拿最好看的零件去选
应该根据真实重复的订单来选,不是根据最炫的加工任务。
很多车间之所以夹具采购效率低,是因为问错了问题。与其问"哪个夹具精度最高",不如问"夹具堆栈的三层分别要解决什么问题"。在生产现场,你实际在处理三个独立的任务:
| 任务层 | 主要职责 | 代表产品 |
|---|---|---|
| 零件夹紧与接近 | 原料或成品怎样被夹住,刀具怎样接近五个面 | 燕尾夹具、虎钳 |
| 零件定位与灵活性 | 零件相对于机台的位置,能否快速调整以适应不同型号 | 自定心虎钳、定制夹具 |
| 机床换装与重复性 | 夹具或托盘怎样快速移动,怎样保证返回重复精度 | 零点系统、快换托盘 |
理解这三层分工后,你会发现:燕尾夹具主要解决第一、二层,自定心虎钳主要解决第二层,零点系统主要解决第三层。当你把这三个问题分开思考而不是混在一起,夹具选型立刻就变清晰了。
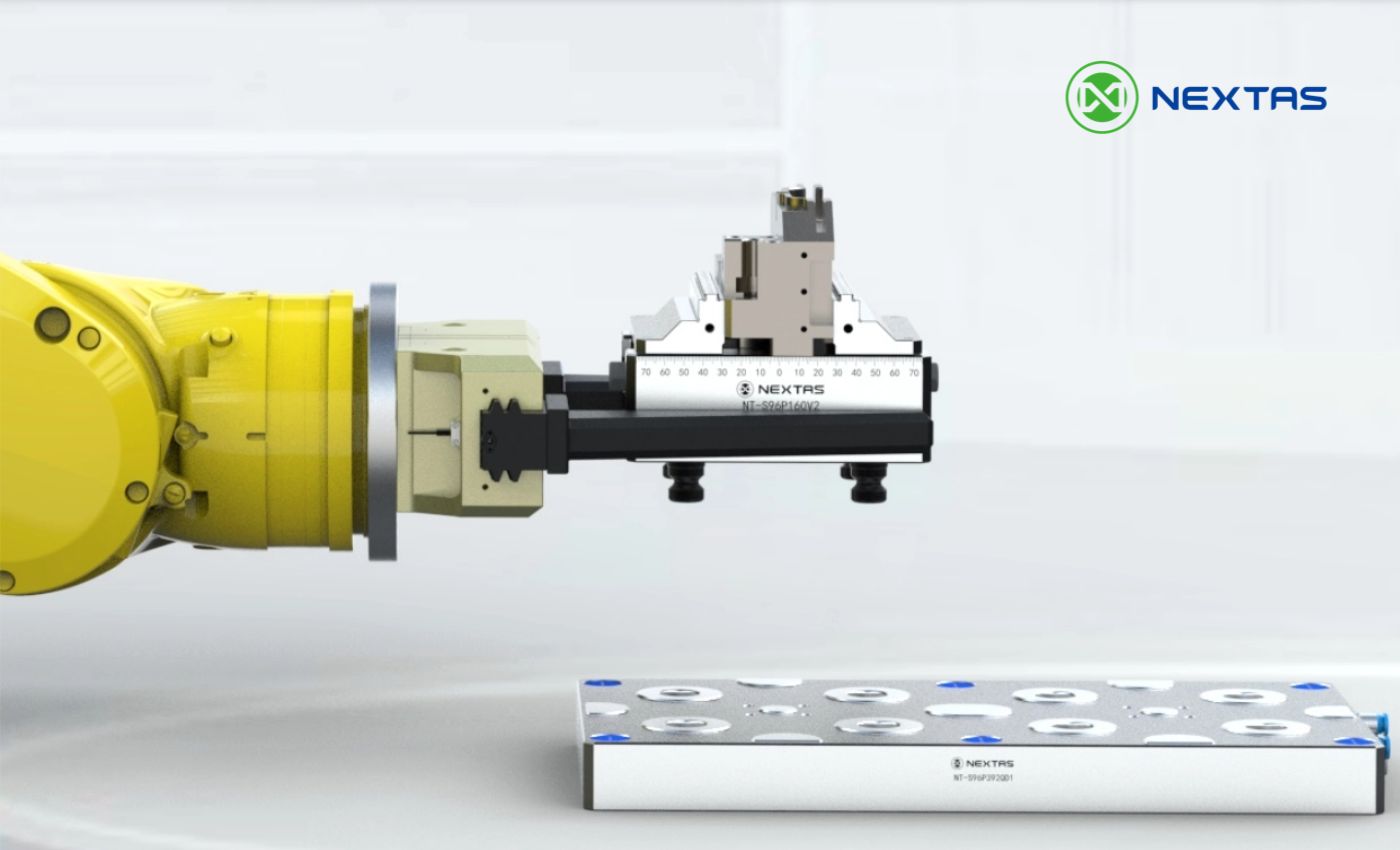
燕尾夹具通常是当你的原料是可加工的毛坯且有足够的余量用来做燕尾夹紧时的最优选择。特别是对于5轴加工的小型铝或不锈钢零件,燕尾夹具的优势最明显:刀具可以接近五个面,夹紧力来自底部狭窄的燕尾特征。
如果你的程序员已经在规划加制造基座或转接架来获得5轴接近,燕尾夹具往往是最干净的方案。但如果原料状态不稳定或零件必须保持圆心,自定心虎钳通常是更安全的选择。
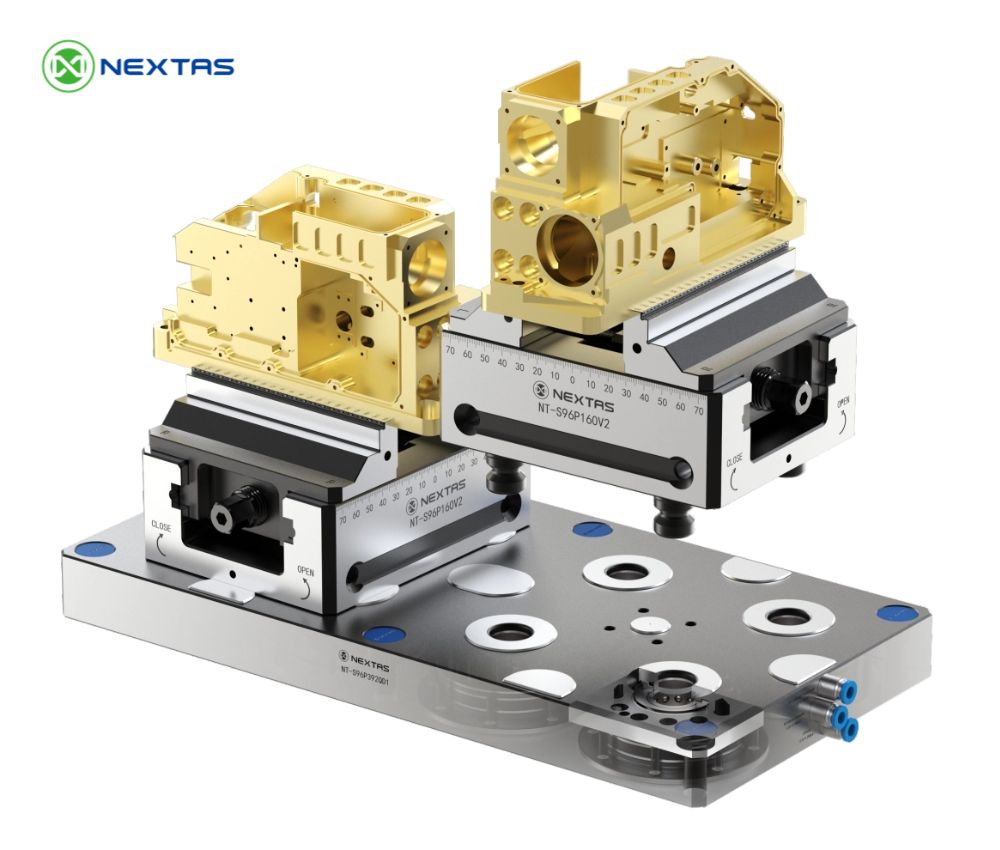
