Zero-Point Workholding for Faster Changeovers & Stable CNC Setups
Self-centering vises, zero-point systems, pneumatic clamping, and custom fixtures for 5-axis machining, palletized production, and automation.
Since 2009 • 43,600 m² manufacturing base • CMM-verified before shipment
Start here
Choose the upgrade path that removes today’s bottleneck first
Jump to the problem you need to solve — each path leads to the right product, application guide, or engineering contact.
01 · Standardize datums
Fix slow changeovers and repeated re-indicating
Start with zero-point systems or clamping plates when the real problem is setup time, fixture carryover, and repeatable location.
Open zero-point route →02 · Improve clamping access
Protect 5-axis tool reach and part stability
Move here when the setup must balance centering accuracy, multi-side access, jaw strategy, and repeatable loading for complex parts.
Open 5-axis route →03 · Prepare automation
Build a manual-first base that can scale later
Use the applications route when you are comparing pallet flow, automation compatibility, and how different industries stage workholding upgrades.
Open applications route →04 · Need a project answer
Send the machine, part, and bottleneck first
Best for custom fixtures, mixed requirements, or cases where the right path depends on drawings, tolerance targets, and production rhythm.
Go to contact & RFQ →Our Core Products
Standardized workholding that cuts setup time, keeps your datum repeatable, and scales into automation when you're ready.

