Держать стабильный цикл
Когда каждый оператор делает все одинаково, разброс между деталями исчезает. Тиски сами центрируют деталь — уменьшается влияние человека.
Отраслевая страница
Повышает стабильность цикла, повторяемость загрузки и масштабируемость производственных потоков для автокомпонентов, отливок и обрабатывающих ячеек.
Автопроизводство спешит — такт фиксирован. Оснастка должна быть достаточно гибкой для нескольких станков, но всегда работать одинаково быстро и без ошибок.
Когда каждый оператор делает все одинаково, разброс между деталями исчезает. Тиски сами центрируют деталь — уменьшается влияние человека.
От ручной сборки к автоматической — один шаг. Оснастка работает одинаково с человеком и с роботом благодаря стандартному выходу.
Три версии одной оснастки покрывают вариации в размере. Меняется только одна деталь, остальное остается — переналадка в минуты, не в часы.
Разберитесь в своих требованиях к базированию, прежде чем обсуждать решение с инженерами. Таблица ниже поможет зафиксировать ключевые моменты.
| Типичные детали | Кронштейны, корпуса, детали трансмиссии, EV-компоненты, отливки и высокообъемные механически обработанные детали. |
|---|---|
| Типичные риски | Загрузка, зависящая от оператора, нестабильные переналадки и слабый переход в автоматизацию. |
| Типичные цели | Стабильный такт, меньше трудозатрат на наладку, масштабируемая оснастка и меньше сбоев между сменами. |

Быстрый взгляд на участок
Наглядный пример показывает, как типовая автомобильная деталь сидит в оснастке, где её зажимают и как она переходит между станками на конвейере.

Стандартные посадочные места и выходы означают, что оснастка каждый раз собирается ровно. Деталь оказывается в нужном месте с первого захвата.
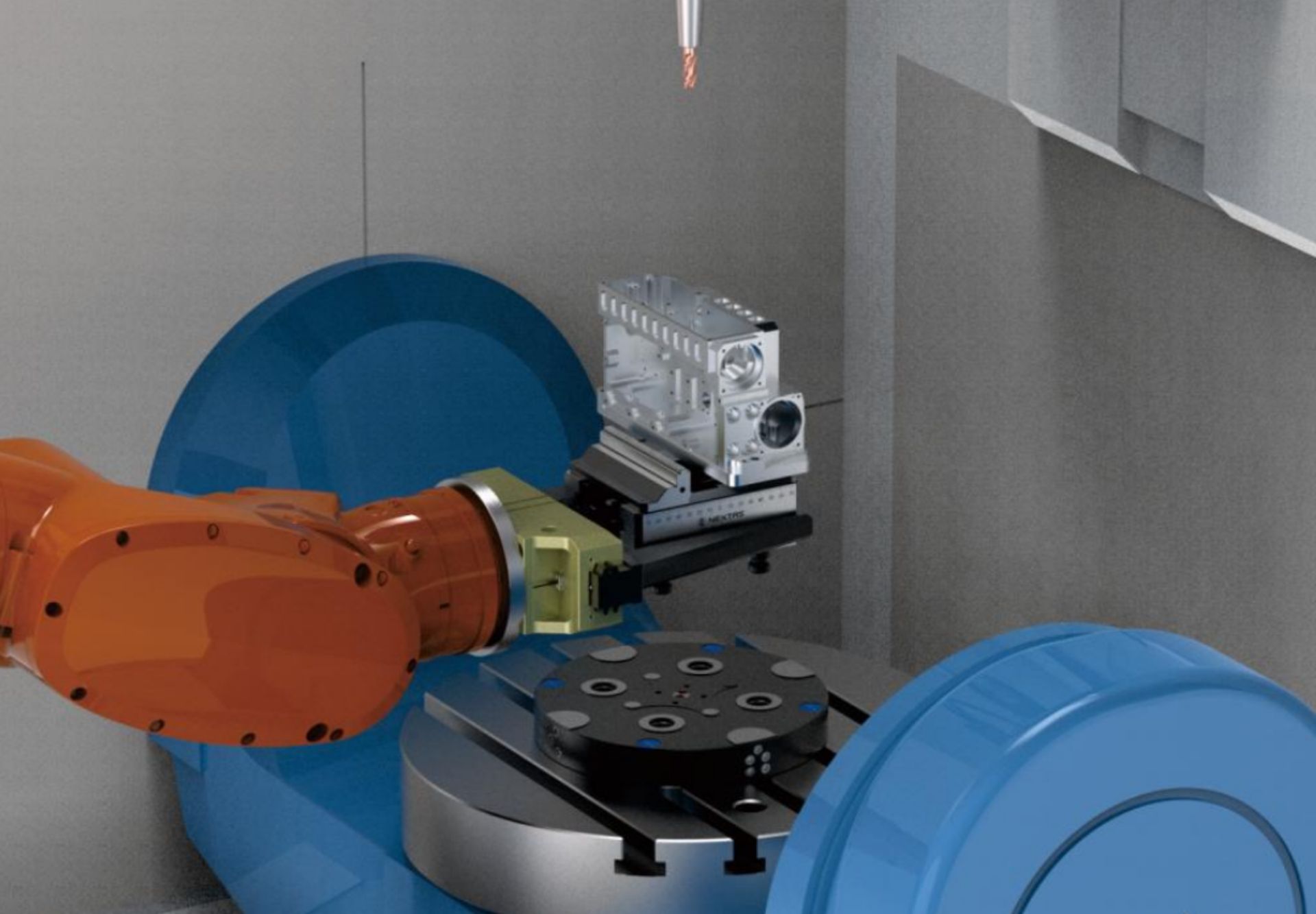
Деталь с фрезы идет на контроль, потом на упаковку. Везде один выход паллеты, деталь не сдвигается между переходами, такт не нарушается.
Эти варианты работают для автопроизводства. Выбор зависит от сложности детали и числа операций на одной оснастке.

На конвейере деталь вставляется, обрабатывается, потом вынимается. Кулачки сжимаются одинаково, никаких перекосов между партиями.
Смотреть продукт →
Паллета меняется в минуту. Если новая модель детали, снял вставку, вставил новую, паллета работает дальше в такт.
Смотреть продукт →
Когда нужно самому проектировать зажим под новую деталь. Потом, когда деталь станет семейством, легко переходишь на тиражную оснастку.
Смотреть продукт →Выход паллеты стандартный, робот с первого дня может взять палету от человека. Ничего не переделывать, просто робот вместо оператора.
Смотреть продукт →Три шага, чтобы проверить оснастку на одной детали, прежде чем запускать полный такт на всех станках.
Шаг 1
Определить минимальный такт, который надо держать. Потом проектировать оснастку под этот такт и полное время цикла.
Шаг 2
Выход паллеты, направляющие, монтажные отверстия — все одинаково везде. Когда добавляешь третий станок, паллета встает туда просто.
Шаг 3
На одной ячейке или в одну смену проверишь, что оснастка стабильна и успевает в такт. Потом копируешь на все остальные станки.
Не всегда. Часто больше пользы дает сначала стандартизация логики базирования и загрузки.
Нестабильные переналадки и загрузка, зависящая от оператора, могут незаметно снижать производительность.
Да. Лучшая комбинация зависит от того, что важнее: такт или гибкость переналадки.
Отправьте модель станка, материал детали, критические допуски и текущие проблемы переналадки. Мы поможем сузить подходящее решение по базированию, тискам, патрону или специальной оснастке.