Mit der Produktion skalieren
Eine strukturierte Bezugsschnittstelle erleichtert den Ausbau von Pilotlinien in die Serienfertigung.
Branchenseite
Unterstützt die Bearbeitung von EV-, Batterie-, Inverter-, Gehäuse- und Strukturteilen mit wiederholgenauen Spannstrategien, die mit der Automatisierung mitwachsen können.
New-Energy-Projekte vereinen häufig den Takt-Druck der Automobilindustrie mit der Flexibilität, die für schnelle Produktgenerationen nötig ist.
Eine strukturierte Bezugsschnittstelle erleichtert den Ausbau von Pilotlinien in die Serienfertigung.
Standardisierte Vorrichtungslogik unterstützt mehrere Varianten und sich wandelnde Bauteildesigns.
Wenn Spann- und Palettenlogik bereits stabil sind, wird die robotische oder halbautomatische Erweiterung deutlich einfacher.
Nutzen Sie diese Seite, um Bauteiltyp, Prozessrisiko und Spannrichtung vor einer Angebotsanfrage oder technischen Abstimmung einzuordnen.
| Typische Teile | Batterieträger, Gehäuse, Strukturkomponenten, inverterbezogene Teile, Kühlkomponenten und Präzisionsmodule. |
|---|---|
| Typische Risiken | Häufige Produktupdates, inkonsistente Umrüstungen und Skalierungsprobleme zwischen Pilotphase und Serie. |
| Typische Ziele | Stabiles Hochfahren, weniger Rüstverlust und wiederholgenaue Spanntechnik über wachsende Teilefamilien hinweg. |
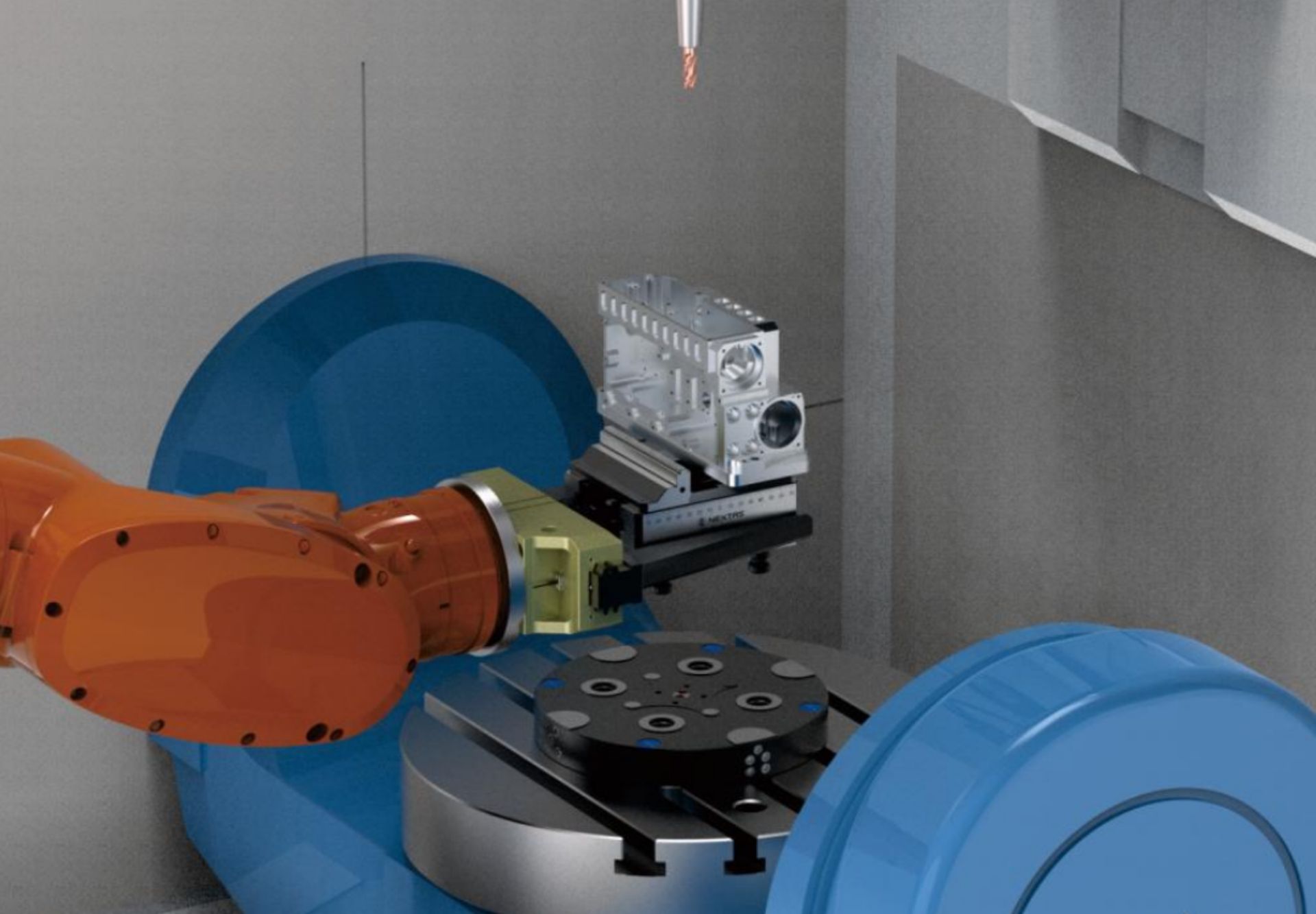
Einblick in die Werkhalle
Dieser Bildblock macht die Seite schneller erfassbar und zeigt Werkstückszene, Vorrichtungsrichtung und Transferablauf in einem Überblick.

Flexible Spannschnittstellen ermöglichen schnelle Übergänge zwischen Pilot-Teilen und Serien-Varianten – wichtig, um den Ramp-up zu beschleunigen, ohne Infrastruktur mehrfach umzubauen.
