Large-part handling
Control fixture footprint and access on housings, plates, and structural parts.
Machine large housings and structural parts with consistent setups. Scale from single-machine production to multi-stage automation lines.
Project priorities at a glance
Large-part handling
Control fixture footprint and access on housings, plates, and structural parts.
Throughput growth
Reduce setup loss as part families and machine count expand.
Automation readiness
Prepare datum logic for pallet flow, robot loading, and unattended shifts.
New energy production is growing fast. Fixture strategy must support both today's volume and tomorrow's automation plans.
Support heavy structural parts while keeping fixture footprint under control. Plan access for multi-axis work.
EV models evolve fast. Modular fixture bases and datum plates let you reuse tooling across similar part families and versions.
Build pallet and clamp logic now that will work with robotic load/unload and multi-station flow later.
Describe your part size, cycle demand, and automation roadmap. These shape the fixture base and pallet strategy.
| Typical parts | Battery tray parts, housings, structural components, inverter-related parts, cooling system parts, and precision modules. |
|---|---|
| Typical risks | Frequent product updates, inconsistent changeovers, and scaling problems between pilot and production. |
| Typical goals | Stable ramp-up, lower setup waste, and repeatable workholding across evolving product families. |
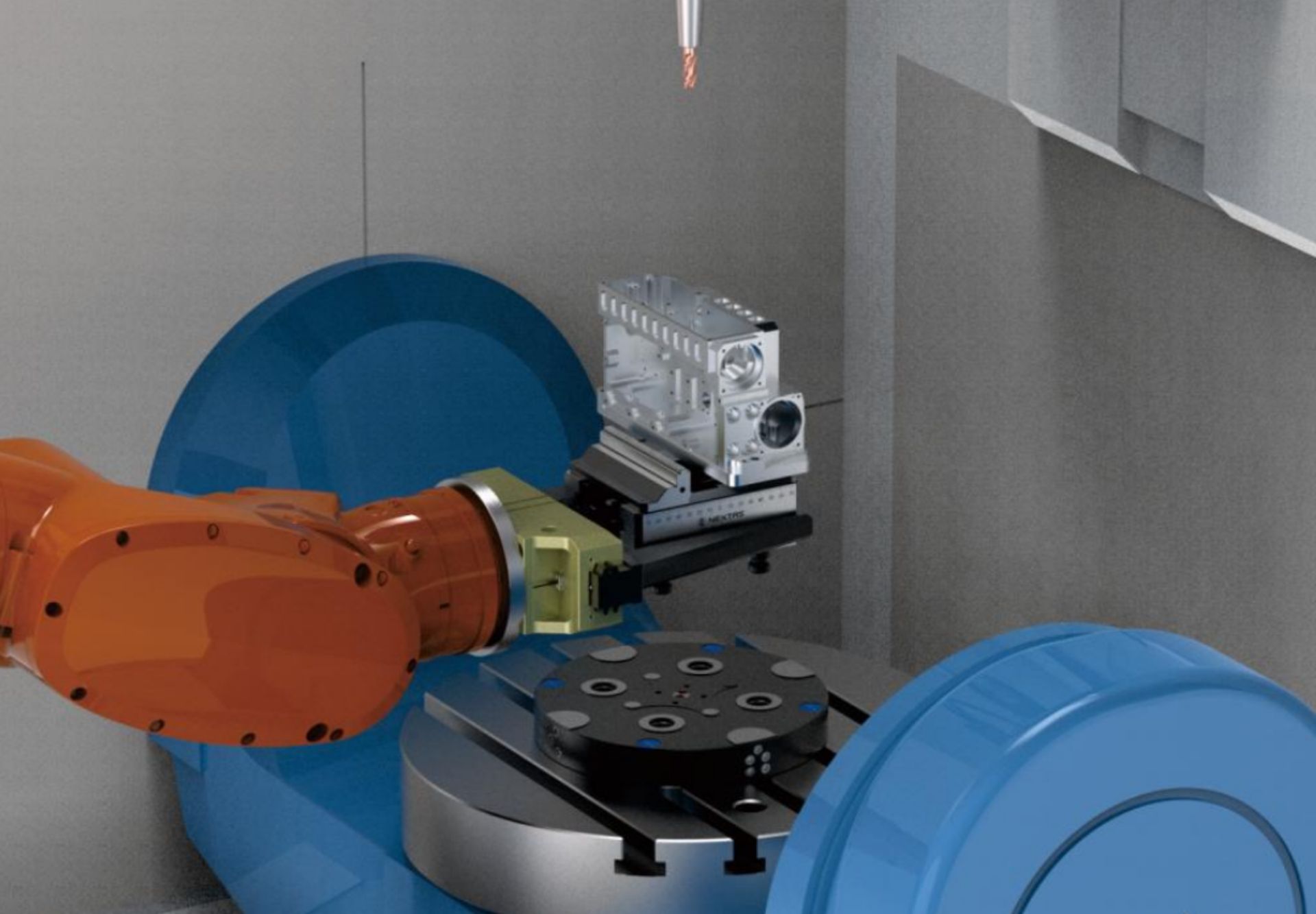
Shopfloor preview
See the large housing on the fixture, clamp positions, and the handoff from manual setup toward palletized or robotic flow.

Modular base plates and quick-change clamping. Supports repeatable setup across multiple housings and design variants.
Parts move from machining to measurement or next station. Pallet interface lets you add robot load/unload later without rework.
Pick a foundation that scales with your production roadmap: from manual to fully automated.

Fast, repeatable clamping for large housings. Good entry point for ramping production.
View product →Pallet changers and interfaces built for robotic load and multi-station workflows.
View product →
Modular base for multi-variant layouts and fast fixture exchange without re-indicating.
View product →
High-precision clamping for tight form control on large structural or housing parts.
View product →A practical sequence for reducing risk before the solution is expanded to more parts, more pallets, or more machines.
Step 1
Start by standardizing one high-frequency part family or one valuable machine cell.
Step 2
Use common fixture interfaces wherever future product variants are likely to appear.
Step 3
Expand into pallet logic or automation only after the manual process is stable and repeatable.
Often yes. It usually needs more flexibility for new part generations and ramp-up changes while still protecting takt.
The base datum and fixture interface usually deserve priority because they affect every later scale-up decision.
Yes. A good project plan should make it possible to validate one cell first and then expand with less disruption.
Tell us your current production volume, part size, and automation plans for the next phase. We'll recommend a scalable fixture strategy.