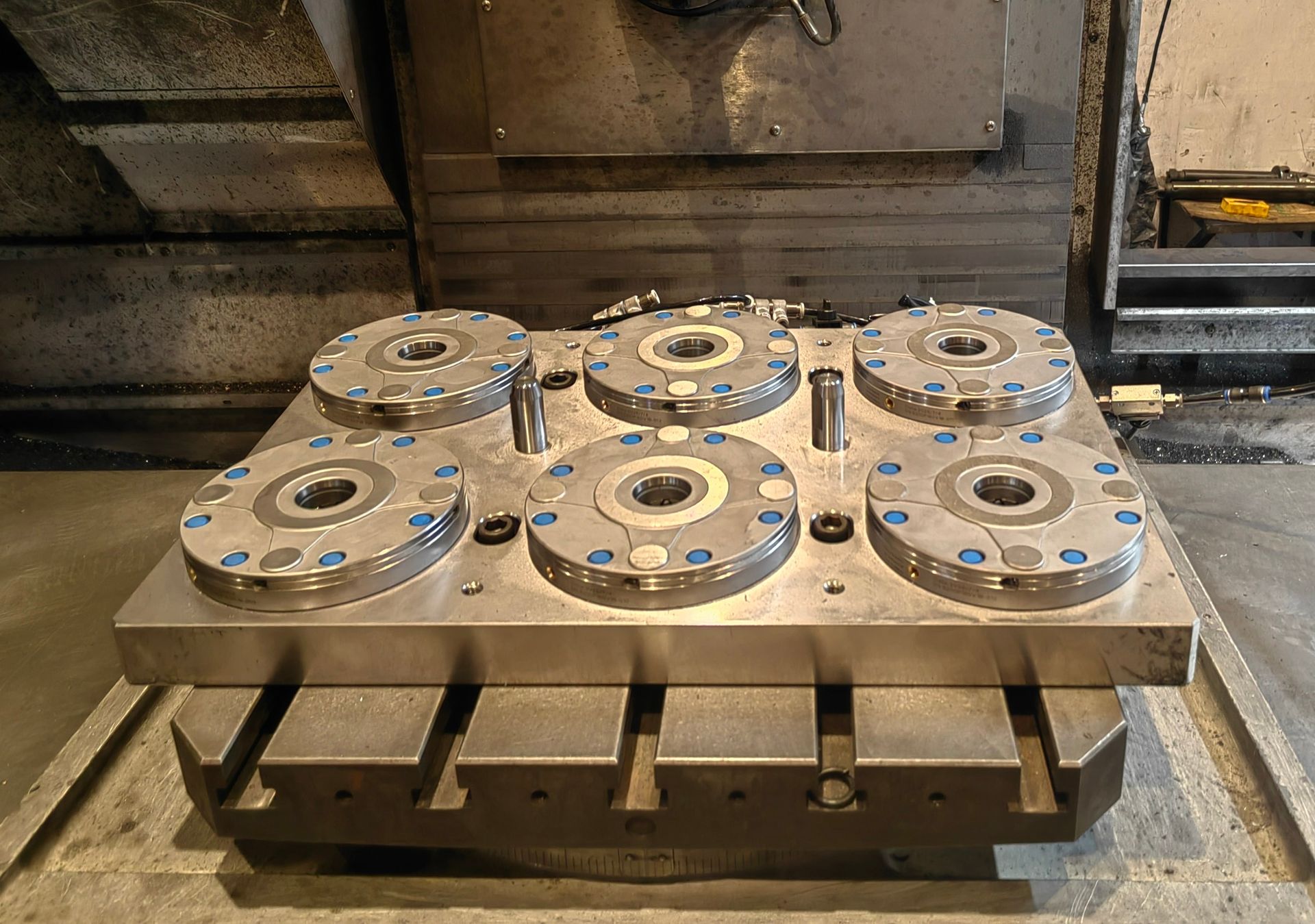
把主图、剖视图、底部 / 侧面进气、技术尺寸图和典型工况放在一起看,会更容易判断模块层应该怎么规划。

适合作为单模块、组合模块与自动化接口规划的基础参考。
便于判断安装高度、支撑面与气路布置方向。
适合长托盘、子板与更高支撑需求的布局判断。
用于规划机器人端或模块化交接结构。
适合结合负载、工位与板面尺寸一起判断。
(7)%20(1).png?updatedAt=1754553736043)
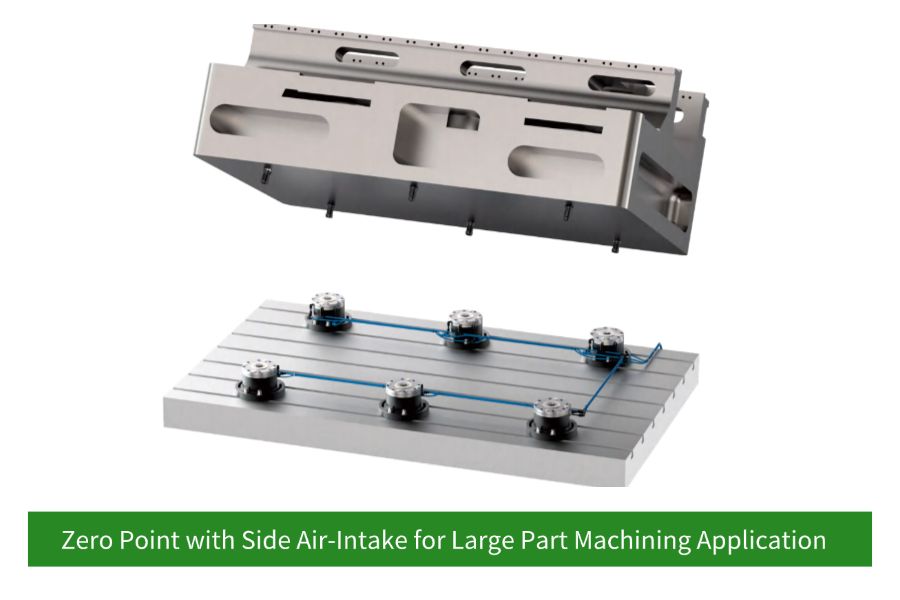
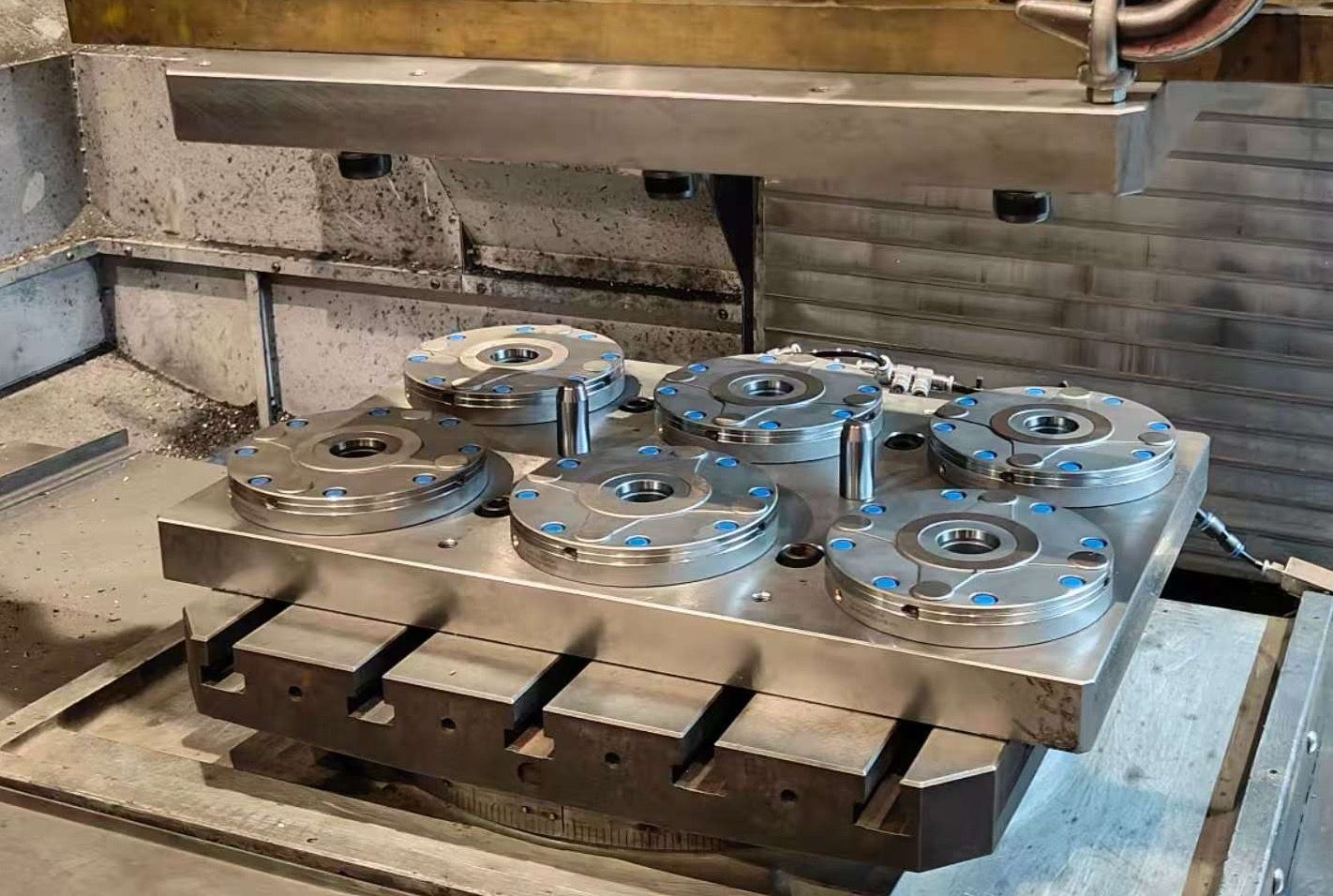
适合新线、标准底板与追求气路隐藏整洁的项目。
(7).png?updatedAt=1754553737609)
适合旧机改造、底部受限或希望维护窗口更直观的项目。

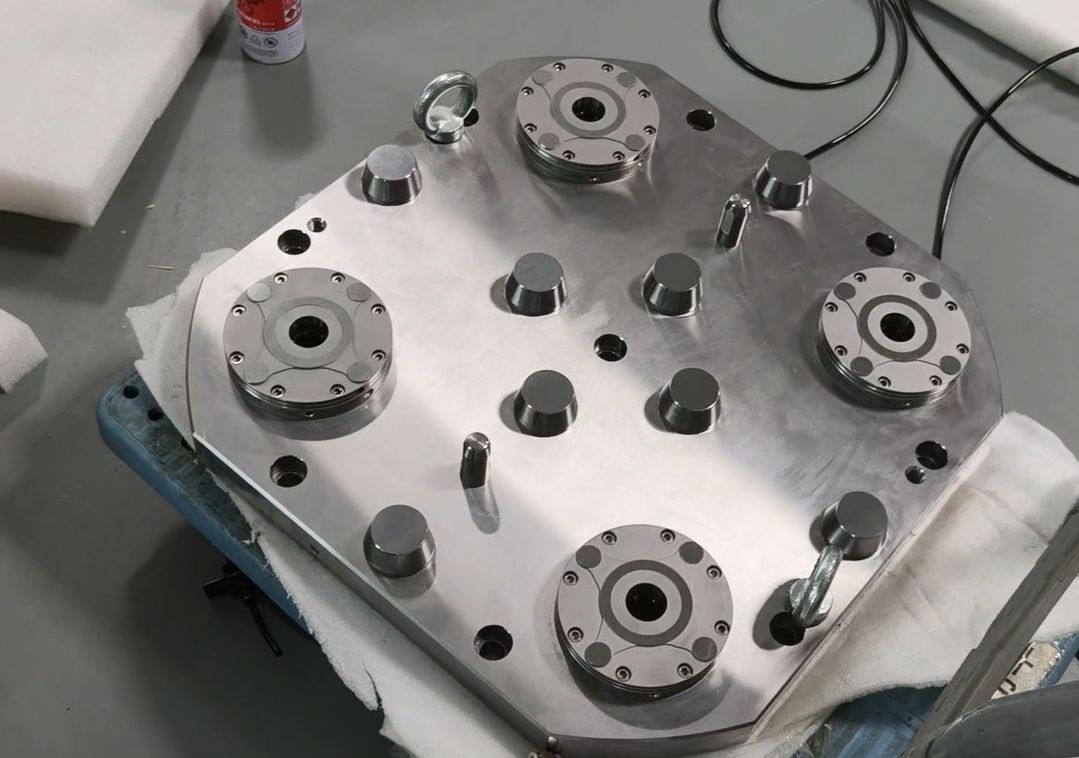
有助于理解机械自锁、定位面与清洁气路的关系。

适合与实际工况一起判断夹紧、抬升与清洁逻辑。
适合与底板、子板和安装孔位一起做前期评估。
先判断是接收模块本体、组合工位、联轴器还是传感检测接口在主导项目,后面的选型会快很多。
更适合试点导入、五轴夹具、小托盘和对叠高敏感的场景。
当托盘更长、受力更复杂或需要更高支撑刚性时,组合模块通常更合适。
如果已经考虑 APC、机器人或无人化互锁,检测接口与信号逻辑要前置。
适合五轴夹具、轻量虎钳、小托盘和对叠高敏感的工况,是很多工厂试点导入的第一步。
适合长度更大、重心更复杂、需要更高支撑刚性的子板、托盘与墓碑塔式工装。
