Zykluszeit stabil halten
Wiederholgenaue Spannabläufe und klare Bedienerschritte reduzieren Schwankungen zwischen Schichten und Losen.
Branchenseite
Verbessert Taktstabilität, wiederholgenaue Beladung und skalierbare Produktionsabläufe für Automotive-Komponenten, Gussstücke und Bearbeitungszellen.
Automotive-Programme fokussieren sich meist auf Taktstabilität, wiederholgenaue Beladung und Vorrichtungslogik, die von einer Maschine auf mehrere Stationen skalieren kann.
Wiederholgenaue Spannabläufe und klare Bedienerschritte reduzieren Schwankungen zwischen Schichten und Losen.
Standardisierte Schnittstellen erleichtern den Übergang von manueller Beladung zu Paletten oder Robotik.
Vorrichtungsfamilien und Bezugplatten reduzieren Stillstand zwischen Varianten oder Teileänderungen.
Nutzen Sie diese Seite, um Bauteiltyp, Prozessrisiko und Spannrichtung vor einer Angebotsanfrage oder technischen Abstimmung einzuordnen.
| Typische Teile | Halter, Gehäuse, Antriebsteile, EV-bezogene Teile, Gussstücke und hochvolumige Bearbeitungsteile. |
|---|---|
| Typische Risiken | Bedienerabhängige Beladung, instabile Wechsel und schwache Übergabe in die Automatisierung. |
| Typische Ziele | Stabiler Takt, weniger Rüstaufwand, skalierbare Vorrichtungen und weniger Störungen über alle Schichten hinweg. |

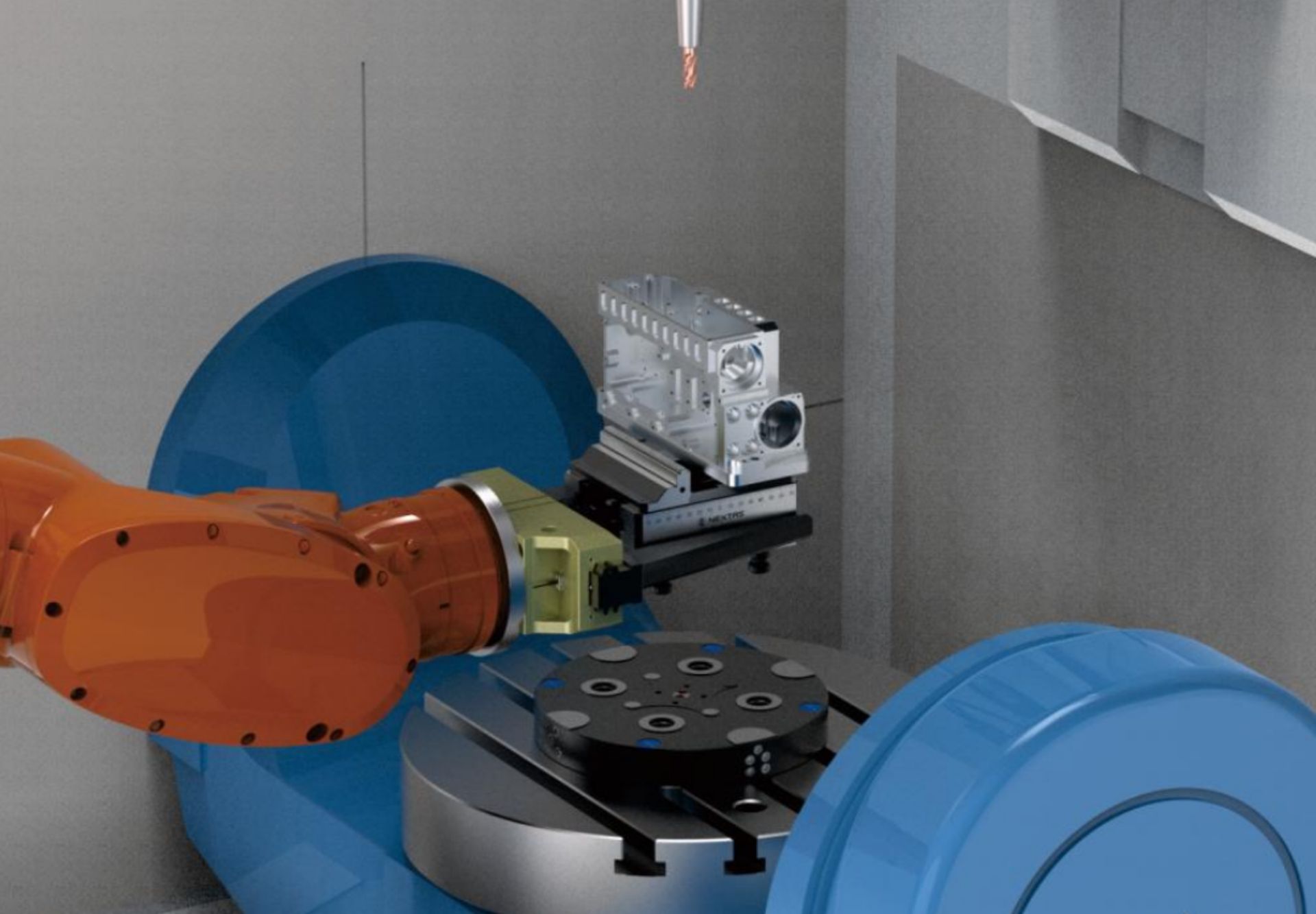
Einblick in die Werkhalle
Dieser Bildblock macht die Seite schneller erfassbar und zeigt Werkstückszene, Vorrichtungsrichtung und Transferablauf in einem Überblick.

