Réponse rapide:
- Choisissez une fixation en queue d’aronde si vous disposez d’un surplus sacrifiable, que vous avez besoin d’un accès 5 axes maximal et d’un chargement dense multi-pièces.
- Choisissez un étau autocentrant si la pièce doit rester centrée, si la géométrie est irrégulière ou si vous devez protéger des faces finies grâce à des mors lisses ou doux.
- Choisissez un système zéro-point si les changements de montage sont fréquents, si les dispositifs circulent entre plusieurs machines ou si vous visez un préréglage hors machine et des changements rapides compatibles automatisation.
- Choisissez une architecture hybride si vous travaillez en high-mix / low-volume: zéro-point à la base, queue d’aronde ou étau sur la palette, et mors spécifiques au-dessus.
1) Checklist rapide & matrice de comparaison
Beaucoup d’ateliers perdent du temps parce qu’ils se posent d’abord la mauvaise question. Au lieu de demander « quel montage est le plus précis? », demandez-vous plutôt quel niveau du stack doit accomplir quelle fonction. En production réelle, vous traitez toujours trois sujets distincts: la prise de pièce, l’accès outil et le changement de montage.
- Prise de pièce: comment le brut ou la pièce finie est réellement tenu.
- Accès outil: quel dégagement reste à l’outil en 3 axes, 4 axes ou 5 axes simultanés.
- Changement de montage: avec quelle vitesse palette ou dispositif peuvent sortir et revenir sur machine en retrouvant un repère répétable.
Une solution à queue d’aronde est avant tout une solution de prise et d’accès. Un étau autocentrant est surtout une solution de prise et de centrage. Un système zéro-point est essentiellement une solution de changement rapide et de répétabilité. Dès que l’on sépare ces rôles, le choix devient beaucoup plus rationnel.
| Type | Idéal pour | Force principale | Points de vigilance | Point de départ Nextas |
|---|---|---|---|---|
| Fixation en queue d’aronde | Petites pièces, brut sacrifiable, accès 5 axes, multi-chargement | Faible encombrement, prise par dessous, forte densité de chargement | Demande une surépaisseur; peu adapté aux faces fines finies ou aux bruts instables | Dispositifs pneumatiques mono-station et trois stations |
| Étau autocentrant | Géométries irrégulières, pièces à repère central, mors flexibles, matières variées | Serrage symétrique, centrage répétable, options mors durs / doux | Moins d’accès outil qu’une vraie queue d’aronde; la stratégie de mors compte beaucoup | Étaux autocentrants 52 mm / 96 mm |
| Système zéro-point | Changements fréquents, préréglage hors machine, transfert palette, automatisation | Changement rapide répétable, repère machine standard, cohérence multi-machines | Ne remplace pas la prise de pièce supérieure; la propreté d’interface reste cruciale | Plaques manuelles / pneumatiques ou systèmes zéro-point MFG |
| Architecture hybride | Production high-mix / low-volume avec familles récurrentes | Combine changement rapide et prise spécifique à l’application | Exige discipline palette, entraxe standardisé et planification process | Base zéro-point + étau ou queue d’aronde au-dessus |
2) Quand choisir une fixation en queue d’aronde
Le bridage par queue d’aronde est souvent la solution la plus efficace lorsque votre pièce démarre comme un brut usinable avec assez de matière sur la face de prise. Il est particulièrement pertinent pour l’usinage 5 axes de petites pièces en aluminium ou inox, car l’outil profite d’un accès large sur cinq faces tandis que le maintien se fait par une géométrie étroite située sous la pièce.
Dans le catalogue Nextas, la famille pneumatique mono-station est positionnée pour un serrage rapide avec >2 500 N de force, ≤30 kg de charge et une course compacte. Les tableaux de recommandation aident aussi à faire correspondre la taille de la queue d’aronde avec l’épaisseur et la largeur du brut, ce qui est précieux pour standardiser les familles de matière avant usinage.
Là où la queue d’aronde gagne
- Accès outil maximal pour l’usinage multi-faces sans mors volumineux.
- Forte densité de pièces lorsque plusieurs bruts doivent tenir sur un tombstone, un trunnion ou une palette.
- Présentation répétable du brut pour des familles de pièces issues de barres ou plaques sciées.
- Compatibilité automatisation lorsqu’elle est montée sur une palette ou une interface standardisée.
Là où la queue d’aronde perd
- Pièces avec très peu de matière sacrificielle ou sans zone sûre pour usiner la queue d’aronde.
