班组间的节拍一致性
白班、夜班、不同操作员的装夹时间与步骤如果因人而异,会导致整条线的产出波动。标准化接口与明确的装夹指导能有效降低这种波动。
不同班次、不同操作员的生产稳定性往往是汽车制造的核心挑战。
白班、夜班、不同操作员的装夹时间与步骤如果因人而异,会导致整条线的产出波动。标准化接口与明确的装夹指导能有效降低这种波动。
如果多个零件族的夹具接口完全不同,每次换型都需要新的学习与调试时间。统一的零点基座能大幅缩短这个过程。
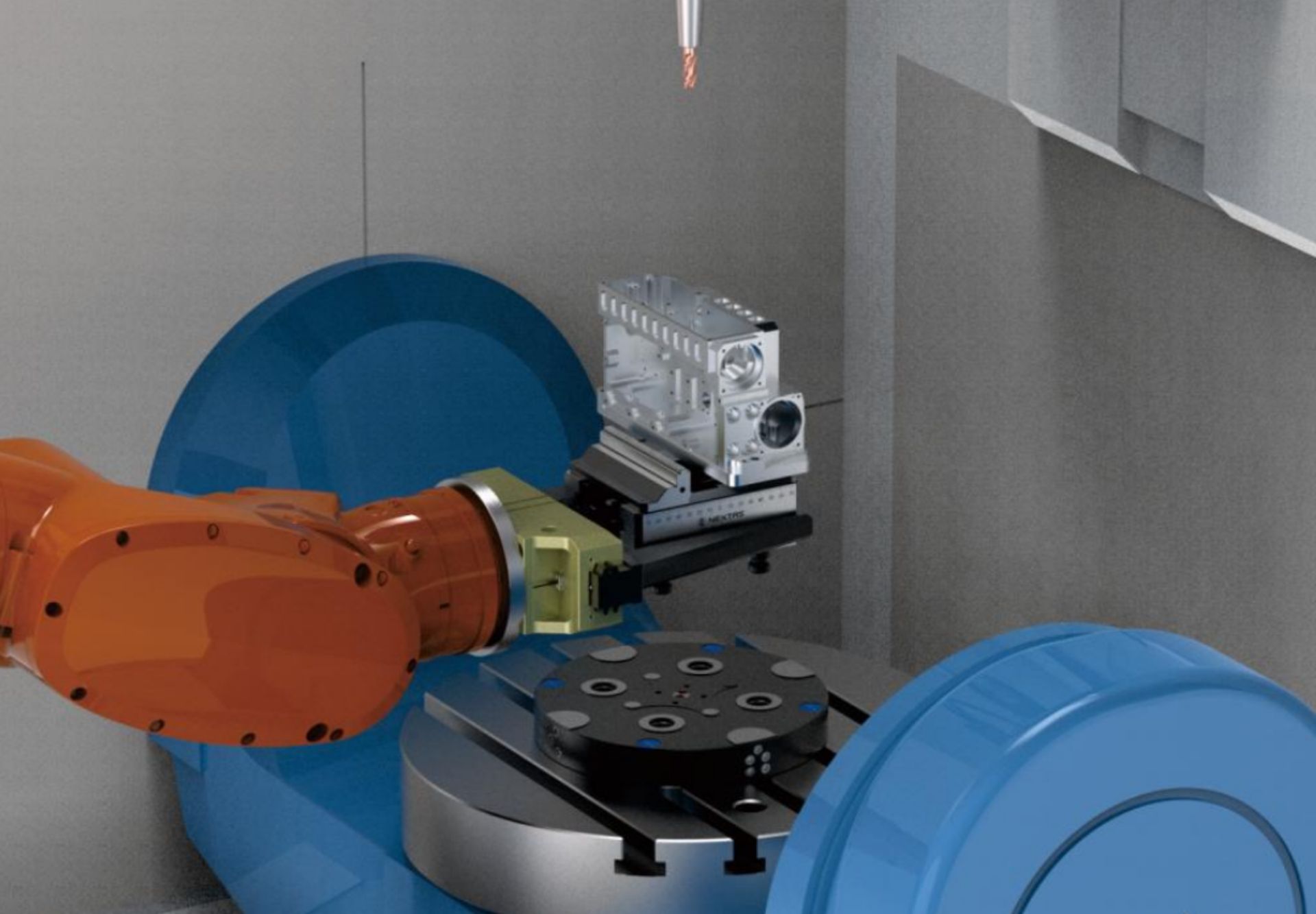
虽然现在可能还是手动生产,但夹具设计时就应该考虑能否方便地接入托盘、自动上下料或机器人。提前规划比临时改造要经济得多。
汽车零件跨度大,但痛点往往相似。
| 零件特征 | 壳体、铸件、支架等批量件,单工位可能要处理多个规格,夜班与多班制生产常见。 |
|---|---|
| 常见损失点 | 换型调试时间被严重低估;操作员间的装夹差异导致产出波动;自动化前期投入大但定位接口混乱导致频繁返工。 |
| 现实目标 | 让单工位在 1-2 周内达到稳定节拍;换型从当前的数小时缩短到 30 分钟以内;为后续可能的自动化做好接口准备。 |

车间场景预览
从日常班组操作的角度看,什么样的夹具接口最容易被正确使用,什么样的工位可以快速适应新规格的零件。

一个好的夹具设计,操作员装夹时没有反复调试的余地,步骤清晰,每次都一样。这样既保证了节拍,也降低了人工差异。
多零件、多工位的生产中,统一的零点接口能让零件在不同机床间转序时减少重新找正的时间,也便于搭建后期的自动搬运。
汽车生产的特点是高批量与多班制,工装的稳定性直接影响产能波动。
选择月产量最大或最常换型的工位作为试点。设计夹具与写出详细的装夹指导,让白班、夜班都能按同样步骤做,目标是让节拍波动不超过 5%。
如果同样零件需要在多台机床加工,统一这些工位的零点接口与装夹流程。这个阶段要重点关注零件在不同机床间转序时的定位一致性。
当多工位的手动流程已经稳定且操作者完全掌握后,再考虑导入托盘、自动上下料或机器人。此时投入的自动化方案会更精准,返工的风险也最低。
详细的现状数据能帮我们快速判断你的瓶颈在哪,以及应该先解决什么问题。
提供当前月产量、单工位的实际装夹与加工时间、不同班次或操作员之间的时间差异、目标节拍,以及现在最明显的瓶颈(是换型慢还是人工差异大)。
说明零件类型、常见规格数量、工艺路径(是在一台机床完成还是需要多台机床转序)、当前使用的夹具或托盘方式。
明确你是更在意降低现有人工依赖、支持多规格快速切换、还是为后续自动化做准备。这些决定了方案的优先级。