Konsistente Schnittstellen und zuverlässige Wiederaufspannung sind das Fundament für stabilen Takt, gerade wenn Schichtwechsel, Varianten oder mehrere Paletten im Spiel sind.
Ein gut definierter Beladungsablauf bei Schichtwechsel oder Vorrichtungswechsel reduziert Taktunterbrechungen und verhindert bedienerabhängige Schwankungen in der Produktivität.
Dies sind meist die ersten Produktfamilien, die bei Automotive-Projekten verglichen werden sollten.

Eine starke Option für Serienteile mit Bedarf an konstanter Spannkraft.
Produkt ansehen →
Sinnvoll, wenn Paletten- oder Vorrichtungswechsel schneller erfolgen müssen.
Produkt ansehen →
Geeignet für projektbezogene Spannlogik und höhere Prozesswiederholbarkeit.
Produkt ansehen →Unterstützt weitergehende Automatisierungsplanung, sobald Schnittstellen standardisiert sind.
Produkt ansehen →Eine pragmatische Abfolge, um Risiken zu senken, bevor die Lösung auf mehr Teile, mehr Paletten oder mehr Maschinen ausgerollt wird.
Schritt 1
Von Teilefamilie und Zieltakt ausgehen – mit realistischen Anforderungen an die Vorrichtung.
Schritt 2
Festlegen, welche Schnittstellen bei einer Erweiterung auf mehr Maschinen oder Paletten identisch bleiben sollen.
Schritt 3
Spannfolge und Beladungswiederholbarkeit validieren, bevor auf Vollvolumen hochskaliert wird.
Nicht immer. Häufig bringt es mehr, zuerst Bezugs- und Beladelogik zu standardisieren.
Instabile Umrüstungen und bedienerabhängige Beladung reduzieren oft unbemerkt den Durchsatz.
Ja. Die beste Kombination hängt davon ab, ob Takt oder Rüstflexibilität das Hauptziel ist.
Senden Sie uns Maschinentyp, Werkstoff, kritische Toleranzen und aktuelle Rüstprobleme. Wir helfen Ihnen, die passende Bezugs-, Schraubstock-, Spannfutter- oder Sondervorrichtungslösung einzugrenzen.