- Composants minces ou à forte exigence esthétique où une déformation sous la pièce peut remonter dans la géométrie finale.
- Pièces moulées, forgées ou découpées avec trop de variation de brut pour une prise étroite.
Si votre programmeur ajoute déjà une semelle sacrificielle pour obtenir de l’accès 5 axes, la queue d’aronde donne souvent le montage le plus propre. En revanche, si l’état du brut varie fortement ou si la pièce doit rester centrée autour d’un repère fonctionnel, l’étau autocentrant est généralement plus sûr.
Point de contrôle avant achat: validez la quantité de matière que vous pouvez consacrer à la queue d’aronde, si cette matière sera retirée plus tard et si la face de prise restera suffisamment stable sur tous les lots de bruts entrants.
3) Quand choisir un étau autocentrant
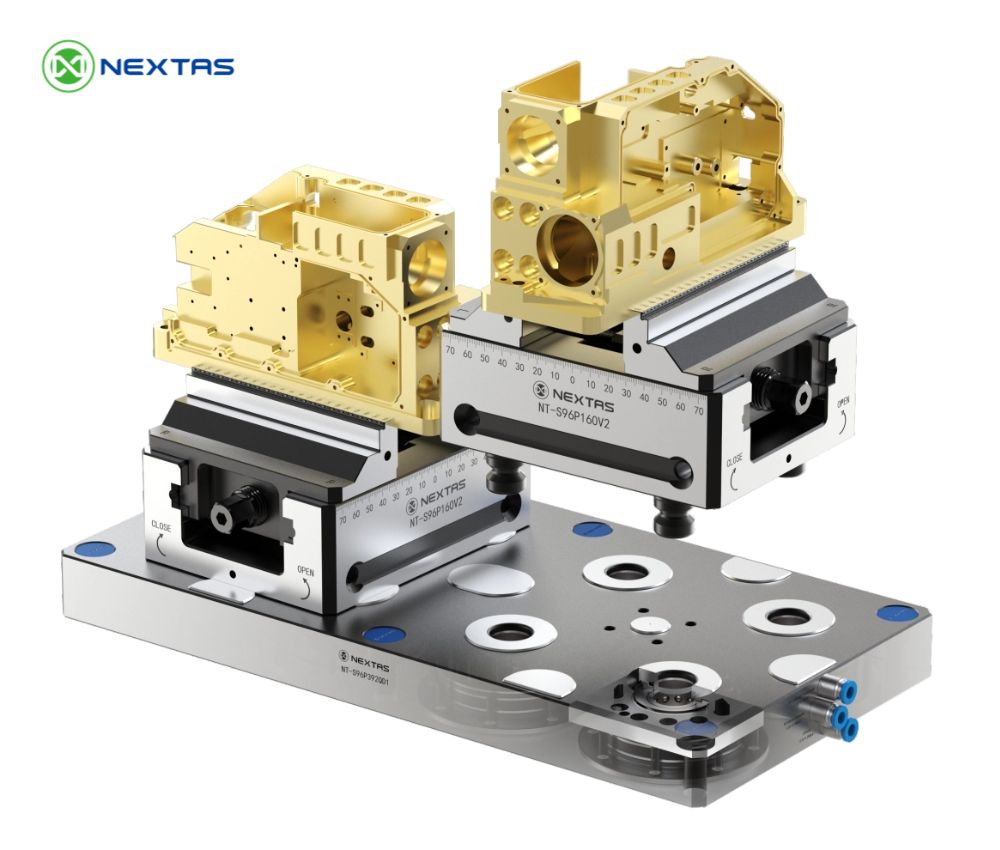
Un étau autocentrant pour usinage CNC est généralement la meilleure réponse lorsque la pièce doit rester centrée sur la palette, lorsque la géométrie est irrégulière ou lorsqu’il faut plus de souplesse via les mors pour traiter plusieurs familles de pièces. C’est aussi l’option la plus tolérante quand le brut n’est pas parfaitement homogène.
La gamme Nextas donne un bon repère: la série 52 mm est donnée pour 14 000 N de force de serrage avec une répétabilité <0,02 mm, tandis que la série 96 mm monte à 20 000 N dans la même classe. Les mors durs peuvent être inversés, divisés ou remplacés; les mors doux permettent un serrage conforme ou respectueux des surfaces finies quand la queue d’aronde serait trop agressive.
