适合标准化批量工位
重复动作稳定,更容易建立换型清单、夹爪编号与首件验证流程。
如果你准备把气动定心钳接入机器人、APC、零点底板或批量换型工位,前期资料越完整,越容易快速判断 P75 / P110 / P150 体量、气动 / 液压路线与夹爪策略。
机床型号、工作台空间、是否已有零点底板、托盘系统或自动换盘结构。
工件尺寸、重量、材料、毛坯 / 半精 / 精加工阶段,以及当前夹具的主要瓶颈。
是否接入机器人、是否夜班无人化、换型频率、是否需要夹紧确认与异常恢复逻辑。
这一页的重点在于先判断定心钳能否长期支撑自动化节拍、重复夹持一致性和多工位复制,而不仅是这把钳能夹多大。建议先看体量,再看驱动方式,再看夹爪、底板与自动化交接。
对很多工厂来说,气动定心钳的价值在于把夹紧 / 松开做成标准动作,让机器人、APC、零点底板与批量工件族之间的协同更稳定,而不仅是单次装夹更快。
重复动作稳定,更容易建立换型清单、夹爪编号与首件验证流程。
可按夹紧力、负载、节拍和加工阶段选择,不需要所有项目都上同一种方案。
更容易做成托盘化、可跨机台流转的工位结构,减少重复找正与停机等待。
更适合机器人上下料、夹紧确认、吹屑与异常恢复逻辑一起规划。
先把真正会影响选型与长期稳定性的因素看清楚,项目后续沟通会更快收敛。
工件外形、重量、夹持范围与机台空间决定系列起点,别一开始就只盯夹紧力。
常规联机、通用自动化与中等负载多数可从气动版起步;重切削、更大工件与更高夹持安全余量则更适合液压版。
夹爪长度、软硬爪策略、零点底板高度、吹屑方式和机器人取放路径,都会影响实际稳定性。
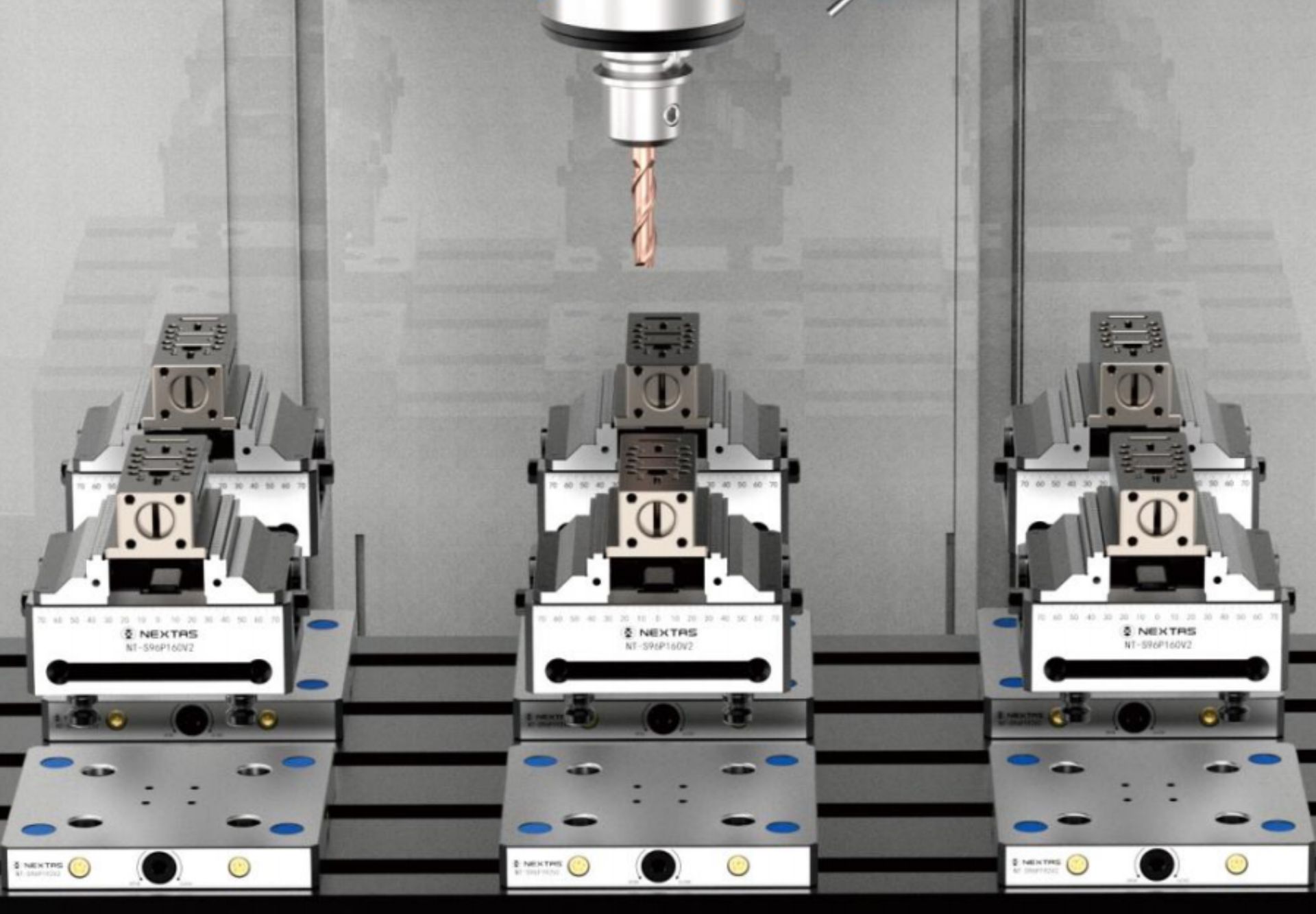
以下图片与结构图,适合用来快速判断钳体体量、安装形态与自动化适配方向。

适合快速确认系列整体结构与高度方向。

适合判断机台端空间、接口与周边干涉。

适合与机器人、托盘和多工位方案一起评估。

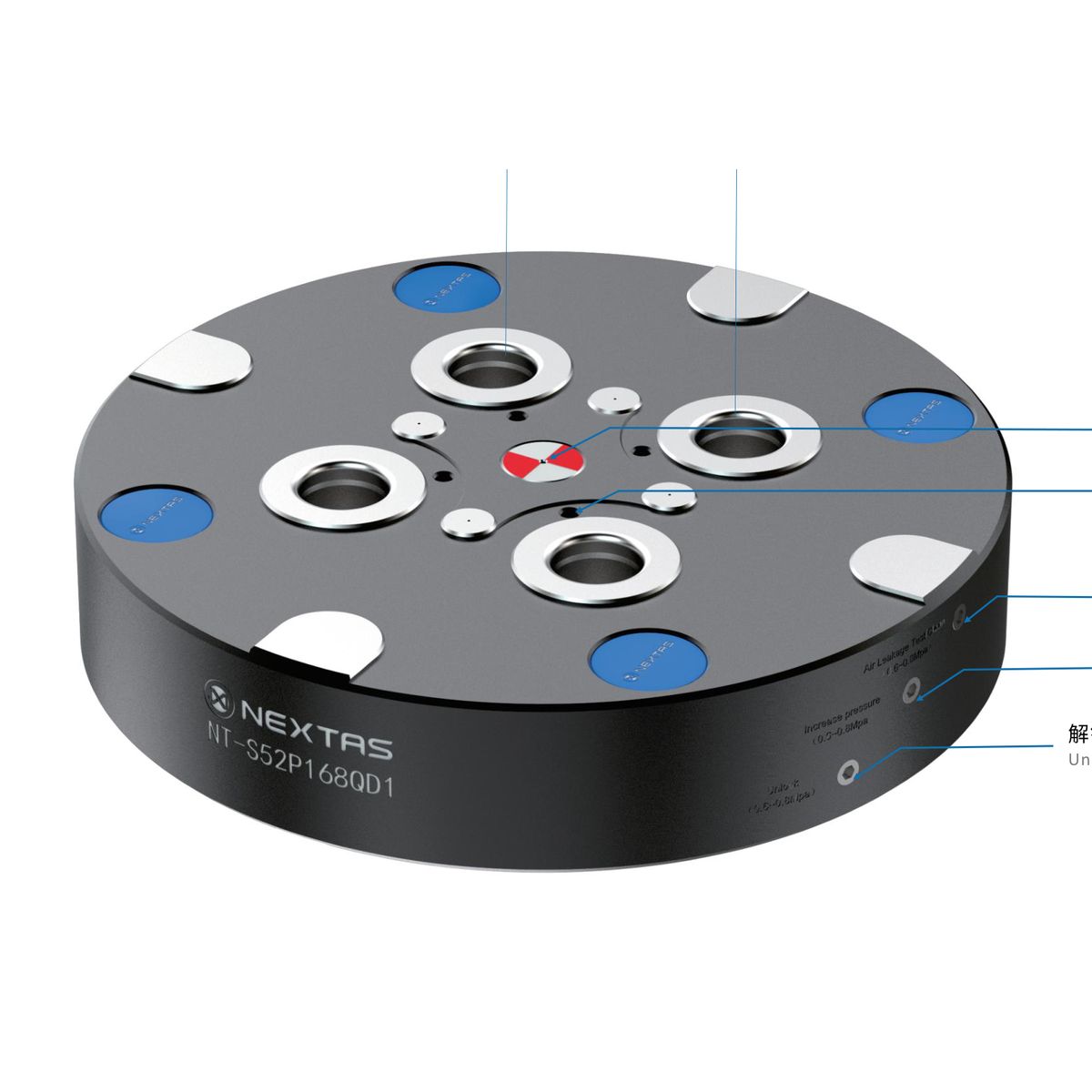
更适合评估液压路线与更高夹持安全余量。
先按工件族与机台空间筛体量,再用切削负载和联机方式决定驱动路线,会比单看夹紧力更有效。
更适合较小工件、机器人取放空间紧、工作台空间有限或轻量化自动化单元。
适合一般 CNC 批量生产,兼顾夹持范围、体量与夹紧力,是很多项目的第一候选规格。
更适合大尺寸工件、重切削、较高夹紧力需求,以及希望给自动化工位保留更大刚性余量的场景。