适合机器人端、转运端或自动化交接位置,重点是轻量、紧凑与快速对接。
适合无人化换装、机器人抓取前确认、APC 互锁与自动恢复流程较严格的单元。
| 接收模块形式 | 更适合的场景 | 样册参考 |
|---|---|---|
| 单模块接收器 | 紧凑型虎钳、五轴夹具、小托盘以及对叠高敏感的机台间流转。 | P85 / P120 / P160 / P195 接收模块系列 |
| 双工位组合模块 | 长度更长、需要更高支撑能力的托盘与子板。 | P120 / P160 双工位相关组合模块 |
| 四工位 / 六工位组合模块 | 更高支撑的托盘布局、墓碑塔与更大的自动化载体。 | 样册中的四工位与六工位组合模块章节 |
| 零点联轴器 | 机器人端或转运端的快速交接。 | NT-S600P90V1 + 对应联轴器托盘与拉钉 |
| 带检测接口的零点方案 | 需要夹紧确认、无人重启或机器人抓取互锁的单元。 | Sensor 零点快换基准系列 |
| 工况 | 典型载荷 | 建议模块 | 常见工位数 | 判断重点 |
|---|---|---|---|---|
| 紧凑五轴夹具 / 小虎钳 | ≤ 30 kg | 85 mm | 3–4 | 优先控制高度、刀路空间与防旋转逻辑。 |
| 通用三轴快换平台 | ≤ 100 kg | 120 mm | 4 | 适合混线加工,是比较常见的四点布局起点。 |
| 重载夹具 / 墓碑塔工装 | ≤ 250 kg | 160 mm | 4–6 | 更重视受力分布、板面弯曲控制与气路总管规划。 |
| 大托盘 / 自动化 / APC | ≤ 500 kg | 195 mm | 6–8 | 更强调稳定下拉力、互锁确认与托盘池一致性。 |