Là où l’étau autocentrant gagne
- Contrôle du repère centré pour les pièces qui demandent une répartition symétrique de matière autour de la trajectoire outil.
- Géométries irrégulières où le contact de mors se personnalise plus facilement qu’une queue d’aronde.
- Surfaces sensibles ou finies lorsque des mors lisses ou doux sont nécessaires.
- Souplesse entre familles de pièces sans revoir toute la logique palette.
Là où l’étau autocentrant perd
- Très petites pièces où le corps de l’étau consomme trop d’enveloppe utile.
- Applications qui exigent un accès dessous maximal typique d’une vraie queue d’aronde.
- Chargements très denses sur tombstone ou palette où un montage dédié bas profil acceptera plus de pièces.
Dans de nombreux ateliers, l’étau autocentrant est le meilleur « montage supérieur par défaut », car il absorbe davantage de variabilité sans drame process. Si votre équipe chiffrage voit beaucoup de pièces complexes, des changements fréquents et des lots modérés, une base zéro-point avec étau autocentrant est souvent l’architecture de départ la plus sûre.
4) Quand choisir un système zéro-point
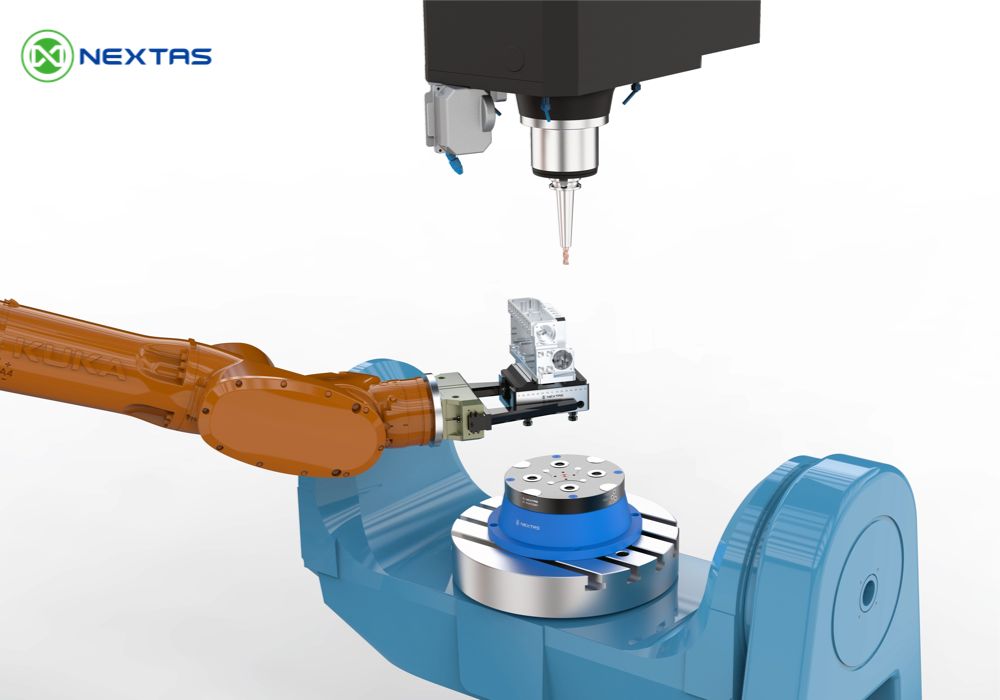
Un système de bridage zéro-point est la bonne réponse lorsque votre goulot d’étranglement n’est pas la prise de pièce, mais le temps de changement, la relocalisation répétable et le taux d’utilisation machine. C’est capital en production high-mix, sur plusieurs machines, et partout où l’on veut préparer hors machine ou automatiser plus tard.
Dans l’offre Nextas, les systèmes palette à changement rapide se situent dans la classe <0,005 mm, tandis que les références MFG et BDS montent dans la classe <0,003 mm avec plus de serrage et des fonctions orientées automatisation: soufflage auto-nettoyant, contrôle d’assise, levage et auto-verrouillage mécanique.
Ce que résout réellement le zéro-point
- Préparation hors machine: les montages sont chargés et contrôlés hors broche.
- Portabilité multi-machines: un standard palette peut circuler entre VMC, HMC, trunnion, contrôle ou robot.
- Reprise répétable: meilleur redémarrage lorsqu’une pièce nécessite une seconde opération ou une modification technique.
- Préparation à l’automatisation: robotisation et transfert palette dépendent d’un repère machine stable.