Zero-Point Clamping Systems
Lock a pallet in seconds with repeatable positioning—no re-indicating needed. The foundation of any quick-change or automated setup.
Learn More →
Self-Centering Vise
Centers the workpiece automatically with ±0.005 mm accuracy. Low-profile body gives full tool access on 5-axis machines.
Learn More →
Zero-Point Clamping Plate
Mount fixtures on a standardized datum grid and swap entire setups in under a minute. Works best when you run mixed parts on the same machine.
Learn More →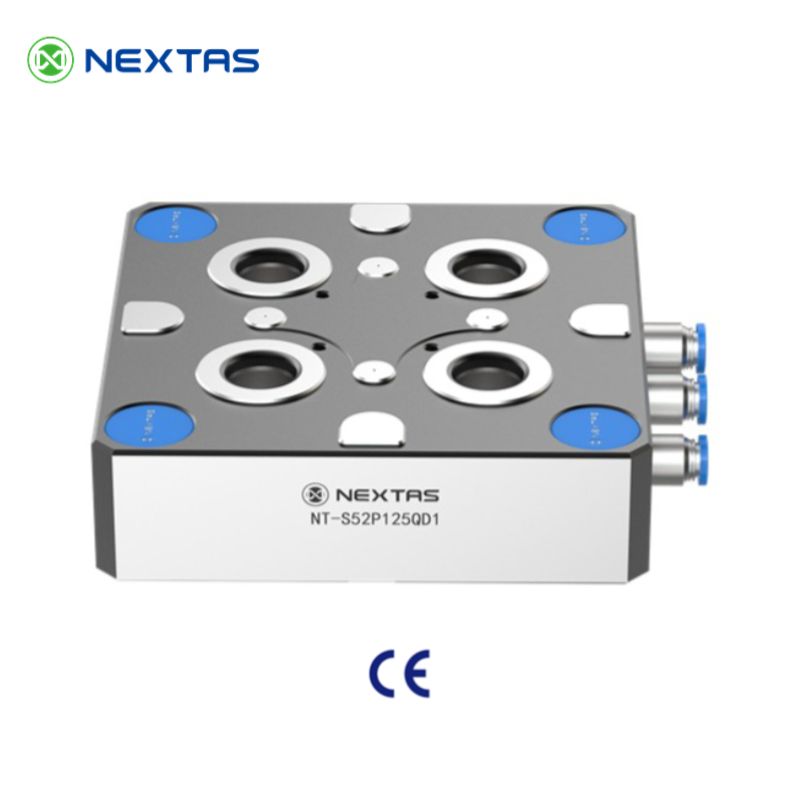
Pneumatic Zero-Point Plate
Air-actuated lock/unlock lets a robot or operator swap pallets hands-free. Built for pallet pools and lights-out shifts.
Learn More →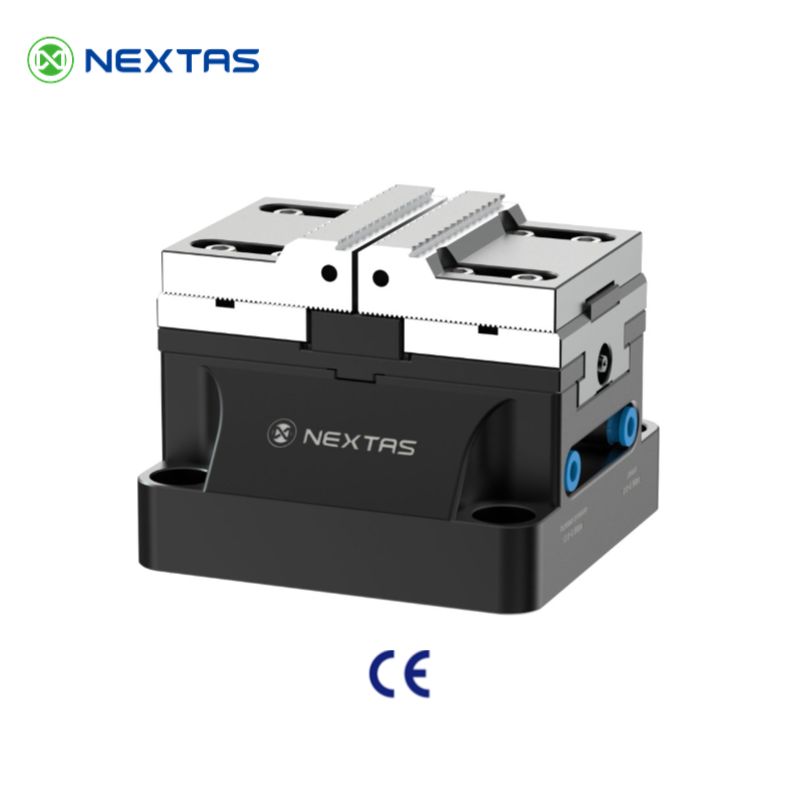
Pneumatic Vise
Delivers the same clamping force every cycle without operator adjustment. Connects directly to automated cells for hands-free part loading.
Learn More →
Dovetail Fixture
Grips just 3 mm of stock in a dovetail profile, exposing five sides for machining. Keeps thin-walled aluminum and titanium parts distortion-free.
Learn More →Workholding Solutions for 5-Axis CNC, Automation & High-Mix Production
Setup time and datum drift cost spindle hours on every shift. Our systems cut changeover to seconds, hold position within microns on selected series, and run on hardened wear surfaces (HRC 58-62) that keep their accuracy after years of daily use.
5-Axis Milling & Full Tool Access
- Low-profile clamping for trunnion tables and 5-side machining
- Dovetail workholding helps reduce distortion on thin-walled parts
- Combine with zero-point receivers for fast, repeatable repositioning
Lights-Out Automation & Robots
- Pneumatic zero-point plates for automated lock / unlock
- Self-cleaning air-blast channels help prevent chip contamination
- Ready for pallet pools, robots, and automated pallet changing
Quick-Change Pallets & Pallet Pools
- Standardize pallets and fixtures to cut changeover time
- Repeatable locating for multi-operation machining across machines
- Great for HMC tombstones, VMC quick-change, and job shops
High-Precision Finishing & Repeatable Offsets
- Selected series deliver repeatability down to ±0.002 mm for stable work offsets and probing
- Rigid clamping helps eliminate micro-vibration for surface finish
- Every unit is verified on CMM equipment before shipment
Thin-Walled & Delicate Parts
- As little as 3 mm dovetail engagement for secure, low-profile clamping
- Clamping direction minimizes deformation
- Ideal for aluminum, titanium, and complex geometries
Automotive & High-Volume Fixtures
- Customized hydraulic fixtures for stable, cycle-time-focused production
- Pneumatic clamping and multi-station setups for line efficiency
- Engineering support from concept to production-ready tooling
Not sure what fits your machine? Share your part drawing and machine model — our engineers will recommend a tested configuration.
Talk to an EngineerIndustries & Applications
We work with aerospace, automotive, medical, mold & die, and semiconductor shops—each with different materials, tolerances, and throughput demands.
Aerospace & Defense
5-axis parts, exotic alloys, multi-op repeatability.
Automotive
High throughput, stable cycle time, hydraulic fixtures.
Medical Devices
Small parts, tight tolerances, gentle yet rigid clamping.
Mold & Die
Electrodes, inserts, deep cavities, fast changeovers.
Semiconductor & Electronics
Precision positioning for equipment and communication components.
Lights-Out Automation
Pallet pools, robotic tending, quick-change zero-point setups.
Quick-Change Workholding: What Improves in Real Production
A practical checklist of the process metrics that change when you standardize pallets/fixtures with repeatable referencing (especially for 5-axis and automation workflows).
| Metric | Traditional workflow | Quick-change approach | Planning note |
|---|---|---|---|
| Setup & changeover time | Indicating, aligning, and re-clamping are repeated for each job. | Swap a prepared pallet/fixture and start cutting with minimal re-touch. | Standardize a base/interface first (sub-plate → referencing system → fixture). |