自定心虎钳通常在零件必须保持圆心定位、形状不规则,或需要用各种软硬虎钳灵活应对不同零件族时是更好的选择。Nextas自定心虎钳从52mm到96mm,夹紧力从14,000N到20,000N,重复定位精度都在0.02mm以内。硬虎钳可反转、可分开、可互换;软虎钳在燕尾会太粗暴的时候提供保护。
对很多车间来说,自定心虎钳是最实用的"默认"上层夹具,因为它能用最少的流程麻烦处理最多的零件变化。如果你的报价团队看到很多复杂工件、品种混合和中等批量,零点基座加自定心虎钳通常是最稳妥的起点。
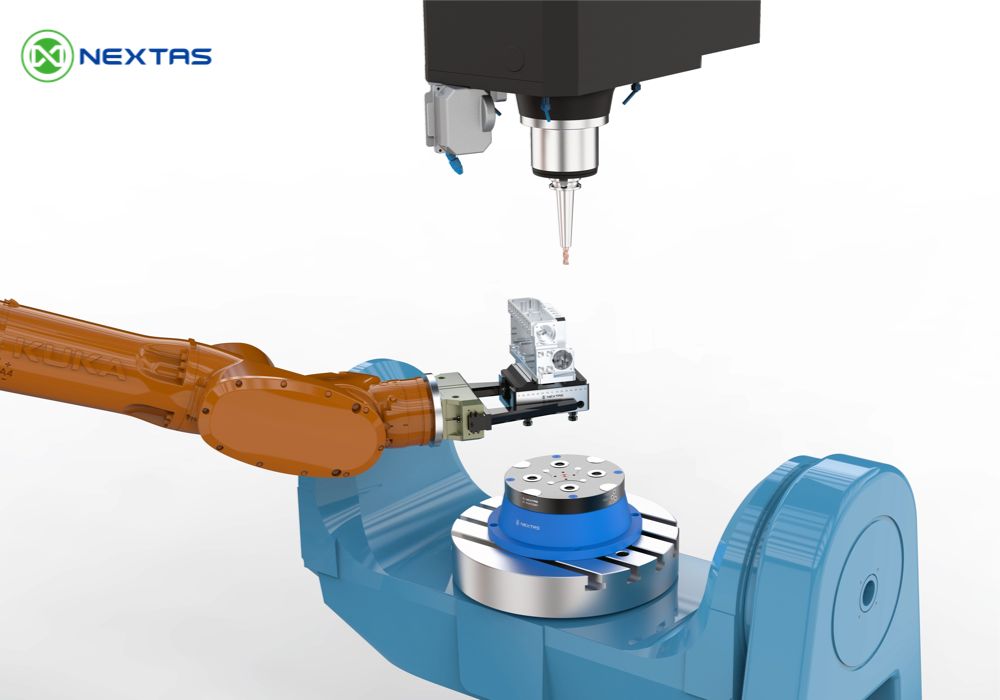
零点快换系统的用处不是解决零件怎么夹,而是解决换装时间、精确复位和机床利用率。这在多品种小批量、跨机床配置和任何希望机外准备或面向自动化的流程中都很关键。
Nextas的快换托盘系统重复定位精度在0.005mm以内,MFG和BDS零点系统可以达到0.003mm,带自清洁气、座位检查、提升功能和自动化就绪特性。
零点系统不能替代上层夹紧方法。如果上层夹具不稳定、尺寸不合适或没有很好地匹配原料,零点基座也救不了这个流程。这就是为什么最成功的零点应用都把零点层看作基础设施,把虎钳/燕尾/定制夹具看作应用层。
这是很多企业获得更好投资回报率的地方:与其要求一个夹具做所有事,不如把机床侧接口标准化,让上层夹具按零件族变化。
一个实用的自动化就绪装夹堆栈通常是这样的:
这个架构使多品种小批量生产更容易扩展。当一个重复订单回来时,你不是从铁板开始重建整个流程,而是调用右侧的托盘和上层夹具组合。
