Cycle-time pressure
Support faster loading, repeat setups, and scalable fixture reuse.
Run repeatable cycles across mixed parts. Scale from single-machine cell to multi-station line without redesigning every fixture.
Project priorities at a glance
Cycle-time pressure
Support faster loading, repeat setups, and scalable fixture reuse.
Mixed part families
Balance dedicated fixtures with modular datum strategy for changeovers.
Line repeatability
Keep clamp logic consistent across shifts, pallets, and machines.
Automotive lines must handle fast changeovers, mixed-part batches, and pressure to cut setup time on every shift.
Simple clamp sequence, clear locating points, and consistent loading logic. Operators repeat the same steps without guessing.
Modular datum plates and quick-change bases let you scale from one manual machine to multi-station automation.
Standard locating pockets and repeat fixture families cut the time between part variants.
Understand your batch mix, cycle demand, and production line layout. These shape the datum plan and automation path.
| Typical parts | Brackets, housings, drivetrain parts, EV-related parts, castings, and high-volume machined components. |
|---|---|
| Typical risks | Operator-dependent loading, unstable changeovers, and poor handoff into automation. |
| Typical goals | Stable takt, lower setup labor, scalable fixtures, and fewer disruptions across production shifts. |

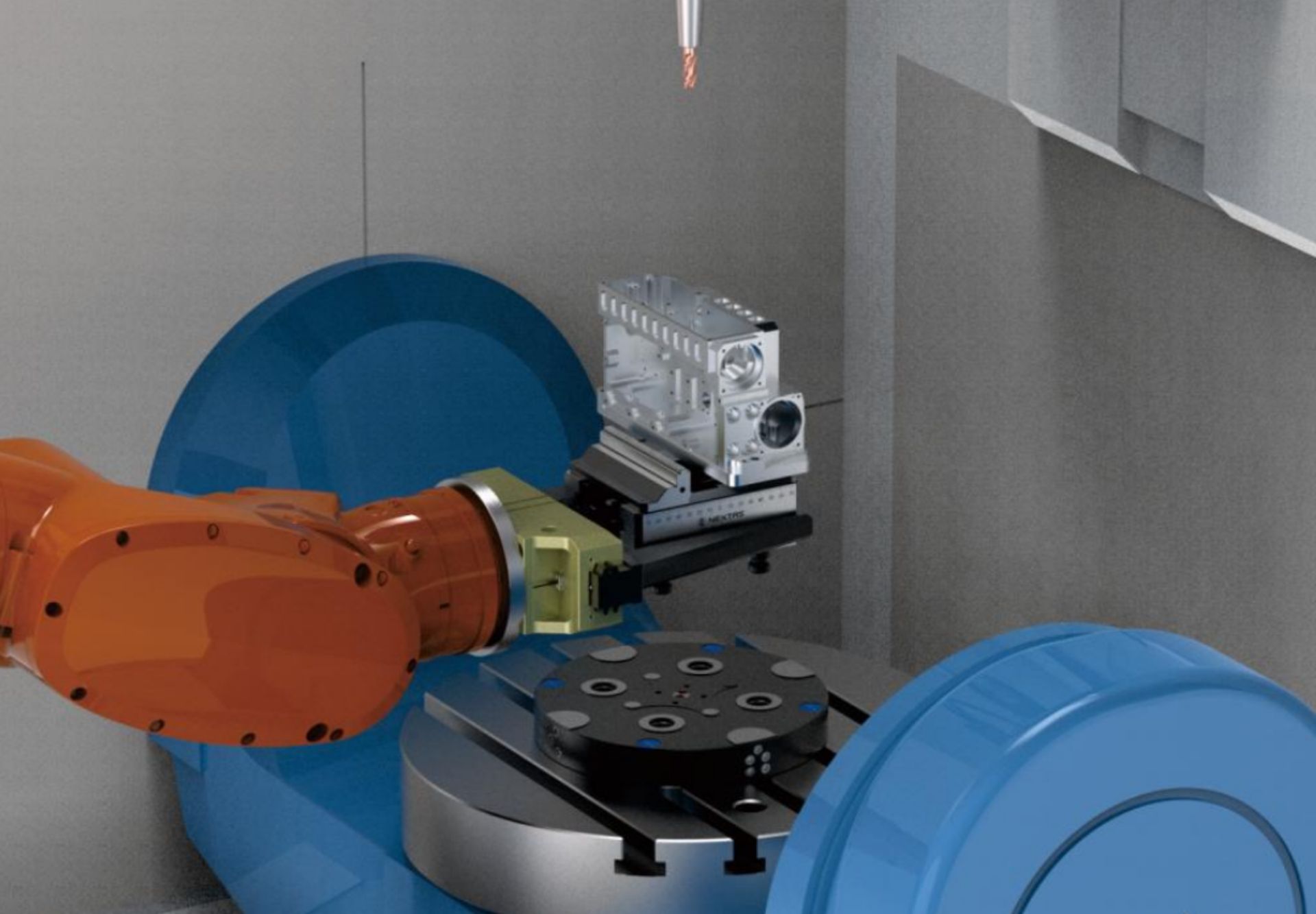
Shopfloor preview
See the part seated on the fixture, clamp positions, and the flow from operator station to machine to next stage.

Simple clamp sequence operators can repeat with no variation. Locating pockets stay fixed. Clamping force stays balanced.
How does the part enter the cell, where does it sit, and where does it go next. Lock this in before you source equipment.
Pick the clamping method and interface that matches your cycle demand, part geometry, and line layout.

Quick, repeatable clamping for prismatic and batch parts on manual machines.
View product →
Fast pallet swap for multi-part batches or quick changeover to different part families.
View product →
High-precision clamping for complex parts or tight form control across large batch runs.
View product →Pallets and transfer logic for robotic load/unload or multi-station cell progression.
View product →Prove the fixture and cell logic with real cycle demand, then scale it across shifts and machines.
Step 1
Start from the part family and takt target, not just the first fixture concept.
Step 2
Decide which interfaces should stay common if the line expands to more machines or pallets.
Step 3
Validate clamp sequence and loading repeatability before scaling to full volume.
Not always. Many lines benefit more from standardizing the datum and loading logic first.
Unstable changeovers and operator-dependent loading can quietly reduce throughput.
Yes. The best combination depends on whether takt or changeover flexibility is the primary goal.
Tell us your batch mix, cycle target, and line layout. We'll recommend a clamping method and interface strategy that scales with your growth.