进气方向会直接影响底板结构、后续保养与自动化兼容,不建议只按习惯来定。
| 方案 | 更适合什么时候 | 布管要点 | 自动化要点 |
|---|---|---|---|
| 底部进气 | 可以通过工作台或过渡板布管,希望整体更整洁、气路更受保护。 | 建议在底板加工前把总管、接口与维护孔位一次规划好。 | 更适合多模块总管、托盘池与 APC / 机器人单元,软管管理更清爽。 |
| 侧面进气 | 无法从底部走管,或需要在现有设备上快速升级改造。 | 要注意软管防屑、防干涉、标识与快插维护窗口。 | 同样可以做自动化,但建议加确认信号并控制每次解锁节拍一致性。 |
| 如果你更看重…… | 建议先做…… | 这样做的价值 |
|---|---|---|
| 高混线与秒级换装 | 先统一一套零点接口,再把托盘 / 子板做成家族化。 | 能把离线备料与在线快换真正连起来。 |
| 五轴刀路空间 | 优先控制叠高、模块位置、扳手空间与防干涉区。 | 避免后期夹得住但刀路过不去。 |
| 机器人或夜班无人化 | 同步规划夹紧确认、零件到位、吹气与异常恢复逻辑。 | 提升自动化连续运行稳定性。 |
| 重切削与高力矩 | 增加支撑点、提高底板刚性并缩短整体叠高。 | 更有利于控制挠度与表面质量。 |
选型的顺序通常是:先确定换装目标,再评估接收模块规格,最后确认进气方式与自动化接口。这个流程能让零点系统更稳定地融入生产工作流。
先分清是以托盘切换为主、夹具切换为主,还是两者都要做,这会直接影响接收模块数量与布局密度。
按托盘尺寸、夹具体量、切削负载、受力矩与安装空间,缩小到 P85 / P120 / P160 / P195 的合适范围。
底部进气更适合新线和整洁布管,侧面进气更适合旧机改造;APC / 机器人场景要尽早把夹紧确认与异常恢复讲清楚。