| 零件场景 | 推荐上层夹具 | 是否应该加零点? | 理由 |
|---|---|---|---|
| 小型5轴铝合金支架(有制造余量) | 燕尾夹具 | 换装频繁时加 | 最佳接近度和高零件密度;零点加速托盘换装 |
| 液压阀体 / 流形块(圆心基准) | 自定心虎钳和虎钳包 | 通常加 | 圆心夹紧简化原料分布,支持重复零件族 |
| 电极或EDM托盘(跨准备、机床、检测) | 零点优先,再加轻型上层 | 必须加 | 复位重复精度是主要瓶颈 |
| 混合航空 / 医疗一次性零件 | 自定心虎钳 + 偶尔专用燕尾托盘 | 加 | 保持基础标准,让上层夹具逐个零件调整 |
| 机械手加载无人值班 | 零点基准上的专门上层夹具 | 必须加 | 自动化需要稳定、可重复的接口和污染控制 |
应该根据真实重复的订单来选,不是根据最炫的加工任务。
如果原料状态不稳定,燕尾流程会很快变得脆弱。
零点基座返回托盘;它解决不了差的虎钳策略。
换装越频繁,芯片管理、清洁气、座位验证就越关键,不是越不关键。
最成功的车间用分层标准化:通用的螺柱模式、通用的托盘尺寸、通用的机床侧接口,然后才是针对具体零件族的上层模块。
| 你的情况 | 推荐的装夹方案 | 说明 |
|---|---|---|
| 目标无人加工6-24小时 | 全自动换托盘机 + 零点托盘 | 再加刀具监测 + 紧急停止和恢复SOP。 |
| 1-10件、频繁换装、精度<0.02mm | 零点系统 + 模块化基础 | 建立"标准化基础",交换上层工装。 |
