Pneumatic Performance: The Foundation of Automated Reliability
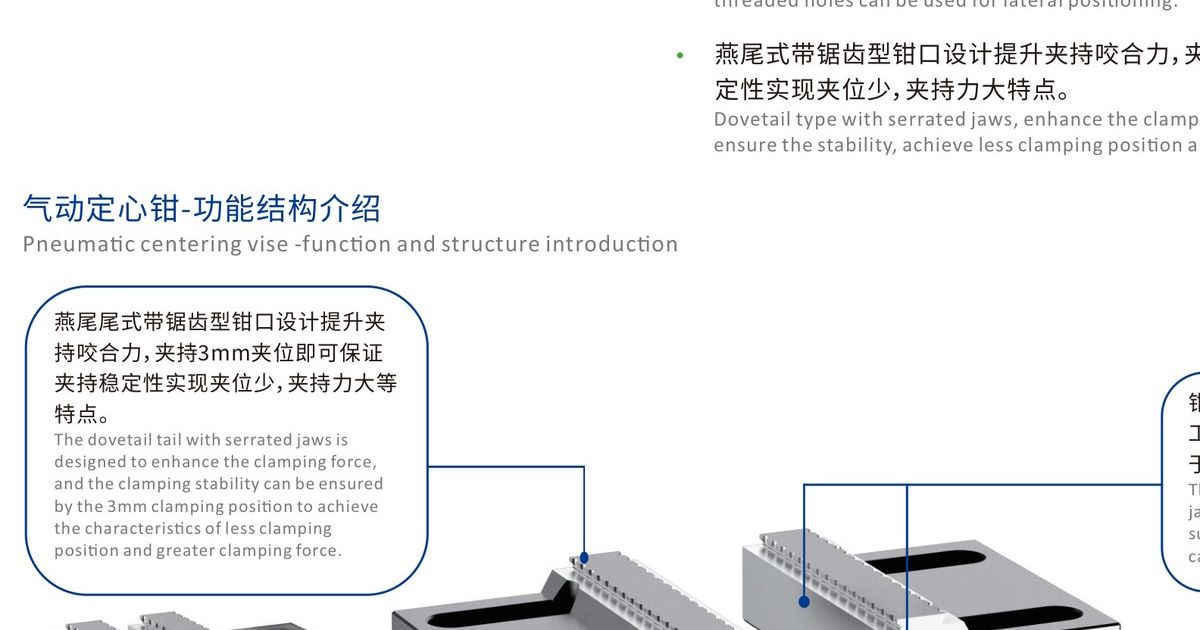
Unlike manual or hydraulic vises, a high-precision pneumatic vise relies on compressed air for actuation—delivering consistent, repeatable clamping (often within ±0.005 mm) that’s essential for automated workflows. This pneumatic advantage eliminates human variability: no more over-tightening that damages delicate medical parts, or under-clamping that risks slippage during aerospace component machining. The air-driven design also maintains fast response times—clamping and releasing in seconds—laying the groundwork for rapid changeovers. Pneumatic systems generally have long operating lives and require little maintenance.
Machine Program Control: Syncing with Automated Systems
What truly integrates high-precision pneumatic vises into modern automation is their ability to be controlled via machine tool programs. CNC machines can send real-time signals to adjust clamping force, activate safety locks or trigger release—all without manual intervention. For example, in a medical part machining line, the vise automatically tweaks pressure when switching from aluminum to titanium workpieces, maintaining optimal grip without compromising part integrity. This programmability turns “set-it-and-forget-it” into a reality.