先问四个问题:工件族最大尺寸与重量是多少?机台允许的安装体量多大?现场更重视节拍还是更高夹持安全余量?未来是否要接入零点底板、APC 或机器人?这四个答案,通常就能把规格方向收敛到一到两个候选方案。
| 型号 | 产品编号 | 驱动方式 | 工作压力 | 重复夹持精度 | 夹紧力 | 单爪行程 | 夹持调节范围 | 重量 |
|---|---|---|---|---|---|---|---|---|
| P75 | NT-S75P75V1 | 气动 | 0.5–0.8 MPa | <0.01 mm | 4,200 N | 2.5 mm | 0–125 mm | 7 kg |
| P75 | NT-S75P75V2 | 液压 | 6 MPa | <0.01 mm | 9,000 N | 2.5 mm | 0–125 mm | 7 kg |
| P110 | NT-S110P110V1 | 气动 | 0.5–0.8 MPa | <0.01 mm | 12,000 N | 2.5 mm | 0–200 mm | 24.9 kg |
| P110 | NT-S110P110V2 | 液压 | 6 MPa | <0.01 mm | 30,000 N | 2.5 mm | 0–200 mm | 24.9 kg |
| P150 | NT-S150P150V1 | 气动 | 0.5–0.8 MPa | <0.01 mm | 20,000 N | 2.5 mm | 0–250 mm | 41.6 kg |
| P150 | NT-S150P150V2 | 液压 | 6 MPa | <0.01 mm | 45,000 N | 2.5 mm | 0–250 mm | 41.6 kg |
P75 更适合作为紧凑型自动化单元或小工件批量工位的起点。
P110 适合多数常规生产线,是平衡体量、夹持范围与夹紧力的中段规格。
P150 更适合更大工件、更强 roughing 负载,以及追求更高稳定性的产线。
真正落地时,不建议把气动定心钳单独看成一把钳子,而是要把它放进“机床 + 底板 + 夹爪 + 自动化 + 检测”这条链路里一起判断。
| 场景 | 为什么适合 | 建议配套 |
|---|---|---|
| 机器人上下料立加(高节拍) | 夹紧 / 松开动作可控,减少空转等待,更容易保持节拍一致。 | 建议配置夹紧确认、硬爪、吹屑气嘴和异常恢复逻辑。 |
| 托盘化卧加 / APC 产线 | 重复定位能力更适合多工序零件族,且可减少重复找正。 | 建议配套零点快换基准板、标准定位键与快换爪组。 |