| 起点 | 推荐路径 | 为什么常见 |
|---|---|---|
| 三轴 CNC | 接收模块 + 子板 + 常用虎钳 / 治具拉钉化 | 最容易先把高混线、短批次的换装时间降下来。 |
| 五轴 CNC | 紧凑接收模块 + 低剖面夹具 + 更密集布局 | 更适合多面加工、刀具可达性和回装重复定位。 |
| 托盘化工位 | 组合模块 + 统一托盘接口 + 编号规则 | 利于多工位排产、离线备料与多机复制。 |
| APC / 机器人单元 | 模块 + 夹紧确认 + PLC 时序 + 异常恢复逻辑 | 无人化节拍下,稳定性和夹紧一致性比单次峰值更关键。 |
| 使用场景 | 优先看 | 常见建议 | 说明 |
|---|---|---|---|
| 紧凑五轴夹具 | P85 / P120 | 单模块或双工位起步 | 更利于低剖面、紧凑布局与维护接近性。 |
| 中等尺寸托盘或治具 | P120 / P160 | 双工位或四工位布局 | 适合在支撑点数量、板面刚性与空间之间找平衡。 |
| 重载、多点支撑 | P160 / P195 | 四工位或六工位组合模块 | 更适合较大托盘、较高受力矩和自动化搬运场景。 |
| 旧机改造 | 先确认侧面进气 | 优先考虑布管可达性与维护空间 | 旧机改造应优先考虑现场管路和空间约束,而非理想布局。 |
零点系统的长期稳定性取决于材料、关键定位面加工、密封与清洁设计,以及动作在切削液和碎屑环境中的一致性。现场审核时,这些因素的重要性往往超过纸面精度指标。
长期高频换装场景里,关键磨损面和锁紧机构的材料与表面处理,直接决定重复定位寿命。
