不能出故障
夜班没人盯着,虎钳一旦卡住、漏气或者精度跑偏,整条线就停了。全密封、无易损件的设计,就是为了扛住这种场景。
无人值守的产线上,停一秒就是亏一秒。手动虎钳靠人手拧,力度全凭经验,今天紧一点明天松一点,自动化根本没法建在这上面。
气动虎钳不一样。气压定好了,每次夹紧的力就是一样的。比如进气 6 bar,不管是第 1 次还是第 10000 次,工件受到的夹持力没有变化——自动化最怕的就是不确定性,气动虎钳恰好把这个问题解决了。跑一整天下来,废品率和返工量都能看到明显下降。
另一个优势是耐用。车间里到处是切屑和冷却液,普通虎钳内部很容易被污染。气动虎钳做了全密封处理,丝杆和气动元件都包在里面,外面的东西进不去。加上正压吹扫——每次动作时自动往内部吹气,把可能渗入的杂质赶出去。这套设计让虎钳在重切削、高温、高碎屑的恶劣工况下也能长时间保持精度。
气动虎钳可以直接接CNC程序控制。一条 M 代码发出去,电磁阀动作,虎钳夹紧或松开——不用人手操作,不用额外的液压站,也不用复杂的机械调整。
实际用起来大概是这样:
整个过程环环相扣,中间没有空等。换型多的车间更划算——换个零件只要改一下程序里的夹持力和时序参数就行,物理夹具不用动。
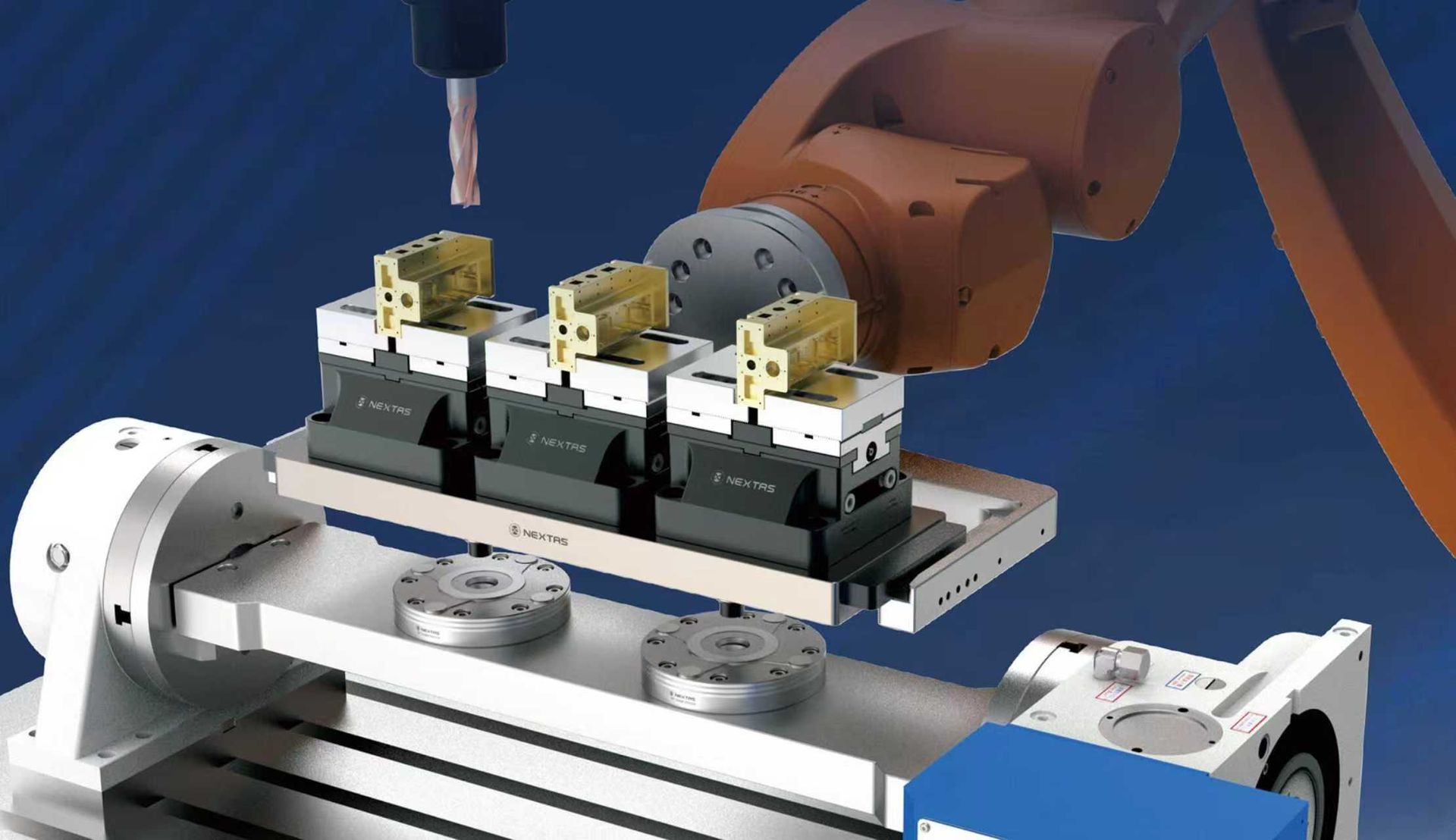
用了机器人上下料之后,气动虎钳的好处更明显。机器人控制器的 I/O 信号直接触发虎钳夹紧和松开,中间不需要人干预。
一个典型的工作节拍大概这样:
| 步骤 | 动作 | 耗时 |
|---|---|---|
| 1. 机器人进给 | 抓取待加工工件,移动到虎钳夹持位置 | 3秒 |
| 2. 触发夹紧 | 机器人I/O发送夹紧信号,气动虎钳立即响应 | 0.5秒 |
| 3. 确认反馈 | 可选传感器反馈确认工件已夹紧(闭环确认) | 0.2秒 |
| 4. CNC加工 | 机床同步进行加工(与机器人下一个周期并行) | 30-60秒 |
| 5. 触发松开 | 加工完成,机床发出信号,虎钳松开 | 0.5秒 |
| 6. 机器人卸下 | 机器人取走已加工零件,放入成品区 | 3秒 |
