什么情况下,组合式零点板比两套分开的 52 mm / 96 mm 基板更划算?
当同一台机床或同一单元,经常在两种虎钳规格之间切换时,组合板通常更划算。它能减少机床侧换板动作,也更容易把标准统一下来。
同一台机床今天装 52 mm 紧凑型虎钳,明天又要换成 96 mm 大规格虎钳时,真正拖慢节拍的往往不是虎钳本身,而是机床侧基板标准不统一。双孔距组合式零点基准板,正是用来解决这个问题的。

很多车间不会长期只跑一种虎钳规格。今天可能是小件、明天是长件,后天又是样品夹具或托盘化批量件。如果每次虎钳规格变化,都要跟着换机床基板、换转接板、重新确认布局,那原本应该省下来的快换时间,就会被一点点吃掉。
在高混流场景下,这类问题会被放大。操作员要记不同标准,计划要备更多基板,工程人员还要围绕多个机床侧接口做标准化,而不是围绕一个统一底座来搭建工装逻辑。
根据你提供的文档,NEXTAS Zero Point Plate 系列可实现 <0.005 mm 的重复定位精度,主体为硬质不锈钢,耐久可达 500,000 次循环,不同规格夹紧力覆盖 9,000 N 到 40,000 N。
文档同时提到,这一系列还具备气动/手动解锁、4×90° 分度位、气密检测、自清洁、部分型号增压功能,以及与主流 CNC 底座的兼容性。这让它更适合真正有切削液、铁屑和高频换装的现场。
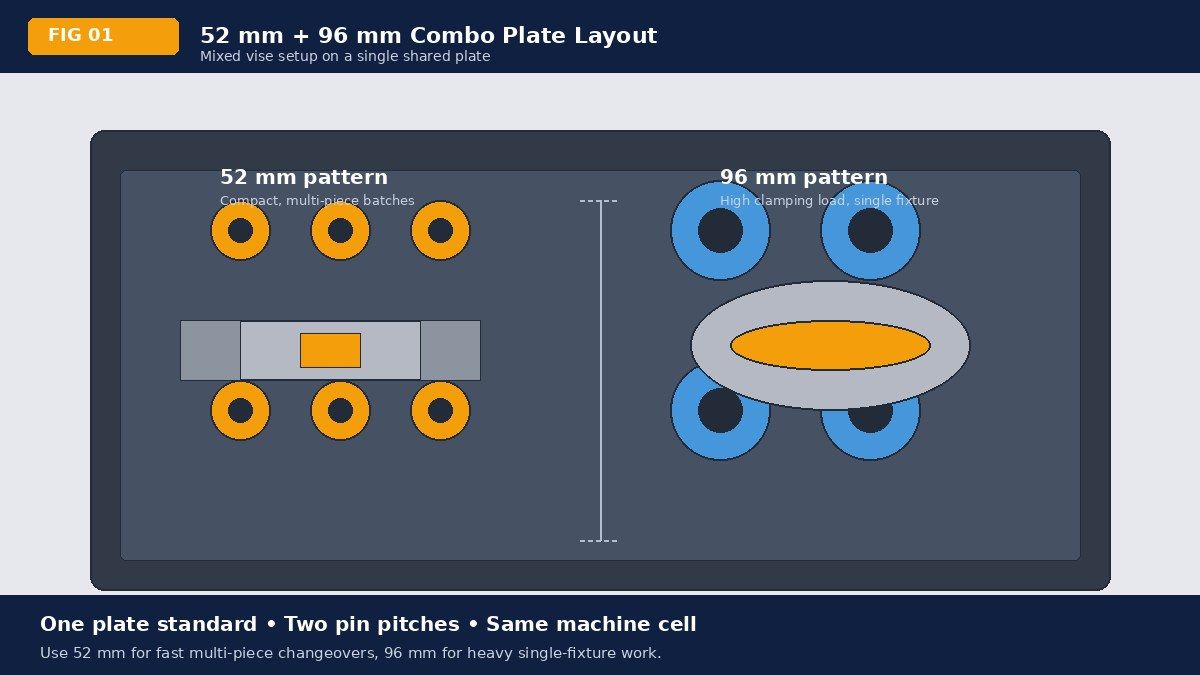
新推出的 Combo Plate 把 52 mm 与 96 mm 两种主流孔距整合在同一块零点基准板上。对已经同时使用不同规格 NEXTAS 虎钳的车间来说,这意味着同一台机床不必再拆成两套标准来管理。
实际落地时,它最直接的价值,是减少换板动作、简化备件与工装规划,并让工程与现场在夹具布局上更容易统一。文档还提到,组合板有方形与圆形两个版本,便于适配不同机床工作台、转台或安装空间。