底部 / 侧面进气、吹屑清洁、气密检测和托举动作是否一致,会直接影响自动化节拍下的稳定性。
如果项目会进入托盘池、APC 或机器人,建议同时确认样件验证、重复定位抽检和后续备件保养清单。
| 审核项 | 建议确认 | 为什么重要 |
|---|---|---|
| 定位界面 | 关键定位面加工与表面处理说明 | 决定长期重复定位是否会因磨损而漂移。 |
| 锁紧机构 | 自锁结构、托举设计与异常释放逻辑 | 关系到重载托盘与自动化交接时的安全边界。 |
| 清洁能力 | 吹屑路径、定位面防污与内孔清洁 | 碎屑和冷却液是现场最常见的精度干扰来源。 |
| 验证方式 | 是否可按项目提供验证托盘、布局建议或复核方式 | 更有利于多机复制、FAT 和后续维护标准化。 |
零点系统真正稳定,靠的是安装、控制、保养三件事都到位,而不是只买对型号。
| 检查项 | 典型做法 | 实用建议 |
|---|---|---|
| 安装基准 | 螺栓固定 + 销钉 / 键槽 / 参考边 | 先定义一套主基准,并保留基准件用于快速校验。 |
| 气源品质 | 洁净、干燥且压力稳定的压缩空气 | FRL 位置要合理,避免过长软管导致解锁迟缓。 |
| 控制互锁 | M 码 / PLC I/O:夹紧、解锁、夹紧确认、故障 | 建议做超时判断与安全状态,方便排查偶发停机。 |
| 过程验证 | 探针、百分表、首件确认或基准件复核 | 安装后建立基线数据,后续按周对比更容易发现漂移。 |
| 风险 / 磨损点 | 早期症状 | 预防 / 快速处理 |
|---|---|---|
| 定位面残屑 | 回装后尺寸漂移、重复性不稳定 | 每次回装前吹气并擦拭定位面,必要时加防屑罩或吹气逻辑。 |
