快速产品线切换
从电池托盘到壳体、从驱动电机到冷却系统,新能源零件族系众多。底层零点接口统一后,每个新产品只需重新设计上层夹具,成本与周期都会降低。
产品迭代快、产线多、批量大——这些特点要求工装既要高度标准化,也要高度灵活。
从电池托盘到壳体、从驱动电机到冷却系统,新能源零件族系众多。底层零点接口统一后,每个新产品只需重新设计上层夹具,成本与周期都会降低。
多条产线可能同时在运,需要用同样的零点逻辑保证所有工位的基准一致。这样既能降低管理复杂度,也能灵活调配产能。
虽然现在可能还以手动为主,但夹具设计时就应该预留自动化接口。等到需要上自动化时,只是简单地接入托盘或机器人,而不需要重新设计底层接口。
新能源项目的复杂性与变化性都比传统汽车更高。
| 项目特点 | 产品类型多(电池、壳体、结构件等)、工艺路径差异大、产线可能并行多个项目、产品迭代周期短。 |
|---|---|
| 常见挑战 | 为新产品设计夹具周期短、各工位夹具接口混乱导致换型困难、扩产时重复投入、后续很难接入自动化。 |
| 理想状态 | 所有工位共用同一零点基座,新产品只需设计上层夹具;当某个零件系列的产量稳定后,可快速上自动化;整个体系的管理与扩展成本最低。 |
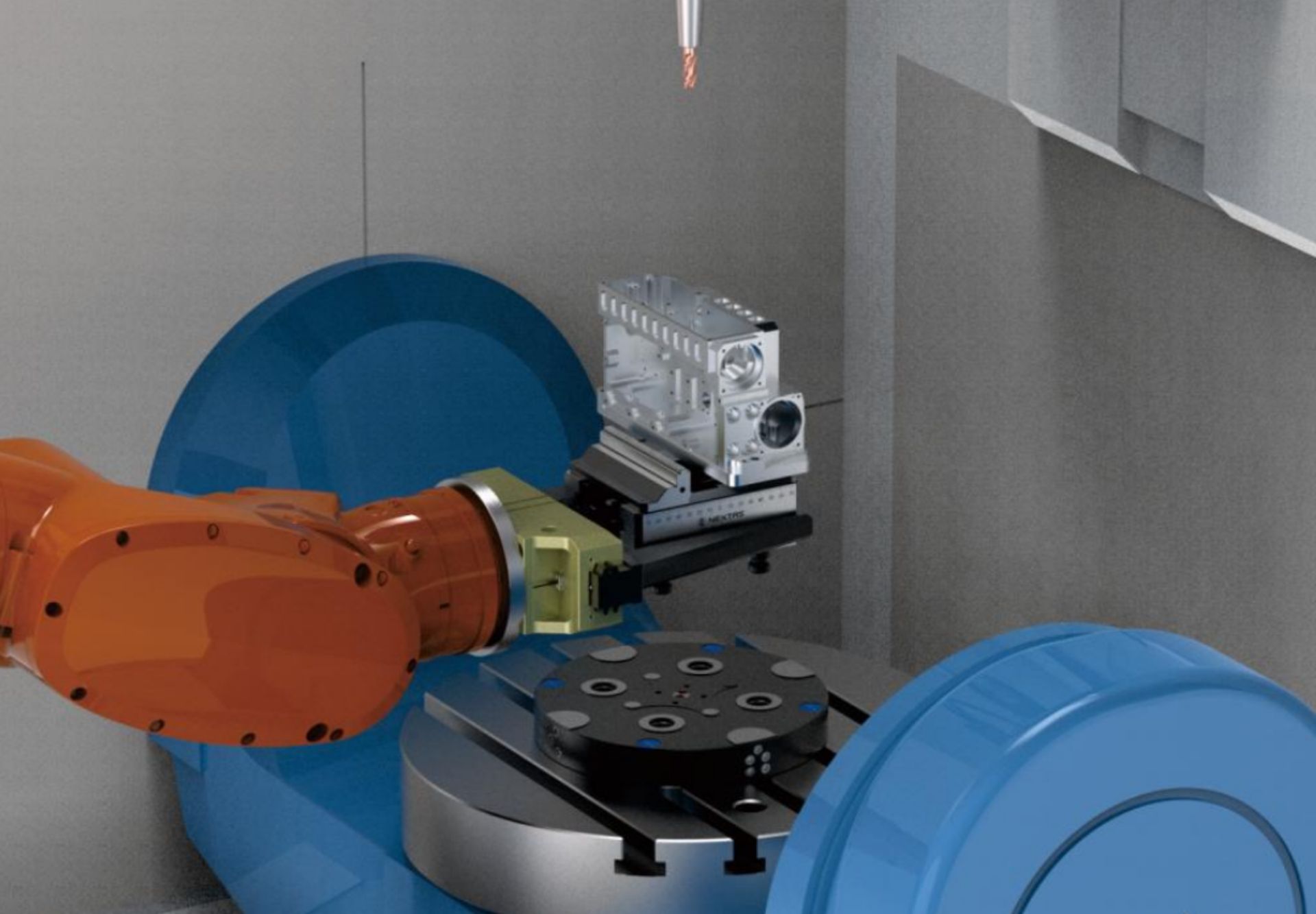
车间场景预览
不同零件类型的夹具可能完全不同,但底层的零点接口应该保持一致。这样既满足当前需求,也为未来的产品线扩展预留了空间。

模块化设计让新产品导入时,只需根据零件特点调整上层夹具,底层零点接口与快换基座保持不变,既快速又成本低。
多条产线并行时,统一的零点接口能让零件在不同工位间转序更顺。当某条产线需要上自动化时,流程衔接也会更容易。
新能源产品线众多且更新快,需要在标准化与灵活性之间找到平衡。
在试点产线上,用统一的零点基座搭建工位,确保操作流程清晰、节拍稳定。同时记录好这条线的工艺参数与夹具特点,为后续复制做准备。
逐步导入其他产品线,复用同一零点基座与流程框架,只根据零件差异设计新的上层夹具。这个过程中会逐步建立产品库与工艺规范。
当多条产线都用同一体系且运行稳定后,评估哪些产线适合上自动化。选择产量大、变化少的产线优先上,其他产线继续手动,既分散风险,也让优化持续进行。
新能源项目的关键是理解你有哪些产品线、它们的稳定性与优先级。
列出当前或计划中的所有产品线,每条线的月产量、是否已量产或还在试产、产品稳定性与预期寿命。这些信息决定了优先选哪条线做标准化试点。
说明使用的机床类型与数量、每条产线的工序流程、当前的夹具方式与换型时间、是否已有或计划接入托盘或自动化。
明确你希望通过标准化接口来解决什么问题(降低换型时间、支持更多产线、为自动化做准备),以及未来 6-12 个月内是否会有新产品线导入。