| Repeatability after re-clamp | Datums can shift due to chips, inconsistent seating, or different operators. | Controlled seating on reference surfaces makes re-mounts predictable. | Protect reference faces; add a simple clean-seat routine. |
| 5-axis tool access | Tall clamps and multiple setups limit tool access and increase collision risk. | Low-profile workholding enables 5-side machining with better clearance. | Model the full stack-up (fixture height, studs, tools, probes). |
| Automation handshakes | Manual checks are error-prone in robot cells and pallet pools. | Clamp-OK / unclamp-OK confirmations support unattended cycles. | Define interlocks (pressure + position) and a safe recovery state. |
| Inspection transfer (CMM / QC) | Re-clamping for inspection can introduce measurement error. | Keep a consistent reference to move parts between CNC → QC. | Plan a shared datum strategy across operations and inspection. |
| Long-run stability | Repeatability drifts when debris builds up or wear isn’t managed. | Simple maintenance keeps performance stable over long runs. | Schedule daily/weekly checks (cleaning, visual wear check, baseline indicator). |
Setup & changeover time
Before: Indicating, aligning, and re-clamping are repeated for each job.
After: Swap a prepared pallet/fixture and start cutting with minimal re-touch.
Tip: Standardize a base/interface first (sub-plate → referencing system → fixture).
Repeatability after re-clamp
Before: Datums can shift due to chips, inconsistent seating, or different operators.
After: Controlled seating on reference surfaces makes re-mounts predictable.
Tip: Protect reference faces; add a simple clean-seat routine.
5-axis tool access
Before: Tall clamps and multiple setups limit tool access and increase collision risk.
After: Low-profile workholding enables 5-side machining with better clearance.
Tip: Model the full stack-up (fixture height, studs, tools, probes).
Automation handshakes
Before: Manual checks are error-prone in robot cells and pallet pools.
After: Clamp-OK / unclamp-OK confirmations support unattended cycles.
Tip: Define interlocks (pressure + position) and a safe recovery state.
Inspection transfer (CMM / QC)
Before: Re-clamping for inspection can introduce measurement error.
After: Keep a consistent reference to move parts between CNC → QC.
Tip: Plan a shared datum strategy across operations and inspection.
Long-run stability
Before: Repeatability drifts when debris builds up or wear isn’t managed.
After: Simple maintenance keeps performance stable over long runs.
Tip: Schedule daily/weekly checks (cleaning, visual wear check, baseline indicator).
Want a recommendation for your machine + part family? Send a drawing and we’ll suggest a workholding stack and a validation plan.
Trusted by manufacturers across 6 continents
Serving aerospace, automotive, medical, semiconductor, and mold & die industries worldwide.
Why Choose Nextas?
3,000+ shops in 50+ countries trust our workholding every day. Here's why.
On-Time Delivery
We ship on time—standard products typically leave within 15 workdays.
High Quality & Precision
Micron-level repeatability across selected workholding systems.
CE & RoHS Certified
Meets CE and RoHS standards for export to Europe and beyond.
Responsive Sales & Support
Dedicated contacts, fast quoting, and after-sales technical support.
Our Core Technology
Tapered-pin locking, HRC 58–62 hardened steel, and built-in automation interfaces—here's what's inside.
High Clamping Force & Rigidity
The locking mechanism uses high-precision tapered pins to pull down and seat the pallet firmly, delivering over 25,000 N of clamping force and the rigidity needed to minimize micro-vibration for superior surface finish.
Repeatable to ±0.002 mm
Swap workpieces in seconds—matched pin-and-receiver sets return to the same position every time.
Rapid Actuation
Pneumatic or hydraulic actuation for fast, repeatable lock every cycle.