| 五轴 / 多面加工 | 对称类工件更适合自定心夹持,也更利于保持中心基准稳定。 | 建议使用低叠高夹爪、现场精镗软爪并提前评估刀具干涉。 |
| 多品种短批量 | 快速换型与一致夹持有助于提升首件通过率和工位复制效率。 | 建议准备预加工软爪坯、换型清单、二维码或编号管理爪库。 |
如果项目后续会跨机台、跨工位或要做离线预装,越早统一底板和基准,后续返工越少。
软爪、硬爪、分夹位、中间爪块与可调节范围,都会直接影响后续工件族复用能力。
真正的无人化不只看正常节拍,还要看夹紧失败、工件不到位和排屑异常时能否安全恢复。
气动定心钳能否长期稳定,往往不是因为规格选错,而是安装、气源、排屑和维护基线没有建立好。
| 项目 | 建议做法 | 现场提示 |
|---|---|---|
| 安装与基准 | 建立安装孔位、定位销或基准边,并保留一套 master 工件 / 量具。 | 首轮安装后先做多次夹紧 / 松开验证,再转入正式生产。 |
| 气源 / 液压源 | 保证洁净、干燥、稳定,避免长距离细管造成动作迟缓。 | 定期排水、检查压力波动,并预留快速检修接口。 |
| 夹爪与接触面 | 明确软爪、硬爪、夹持面形状与加工余量管理规则。 | 夹爪过长、支撑不足或接触面不一致,都会放大夹持偏差。 |
| 排屑与冷却液 | 规划吹屑、遮屑或清洁动作,避免切屑堆积在定位面和滑动部位。 | 批量生产中,屑和冷却液残留往往比“规格不够”更容易造成漂移。 |
| 维护基线 | 建立导轨润滑、密封件点检和周期复测机制。 | 不要等到重复定位漂移后才追原因,建议按周或月记录基线数据。 |
目标通常不是一步到位上 FMS,而是先把重复装夹标准化,再加入夹紧确认、吹屑和换型清单,降低人工波动。
这类场景更重视底板统一、夹爪快速切换和首件验证流程,气动定心钳的价值会体现在工位复制速度上。
项目难点往往不在单个型号,而在工件族管理、软爪库、二维码标识和异常恢复逻辑是否清晰。
这类场景更适合优先评估 P150 或液压路线,并同步确认安装刚性、辅助支撑和刀路带来的冲击。
把现场最常问的三个问题集中到一页:怎么选、怎么装、怎么把重复性维持住。
| 1)选型重点 | 建议起点 | 原因 |
|---|---|---|
| 高频换型 / 高混流 | 先统一零点底板与夹爪编号规则 | 没有统一基准,气动定心钳也很难真正发挥快换价值。 |
| 机器人上下料 | 把夹紧确认、吹屑与异常恢复逻辑一起规划 | 可以明显降低误抓、空夹和未夹紧运行的风险。 |