| 10-200件、操作工在场、形状混合 | 自定心虎钳或气动虎钳 + 软虎钳 | 加快速虎钳换装 + 预设挡块。 |
| 200+件、大夹紧力、稳定零件族 | 液压夹具或专门夹具 | 按节拍和刀具接近度优化。 |
| 无人值班(2-8小时) | 气动虎钳 + 换托盘机或FMS | 优先考虑传感、芯片排出和快速复合夹紧。 |
| 成本驱动 | 为什么改变成本 | 怎样降低成本 |
|---|---|---|
| 集成 + 安全 | 传感、联锁和调试把总成本推高 | 从小规模开始(2-4个托盘);稳定后再扩展。 |
| 重复精度要求(如<=0.01mm) | 更严格的精度需要更精密的接口和质量检验 | 标准化基准;用经验证的模块;不要过度指标。 |
| 换装频率 | 换装越频繁,快换系统的ROI越快 | 测量准备时间;优先处理最大瓶颈。 |
| 自动化水平(传感、联锁、托盘化) | 增加硬件 + 集成时间 | 从一个工艺单元开始;跨机床复用部件。 |
| 工件尺寸和材料 | 大型 / 重工件需要更强夹紧 + 更大基础 | 用模块化托盘;按脚位优化夹具。 |
| 工程时间(定制 vs 模块) | 定制设计推高非重复工程成本 | 偏好模块堆栈;把定制部分保持在最少。 |
有制造余量、需要最大5轴接近度时用燕尾;零件需要保持圆心或形状不规则时用虎钳。
换装频繁、夹具跨机床移动,或想要机外准备和自动化快速换装时,零点就很关键。
高质量零点在0.005mm以内,高端产品在0.003mm。但最终精度还取决于上层夹具、托盘刚性、零件形状和切削载荷。