重点是:机床切削的时候机器人不用干等着,它可以同时去干别的——清洗上一个零件、抓下一个毛坯。这样每台设备的利用率都拉满了,整体节拍自然就快了。
很多工厂做自动化的终极目标就是"灯灭生产"——晚上没人值守,机器照样跑。省人工、提产出、拉开竞争力,好处不用多说。
但夹具要达到这个水平,几个条件必须满足:
夜班没人盯着,虎钳一旦卡住、漏气或者精度跑偏,整条线就停了。全密封、无易损件的设计,就是为了扛住这种场景。
自动化环境下一天夹几千次,精度不能往下掉。虎钳内部有调节补偿机制,用了几年还能校回原始精度。
高速自动化讲究每个环节的节拍配合。气动虎钳响应时间在 0.1 秒级别,跟得上现在的高速产线。
24 小时没人的工厂得有自我监测能力。虎钳可以加装传感器,夹紧状态实时回传给 PLC 或 MES 系统,出了问题马上报警。
这几个条件都满足了,工厂才敢真正放手让产线自己跑。气动虎钳在这方面确实是目前最靠谱的选项。
不是所有行业都需要上气动虎钳,但有几个领域用了效果特别明显:
批量大、精度要求高、换型频繁。气动虎钳的可编程性和重复精度让每批零件的一致性得以保证,尤其是在多工位加工时。
精度和可靠性要求最严苛。航空零件的加工往往在高温、高应力条件下进行,气动虎钳的全密封和可调夹持力能应对这些挑战。
小批量、高多样性、高精度。气动虎钳与零点系统的组合让工厂能快速切换不同的零件,同时保持精度。
对于精密五轴加工,气动虎钳能提供最小化的夹持面积,留出最大的刀具空间;同时其稳定的夹持力确保薄壁零件不变形。
做自动化的时候,很多人把精力放在机器人和机床上,夹具反而被忽略了。但实际跑起来你会发现,夹具稳不稳直接决定了自动化能不能真正落地。气动虎钳的几个核心优点:
如果你的工厂在认真推自动化,气动虎钳基本上绑着不买。
我们保证重复定位精度达到±0.002毫米。所有产品在发货前都在认证的三坐标测量机上验证,确保每个部件的质量稳定一致。
我们的高精度气动虎钳设计可提供2500牛至6000牛以上的夹持力,取决于型号和气源压力。关键特点是夹持力可高度调节和重复。通过调节进气压力(如5到7bar),可精确控制夹持力。
可以。集成是设计的核心。我们的气动虎钳采用标准气动电磁阀,可由任何CNC机床控制器的M代码信号控制。对机器人,同一个电磁阀可由机器人控制器的I/O触发。