| 五轴或干涉敏感工位 | 优先确认夹爪长度、叠高与刀具可达性 | 很多问题不是钳子不行,而是布局阶段没有提早避让。 |
| 重切削 / 高负载 | 从更高体量与液压路线开始评估 | 可降低后续刚性不足、夹紧余量不够和工艺返工风险。 |
| 2)集成前准备 | 典型做法 | 现场建议 |
|---|---|---|
| 安装与基准 | 螺栓孔位 + 定位销 / 基准边 + master 工件 | 安装完成后先做 20–50 次重复夹紧测试再上线。 |
| 公用工程 | 洁净干燥空气、稳定压力、必要时液压站 | 避免长距离细管和低品质气源拖慢动作或造成不稳定。 |
| 信号联锁 | 夹紧、松开、到位、故障信号与 PLC / 机器人握手 | 建议加入超时判断与人工恢复流程,不要只做正常流程。 |
| 首件验证 | 探针、百分表、量具或标准工件复核 | 把首轮数据记录下来,后续才知道漂移是何时开始的。 |
| 3)维护关注点 | 早期症状 | 预防与处理 |
|---|---|---|
| 定位面与滑动部位积屑 | 重复定位漂移、动作卡滞 | 建立吹气 + 擦拭动作,必要时加防屑罩或辅助气吹。 |
| 密封件 / 刮尘件磨损 | 漏气、动作变慢、夹紧不稳 | 按周期点检并提前备件,不要等生产停线后再处理。 |
| 夹爪磨耗或编号混乱 | 同一工件重复夹持差异变大 | 建立夹爪编号、寿命记录和换型清单,避免现场混用。 |
| 安装面或螺栓状态异常 | 振纹、偏位、异常磨痕 | 定期复核扭矩与安装面状态,轻微碰伤可修整,勿随意重加工基准面。 |
确认机台端安装面平整、定位基准清晰、钳体与底板连接扭矩符合要求。
建议用 master 工件、标准量具或探针,做多次夹紧 / 松开循环验证,再评估是否进入正式生产。
若接入自动化,需验证夹紧到位、松开到位、异常超时、人工恢复与安全互锁逻辑。
准备机台型号、工件图、目标节拍、零点底板接口、夹爪需求和是否接入机器人 / APC,可大幅提高前期沟通效率。
气动定心钳更适合批量化、联机化和节拍明确的工位。为了避免后期只换虎钳不换逻辑,建议先把下面这些资料一起整理。
机床型号、安装位、底板接口、现有气路 / 液压条件、夹紧确认信号与是否接入机器人或 APC。
工件尺寸、重量、材料、夹持面、批量、目标节拍,以及当前更想优化的是上料等待、换装效率还是夹持一致性。
是否还会继续纳入零点底板、托盘流转、多工位并行或无人化联机,这会影响 P75 / P110 / P150 与气动 / 液压路线的选择。