| 密封与滑动面磨损 | 动作变慢、漏气、夹紧不一致 | 按周期巡检,尽量隔绝磨粒与乳化液污染。 |
| 紧固件松动或接触面碰伤 | 振纹增加、基准突然偏移 | 定期复扭矩,轻微碰伤用油石处理,不建议破坏性修面。 |
| 气源污染 | 动作发黏、自动化报警 | 加强过滤与排水,准备基础易损件包。 |
| 频率 | 建议动作 | 目标 |
|---|---|---|
| 每班 | 吹气、擦拭、观察夹紧状态与软管防屑情况 | 避免残屑累计导致首层误差。 |
| 每周 | 复核基准件 / 标准托盘的重复定位 | 及时发现漂移趋势而不是等到批量异常。 |
| 每月 | 检查密封、紧固件、总管与互锁信号 | 确保解锁节拍和互锁逻辑一致。 |
| 按保养计划 | 更换易损件、整理软管和标签、复核维护记录 | 保证自动化与人工两种模式都可稳定切换。 |
零点接收模块最有价值的地方,是它能把同一套定位语言延伸到备料、加工、检测、返修与自动化交接。
在机外完成装夹与准备,机内只做快速换装与加工。
同一托盘标准可在不同设备间共享,缩短换线与再找正时间。

适合作为托盘池与自动化搬运的标准交接界面。

在高刀路覆盖工况下兼顾重复定位与空间利用。
| 环节 | 零点系统承担的角色 | 现场价值 |
|---|---|---|
| 机外备料 | 作为夹具 / 托盘的统一接收接口 | 把找正与装夹移出机内,减少主机等待。 |
| CNC 加工 | 提供稳定重复定位与快速换装 | 缩短换型时间,提高稼动率。 |
| CMM / 返修 | 同一接口回装,减少重新找正 | 返修更可控,避免多次累积误差。 |
| APC / 机器人 | 作为托盘交接标准 | 有利于做无人化与托盘池管理。 |
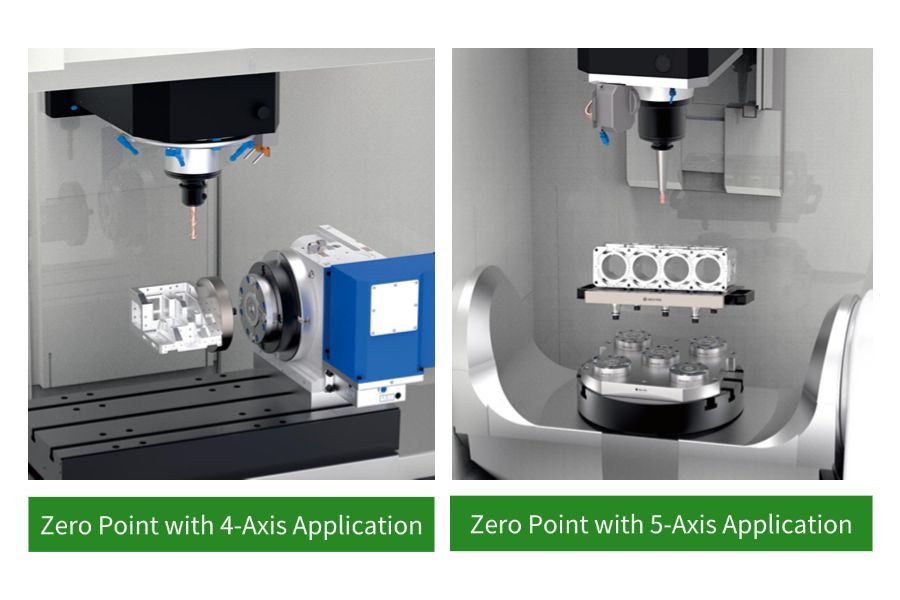