Built for Endurance and Precision
Critical parts—clamping pins, receivers, base bodies—are made from high-hardenability alloy steel and heat-treated to HRC 58–62. That means the wear surfaces stay accurate long after your initial buy-off.
Long Wear Life
Hardened surfaces hold up through high-volume runs without losing accuracy.
Corrosion Protection
Special coatings protect against corrosion from coolants and environmental factors.

Ready for Robots and Automated Cells
Built-in air-blast self-cleaning and sensor feedback ports let you integrate directly with robotic loading, pallet pools, and lights-out cells — no extra retrofit work required.
Air-Sealed & Self-Cleaning
Keeps chips and coolant off the seating surfaces so you stay in tolerance around the clock.
Integrated Sensor Ports
Sends clamp/unclamp confirmation signals so your PLC knows the pallet is seated before the cycle starts.

Our Manufacturing Strength
Nextas Co. Ltd. was established in 2009 and has focused on industrial workholding solutions ever since. Nextas operates its own 43,600-square-meter manufacturing base, including an R&D center, manufacturing workshop, assembly workshop, and quality inspection room. We are equipped with world-class precision machining equipment such as Hardinge (USA) and OKUMA (Japan), as well as grinding machines from Okamoto (Japan) and Moore (USA), supporting high-quality batch production.
%20Precision%20Grinding%20Machine.png?updatedAt=1753928260610)
Okamoto(JP) Grinding Machine
5-Axis%20Machining%20Center.png?updatedAt=1753928454556)
Matsuura(JP) 5-Axis Center
%20Vertical%20Machining%20Center.png?updatedAt=1753928454495)
Okuma(JP) Vertical Center
%20Precision%20Lathe.png?updatedAt=1753928454979)
Hardinge(US) Precision Lathe
%204-Axis%20Machining%20Center.png?updatedAt=1753928260973)
Brother(JP) 4-Axis Center
%20Jig%20Grinder.png?updatedAt=1753928454118)
Moore(US) Jig Grinder
Quality Certifications
We hold ISO 9001, ISO 14001, and ISO 45001 certifications—here are the certificates.
Quality Management

