Utrzymać stabilny czas cyklu
Znormalizowana siła zacisku i procedury załadunku zmniejszają rozrzut między zmianami i lotami produkcyjnymi.
Strona branżowa
Poprawia stabilność cyklu, powtarzalny załadunek i skalowalne przepływy produkcyjne dla komponentów motoryzacyjnych, odlewów i gniazd obróbczych.
Programy motoryzacyjne zwykle koncentrują się na stabilności taktu, powtarzalnym załadunku i logice oprzyrządowania, którą można skalować z jednej maszyny na wiele stanowisk.
Znormalizowana siła zacisku i procedury załadunku zmniejszają rozrzut między zmianami i lotami produkcyjnymi.
Interfejsy znormalizowane dla ręcznych załadunków przystosowują się do palet i robotów bez przezbrojenia.
Wspólne bazy przyrządów minimalizują przestoje i powtarzane ustawienia przy zmianach modelu.
Ta strona pomoże Ci wybrać kierunek mocowania zanim skontaktujesz się z nami.
| Typowe detale | Wsporniki, obudowy, części układu napędowego, elementy EV, odlewy i wielkoseryjne komponenty obrabiane. |
|---|---|
| Typowe ryzyka | Załadunek zależny od operatora, niestabilne przezbrojenia i słabe przejście do automatyzacji. |
| Typowe cele | Stabilny takt, mniej pracy setupowej, skalowalne oprzyrządowanie i mniej zakłóceń między zmianami produkcyjnymi. |

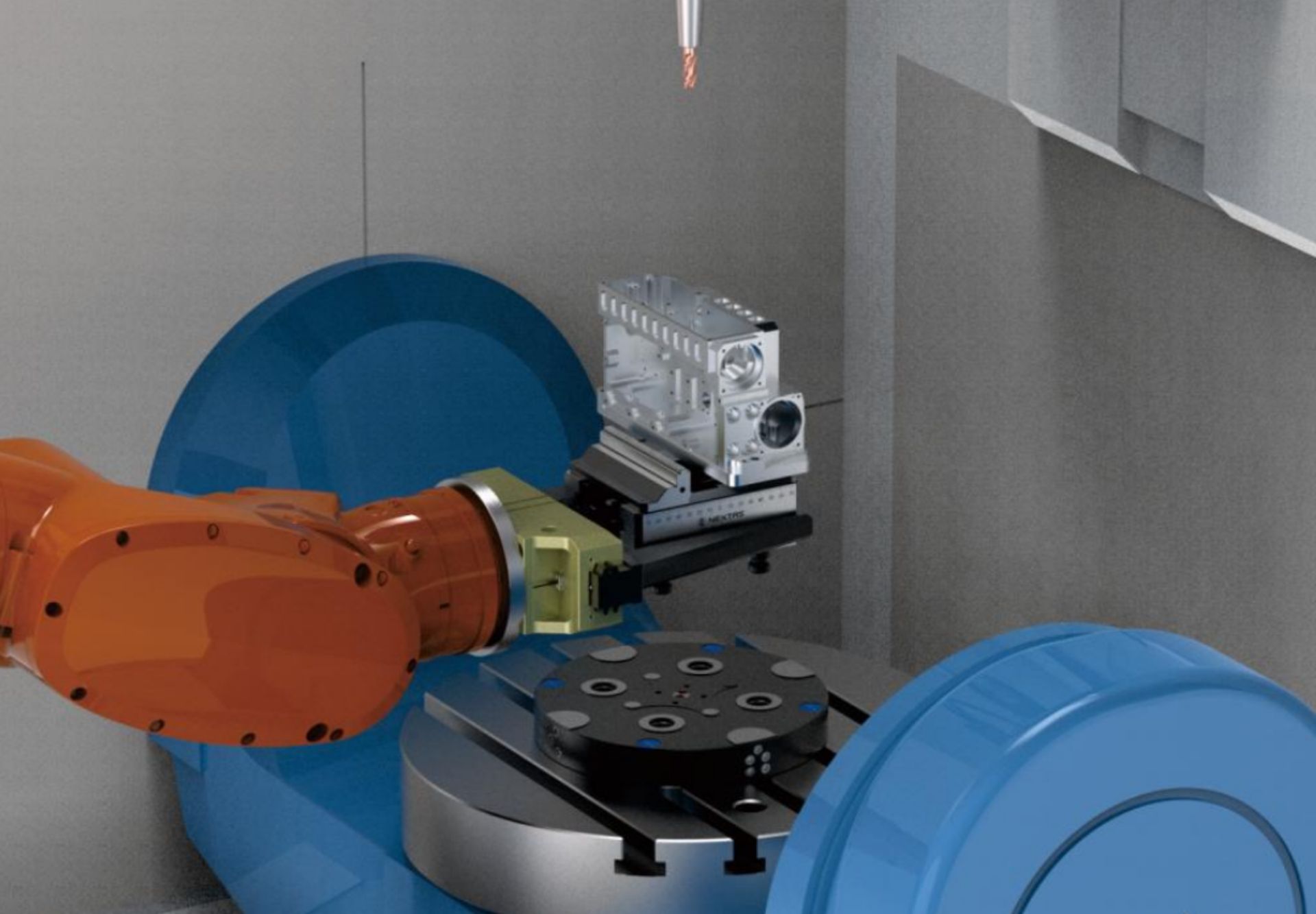
Podgląd hali produkcyjnej
Widok produkcji pokazuje scene detalu, kierunek oprzyrządowania i przepływ przekazania na jednym ekranie.

Modułowe bazowanie i powtarzalne interfejsy dają stabilny setup od pierwszej partii.
Warto wcześnie zaplanować przejście od obróbki do kontroli, wymiany palety lub pracy bezobsługowej, aby zachować spójną logikę.
To zwykle pierwsze rodziny produktów, które warto porównać w projektach motoryzacyjnych.

Mocna opcja dla partii wymagających spójnej siły zacisku.
Zobacz produkt →
Przydatne, gdy wymagany jest szybszy transfer palet lub przyrządów.
Zobacz produkt →
Odpowiednie dla projektowej logiki mocowania i wyższej powtarzalności procesu.
Zobacz produkt →Wspiera szersze planowanie automatyzacji po standaryzacji interfejsów.
Zobacz produkt →Praktyczne kroki weryfikacji przed skalowaniem na kolejne detale, palety i maszyny.
Krok 1
Zunifikować rodzinę detali i przyjąć docelowy takt zanim wybierzesz typ uchwytu.
Krok 2
Ustalić, które interfejsy mają pozostać wspólne, jeśli linia rozrośnie się do większej liczby maszyn lub palet.
Krok 3
Zatwierdzić sekwencję zacisku i powtarzalność na pełnym wolumenie przed rozszerzeniem na kolejne stanowiska.
Nie zawsze. Wiele linii więcej zyskuje na wcześniejszej standaryzacji logiki bazowania i załadunku.
Niestabilne przezbrojenia i załadunek zależny od operatora potrafią po cichu obniżać przepustowość.
Tak. Najlepsza kombinacja zależy od tego, czy ważniejszy jest takt, czy elastyczność przezbrojeń.
Prześlij model maszyny, materiał detalu, krytyczne tolerancje i obecne problemy przezbrojeń. Pomożemy zawęzić właściwy kierunek bazowania, imadła, uchwytu lub dedykowanego oprzyrządowania.