Collaboration with Robotic Arms: Streamlining Load-and-Clamp Cycles
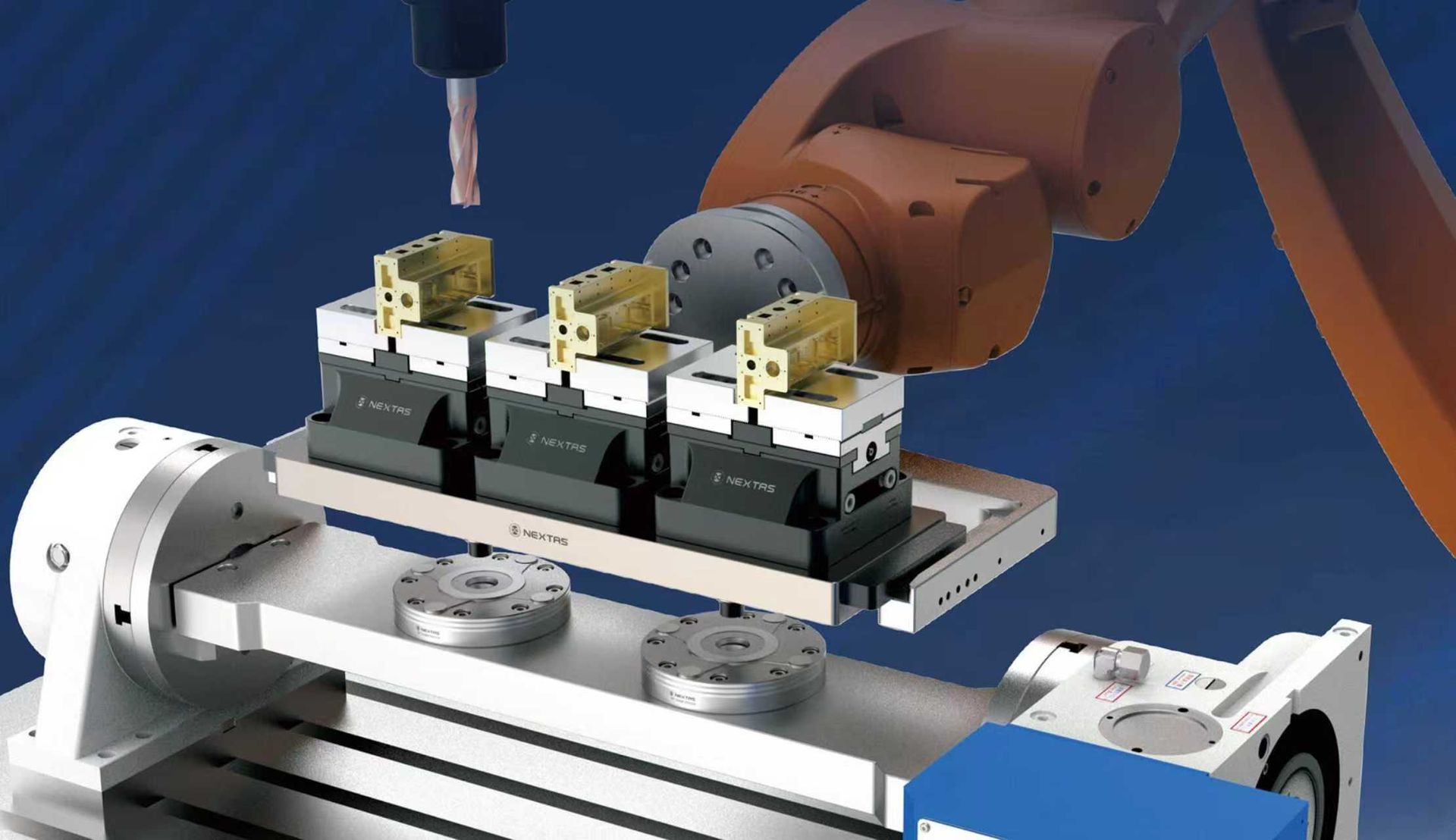
Automation works best when tools work together—and high-precision pneumatic vises work well with robotic arms. As the robot executes its gripping and placing motions, the vise’s pneumatic actuation coordinates with it: the robot positions a workpiece, the vise clamps, and once machining ends, it releases as the robot returns to load the next part. This coordination cuts changeover time by 80% or more compared to manual setups.
Enabling 24/7 Uninterrupted Operation
For manufacturers chasing maximum uptime, the high-precision pneumatic vise is a game-changer. Its durable pneumatic components (resistant to wear and debris) and “fail-safe locked” design ensure it can run round-the-clock. In lights-out factories—where production of goods is fully automated without requiring human labour—CNC machines can run unattended, keeping lines moving even overnight. Lights-out manufacturing isn’t science fiction; fully automated robotic systems run unsupervised for weeks, proving that 24/7 automation is achievable.
Why It Matters for Specialized Industries
In aerospace manufacturing, where parts like turbine blades require micron-level precision, the vise’s consistent clamping prevents misalignment that would ruin expensive materials. In medical part machining, its gentle-yet-secure grip protects fragile components like surgical instruments, avoiding costly scrap. For any automated line, it’s not just a clamping tool—it’s a bridge between precision, speed, and uninterrupted productivity.
Conclusion
As automation evolves, the high-precision pneumatic vise remains a non-negotiable component for factories aiming to stay competitive. Its pneumatic performance, machine programmability, and robotic compatibility don’t just boost efficiency—they redefine what’s possible for 24/7, error-free manufacturing.