Évoluer avec la production
Une interface de référence structurée facilite le passage d’une ligne pilote à une production plus large.
Page secteur
Pour l’usinage de pièces EV, batteries, onduleurs, carters et composants structurels avec des stratégies de bridage répétables qui peuvent évoluer avec l’automatisation.
Les projets nouvelles énergies combinent souvent les contraintes de cadence de l’automobile avec la flexibilité nécessaire à des générations de produits qui évoluent vite.
Une interface de référence structurée facilite le passage d’une ligne pilote à une production plus large.
Une logique de montage standardisée aide à gérer plusieurs variantes et des conceptions de pièces en évolution.
Lorsque la logique de serrage et de palette est déjà stable, l’extension robotisée ou semi-automatique devient beaucoup plus simple.
Utilisez cette page pour aligner le type de pièce, le risque process et l’orientation de bridage avant de demander un devis ou un avis technique.
| Pièces typiques | Pièces de bacs batterie, carters, composants structurels, pièces liées à l’onduleur, éléments de refroidissement et modules de précision. |
|---|---|
| Risques typiques | Évolutions produit fréquentes, changements incohérents et difficultés de montée en cadence entre pilote et production. |
| Objectifs typiques | Ramp-up stable, moins de pertes de setup et bridage répétable sur des familles de produits en évolution. |
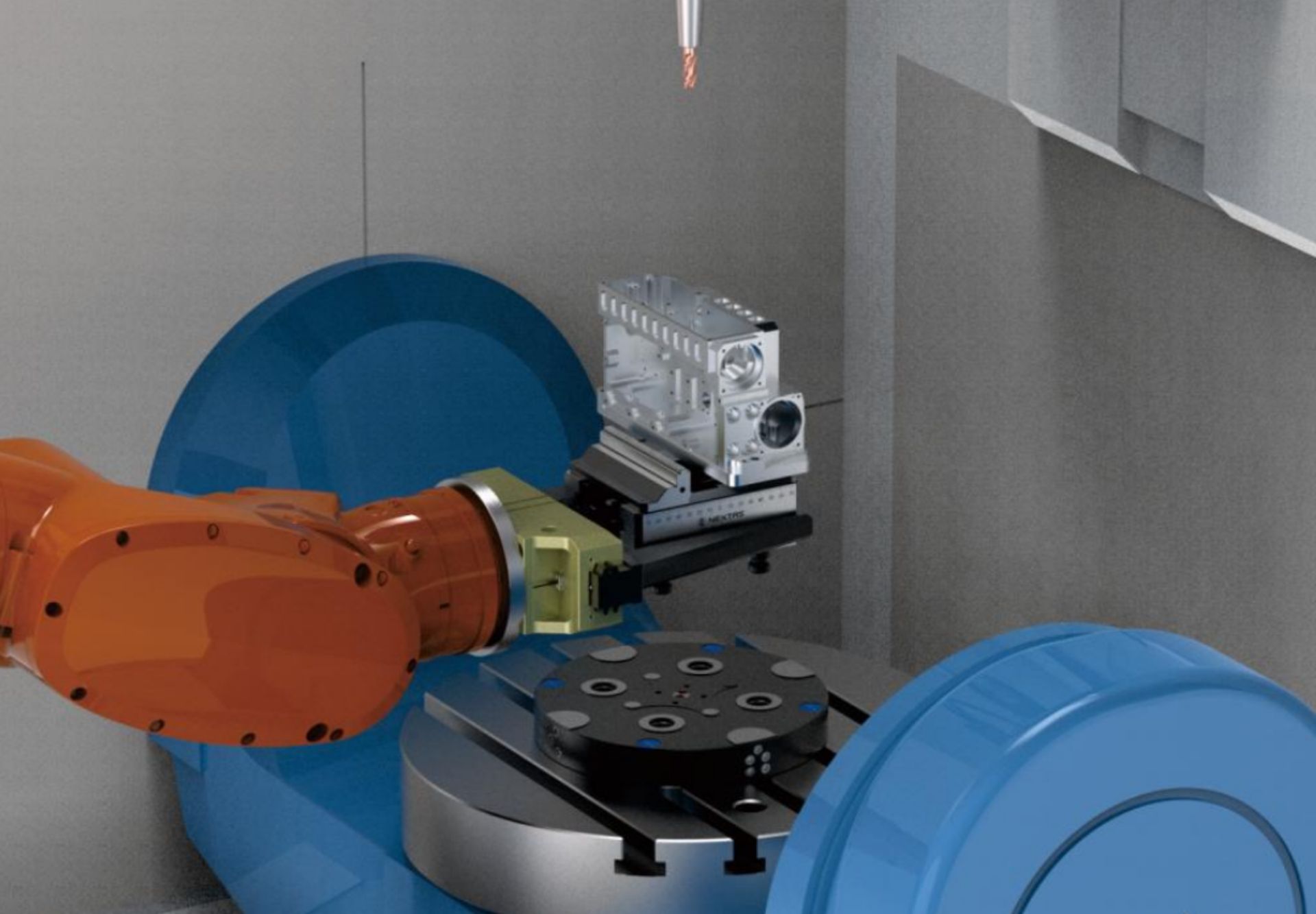
Aperçu atelier
Ce bloc visuel rend la page plus rapide à lire en montrant en un coup d’œil la scène pièce, l’orientation du bridage et le flux de transfert.

Le positionnement modulaire, les bases à changement rapide et les interfaces répétables stabilisent le montage dès les premières séries.
Fixer tôt la stratégie de palette et les étapes d’évolution (pilote vers production) garantit que l’automatisation s’ajoute sans remanier le bridage.
Ce sont généralement les premières familles de produits à comparer pour les projets nouvelles énergies.

Utile pour un bridage orienté lot avec chargement répétable.
Voir le produit →Accompagne une automatisation plus large une fois les interfaces standardisées.
Voir le produit →
Une base pratique pour un échange rapide des montages et des layouts de production structurés.
Voir le produit →
Adapté aux pièces spécifiques au projet qui exigent un comportement de serrage personnalisé.
Voir le produit →Une séquence simple pour réduire le risque avant d’étendre la solution à plus de pièces, plus de palettes ou plus de machines.
Étape 1
Commencer par standardiser une famille de pièces à forte fréquence ou une cellule machine à forte valeur.
Étape 2
Utiliser des interfaces communes partout où de futures variantes de produit sont probables.
Étape 3
Étendre vers la logique palette ou l’automatisation uniquement lorsque le process manuel est stable et répétable.
Souvent oui. Il demande généralement plus de flexibilité pour les nouvelles générations de pièces et les changements de ramp-up tout en protégeant le takt.
La référence de base et l’interface de montage méritent souvent la priorité car elles influencent toutes les décisions de montée en échelle.
Oui. Un bon plan doit permettre de valider une première cellule puis d’étendre avec moins de perturbations.
Envoyez-nous votre machine, la matière, les tolérances critiques et vos difficultés actuelles de changement de série. Nous vous aiderons à cibler la bonne logique de référence, d’étau, de mandrin ou de bridage spécifique.