不同工位数与布局方式,决定了零点系统更适合轻量快换、重载支撑还是自动化载体。

适合长条托盘、双夹具子板或更高支撑需求的工装。

适合把标准虎钳平台与零点接口整合到同一层。

适合非标件与专用治具的快速回装与转序。

更适合更大板面与多点支撑布局。

适合改善受力分布与降低板面弯曲风险。
适合多夹具、多面加工与自动化预留。
适合大型托盘、墓碑塔和更高稳定性需求。
更容易做托盘池、一致接口与标准化搬运。

适合重载与更复杂的工装基底设计。
这一段更适合作为对外沟通前的准备清单,而不是单纯再读一次介绍。把资料补齐后,选型和对接会快很多。
适合先了解单模块、组合模块、联轴器与传感接口的完整家族范围。
把工作台尺寸、安装条件、托盘尺寸与工件重量发过来,更容易快速推荐模块规格。
如果后续可能接 APC、机器人、立库或桁架,建议在第一轮就把检测与互锁要求一并说明。
如果已经确认这一页方向基本对,下一步通常不是继续空谈概念,而是直接索取系列画册、布局建议和 CAD / STEP 支持,让内部评审更快进入可执行阶段。
适合一次看清单模块、组合模块、联轴器、传感接口与应用案例的完整家族。
把台面尺寸、托盘大小、工件重量、工位数和布管方向发来,更容易得到更稳妥的模块间距与进气建议。
适合夹具设计、子板开发、机器人交接与内部仿真评估。越早把接口资料纳入夹具设计,后续返工越少。
如果这页已经帮你把接收模块、工位数与进气方式想清楚,下一步最值得看的通常不是泛泛文章,而是更贴近选型、案例与进气边界判断的内容。
如果这页已经帮你确认了零点接收模块与进气、工位、自动化接口逻辑,下一步通常不是随机再看别的产品,而是先看最容易衔接的主入口,再补看延伸入口。