Environmental Management
Occupational Health & Safety

Certificate of Conformity
Workholding Selection Checklist
Confirm these details before choosing a fixture, baseplate, or quick-change system.
Before you choose, confirm:
-
Machine & access: 3-axis / 5-axis / HMC, tool reach, collision envelope.
-
Part mix & changeovers: Batch size, weekly changeover frequency, pallet strategy.
-
Tolerance & repeatability: Datum scheme, probing plan, target repeatability.
-
Material & cutting forces: Aluminum vs. titanium/Inconel, roughing loads, chatter risk.
-
Coolant & chips: Flood vs high-pressure, sealing, corrosion resistance.
-
Automation readiness: Robot interface, sensors, air/hydraulic supply, M-code logic.
-
Workpiece protection: Thin walls, surface finish, soft jaws/pads where needed.
Common goals → Typical Nextas setup
Fast changeovers & pallet pools: Combine Zero-Point Systems with the Pneumatic Zero-Point Plate and an Automatic Pallet Changer.
5-axis access in one setup: Use a Self-Centering Vise on a Zero-Point Clamping Plate (or a Dovetail Fixture for maximum tool clearance).
High-volume stability: Standardize with a Customized Hydraulic Fixture and a dedicated chuck (E-Series / R-Series).
Delicate small parts: Choose a Pneumatic Vise for consistent clamping force and repeatable positioning.
Automation roadmap: Start with the Automation Series when you need pallet flow, robot handling, and a scalable path toward FMS.
Repeatability across machines: Adopt shared reference pallets and zero-point positioning to move jobs between VMC/HMC cells without re-indicating.
Need a quick recommendation? Share your drawing, material, machine type, and target tolerance—our engineers will propose a stable, production-ready setup.
Get a setup recommendationWorkholding Guides, Case Studies & Engineering Notes
Browse practical, shop-floor-oriented articles on zero-point clamping, pallet changing, pneumatics, and automation—written to help you choose the right interface and avoid costly rework.
CNC Workholding Selection Guide (2026): Dovetail Fixture vs Self-Centering Vise vs Zero-Point System
Which setup is right for your part: dovetail fixture, self-centering vise, or zero-point base? A practical 2026 guide for geometry, repeatability, and automation decisions.
Read more →Zero-Point Clamping System Selection Guide (2026): Repeatability, Pull-Down Force & How to Verify Accuracy
How to choose a zero-point clamping system in 2026: repeatability (<0.003mm), pull-down force, and seat-check verification for robots and FMS.
Read more →High-Performance Zero-Point Clamping Plates: When to Use Them and Why
When to choose a clamping plate vs. a full receiver system—and what it means for VMC/HMC changeovers.
Read more →Pneumatic Zero-Point Plates: How They Fit Into Automated Quick-Change Setups
How pneumatic lock/unlock supports robotics, pallet pools, and chip-resistant quick change.
Read more →5-Axis Self-Centering Vise: What Makes It Ideal for Complex Machining?
Key geometry and forces that matter for 5-axis machining and complex workpieces.
Read more →Manual Pallet Changers: A Low-Cost Way to Cut Setup Time
A practical guide to reduce setup time without moving straight to full automation.
Read more →Our Global Footprint
Exhibition Highlights
We exhibit at major machine tool shows every year — come see our systems in person next time.

EMO Hannover
Germany, 2023

CIMT
Beijing, 2023

ITM Industry Europe
Poland, 2023

BIEMH
Spain, 2024

DMP Greater Bay Area
Shenzhen, 2023

MetalMadrid
Spain, 2023

WIN EURASIA
Turkey, 2023
Frequently Asked Questions
What is the repeatability of your zero-point systems?
Selected product series deliver repeatability down to ±0.002 mm, and every shipment is verified on certified CMM equipment before it leaves our factory.
What materials are your core components made from and what is their hardness?
Clamping pins, receivers, and other wear parts are made from high-hardenability alloy steel, then heat-treated to HRC 58–62. That hardness keeps the seating surfaces accurate over thousands of cycles.
How does the self-cleaning function work in your automation chucks?
There are air-blast channels built into the chuck body. When the system unclamps, a burst of high-pressure air blows chips and coolant off the tapered pins and receivers. That way the next pallet seats cleanly every time—important if you're running unattended.
Do you offer customized workholding solutions for unique applications?
Yes. We do a lot of custom work alongside the standard product line. Send us your part drawing, machine model, and production volume and our engineers will propose a fixture design. We handle everything from concept to finished hardware.
For 5-axis machining of thin-walled or delicate parts, what workholding do you recommend?
Take a look at our Dovetail Fixtures. They grip just 3 mm of stock in a dovetail profile, so the clamping force goes downward instead of squeezing the walls. You get 5-side tool access with very little risk of distortion—works well for aluminum housings, titanium brackets, and similar thin-walled parts.
How does your Self-Centering Vise maintain accuracy over time?
The centering accuracy is ±0.005 mm, thanks to a hardened, precision-ground leadscrew and nut. The nut is also adjustable for backlash—so after years of use, you can take out any slack and bring the vise back to its original accuracy instead of replacing it.