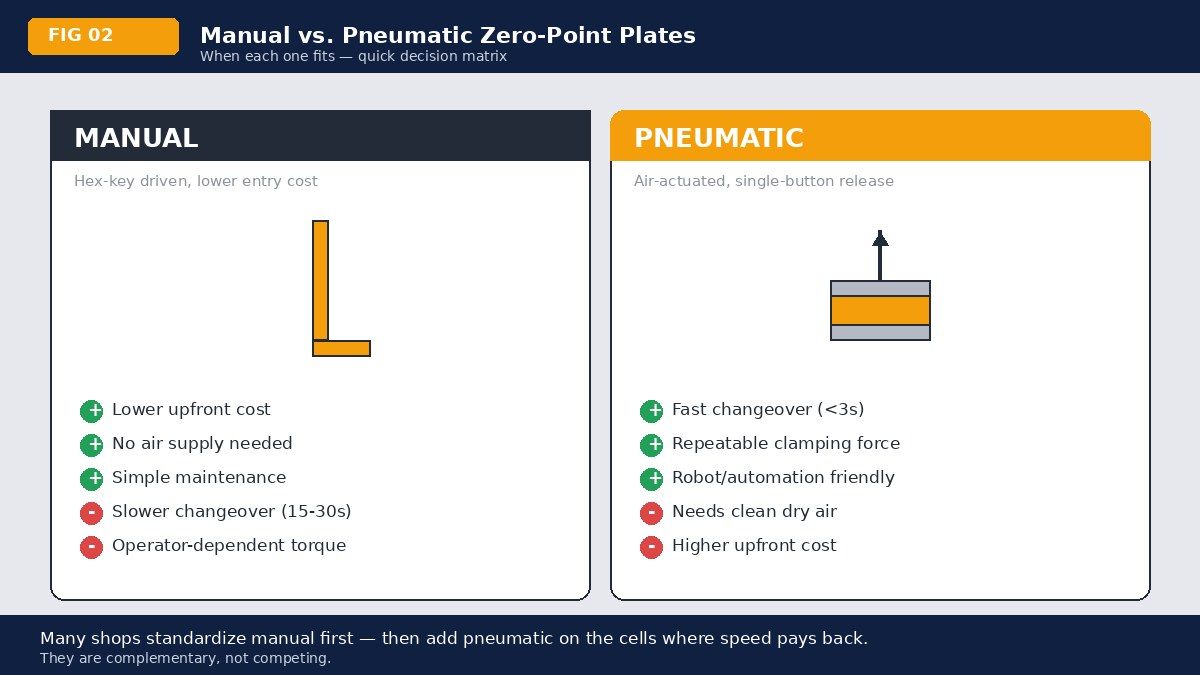
如果你的换装频率还不算特别高、现场暂时没有气源条件,或者当前目标只是先把机床侧标准统一起来,那么手动零点板依然很合理。如果你的工位换装很频繁、夹具更重,或者接下来准备往自动化上下料走,气动快换底板会更合适。
你提供的文档还提到,NEXTAS 更大范围的零点系列在合适场景下可做到 30 秒换模,并把设备利用率提升 40% 以上。所以真正要判断的,不是“手动和气动谁更高级”,而是哪种方案更匹配你的换装频率、人工搬运负担和后续自动化路径。
| 方案 | 更适合的场景 | 优势 | 要注意的地方 |
|---|---|---|---|
| 52 mm 标准零点板 | 紧凑型虎钳、小型夹具、机床空间更紧 | 占位小、改造门槛低 | 同一工位兼顾 96 mm 时,换装便利性下降 |
| 96 mm 标准零点板 | 大规格虎钳、长件、重载夹具 | 更适合大规格工装 | 以小件为主的车间可能偏大 |
| 52 mm + 96 mm 组合板 | 同一工位要在两种规格虎钳间切换 | 机床侧一套标准、少换板 | 仍要确认方形或圆形版本和真实空间 |
| 气动快换底板 | 换装频繁、载体更重、准备接入自动化 | 解锁更快、人工搬运更轻 | 需要气源,价值更依赖高频换装 |
当同一台机床或同一单元,经常在两种虎钳规格之间切换时,组合板通常更划算。它能减少机床侧换板动作,也更容易把标准统一下来。
不会,前提是底层零点平台本身精度、刚性和安装质量到位。组合板的核心价值,是在不改变零点快换逻辑的前提下,扩展可兼容的孔距规格。
主要看机床工作台、转台空间以及虎钳布局方式。方形更适合常规矩形布置,圆形在某些转台或圆盘环境里更容易落地。
可以。很多车间会先用手动零点板完成基础标准化,再把气动方案导入到换装更频繁或自动化程度更高的工位。