Ein konsistenter Übergabeprozess zwischen manuellen Stationen und künftigen Automationspunkten hilft, die Produktion zu skalieren, ohne bestehende Prozesslogik neu zu schreiben.
Dies sind meist die ersten Produktfamilien, die bei New-Energy-Projekten verglichen werden sollten.

Sinnvoll für serienorientiertes Spannen mit wiederholgenauer Beladung.
Produkt ansehen →Unterstützt weitergehende Automatisierungsplanung, sobald Schnittstellen standardisiert sind.
Produkt ansehen →
Eine praxisnahe Basis für schnellen Vorrichtungswechsel und strukturierte Produktionslayouts.
Produkt ansehen →
Geeignet für projektspezifische Teile mit individuellem Spannverhalten.
Produkt ansehen →Eine pragmatische Abfolge, um Risiken zu senken, bevor die Lösung auf mehr Teile, mehr Paletten oder mehr Maschinen ausgerollt wird.
Schritt 1
Zuerst eine hochfrequente Teilefamilie oder eine wertige Maschinenzelle standardisieren.
Schritt 2
Überall dort gemeinsame Schnittstellen verwenden, wo künftig weitere Varianten zu erwarten sind.
Schritt 3
Palettenlogik oder Automatisierung erst dann erweitern, wenn der manuelle Prozess stabil und wiederholbar ist.
Oft ja. Sie braucht meist mehr Flexibilität für neue Teilegenerationen und Ramp-up-Änderungen, ohne den Takt zu gefährden.
Bezug und Vorrichtungsschnittstelle haben meist Priorität, weil sie jede spätere Skalierungsentscheidung beeinflussen.
Ja. Ein guter Projektplan sollte erlauben, erst eine Zelle zu validieren und danach mit weniger Störung zu erweitern.
Senden Sie uns Maschinentyp, Werkstoff, kritische Toleranzen und aktuelle Rüstprobleme. Wir helfen Ihnen, die passende Bezugs-, Schraubstock-, Spannfutter- oder Sondervorrichtungslösung einzugrenzen.