En revanche, le zéro-point ne remplace pas le moyen supérieur de prise. Si le montage supérieur est instable, mal dimensionné ou mal adapté au brut, l’interface de base ne sauvera pas le process. Les déploiements les plus réussis traitent donc le zéro-point comme l’infrastructure et l’étau / la queue d’aronde / le montage dédié comme la couche application.
| Interface côté machine | Classe de répétabilité | Usage typique | Pourquoi c’est important |
|---|---|---|---|
| Plaque de référence à changement rapide | <0,005 mm | Échanges manuels ou pneumatiques, montages CNC généraux, palettes famille | Standardise vite sans sur-complexifier le stack |
| Référence zéro-point MFG | <0,003 mm | CNC de précision, EDM, FMS robotisé, palettes plus lourdes | Plus de force, nettoyage, seat-check, levage et préparation automation |
| Référence de positionnement BDS | <0,003 mm | Transfert palette indexé, positionnement 4×90°, manutention automatisée à forte rigidité | Fort serrage, indexation fixe, design anti-copeaux étanche, interface de manutention propre |
5) Comment empiler les éléments de bridage pour l’automatisation
C’est ici que beaucoup d’acheteurs obtiennent un meilleur ROI: au lieu de demander à un seul montage de tout faire, ils standardisent l’interface côté machine et font varier le montage supérieur selon la famille de pièces.
Un stack de bridage CNC prêt pour l’automatisation ressemble souvent à ceci:
- Table machine / tombstone
- Base zéro-point ou plaque de référence à changement rapide
- Palette ou plaque standardisée
- Montage supérieur — queue d’aronde, étau autocentrant ou nid dédié
- Jeu de mors / éléments de localisation
- Pièce
C’est cette architecture qui rend le high-mix / low-volume plus scalable. Lorsqu’une commande récurrente revient, vous ne reconstruisez pas tout depuis la fonte de la machine; vous rappelez la bonne palette et le bon montage supérieur.
| Scénario pièce | Montage supérieur recommandé | Ajouter du zéro-point? | Pourquoi |
|---|---|---|---|
| Petite équerre aluminium 5 axes avec languette de matière amovible | Fixation en queue d’aronde | Oui, si les changements sont fréquents | Meilleur accès et forte densité; le zéro-point accélère les échanges palette |
| Corps de vanne / manifold avec repère central et plusieurs largeurs | Étau autocentrant avec pack de mors | Généralement oui | Le serrage centré simplifie la répartition matière et sert les familles récurrentes |
| Électrodes ou palettes EDM passant de la préparation à la machine puis au contrôle | Zéro-point d’abord, puis montage léger si nécessaire | Absolument | La répétabilité de relocalisation est ici le vrai goulet |
| Flux mixte aéronautique / médical avec beaucoup de pièces unitaires | Étau autocentrant + palette queue d’aronde ponctuelle | Oui | La base reste standard alors que le montage supérieur s’adapte pièce par pièce |
| Palettes chargées robot pour équipe de nuit sans présence | Montage supérieur spécifique posé sur une référence zéro-point | Obligatoire | L’automatisation exige une interface stable, répétable et protégée des copeaux |
Un angle ROI simple pour l’acheteur
N’évaluez pas le bridage uniquement par son prix d’achat. Évaluez-le via l’utilisation réelle de la broche. Si l’équipe repère sans cesse les montages, recherche les datums ou reconstruit les setups récurrents, le vrai coût se paie en temps machine, en retard planning et en dérive process.
6) Erreurs fréquentes de sélection
- Acheter pour une seule pièce vitrine au lieu du vrai mix. Choisissez l’architecture qui gère la file récurrente.
- Utiliser une queue d’aronde sans matière suffisante. Si l’état du brut varie, le process devient vite fragile.
- Attendre de la base zéro-point qu’elle compense une mauvaise prise supérieure. La base repositionne la palette; elle ne corrige pas une stratégie de mors faible.
- Négliger la gestion des copeaux et de la contamination. Plus les changements augmentent, plus nettoyage et contrôle d’assise comptent.
- Sauter l’étape de standard palette. Si l’entraxe, les offsets et les références de mors changent à chaque fois, on perd l’essentiel du gain de changement rapide.
Les ateliers les plus performants standardisent par couches: même trame de tirants, mêmes dimensions palette, même interface machine, puis modules supérieurs spécifiques pour la famille de pièces réelle.
Mapping produit Nextas recommandé
Partez de l’application, puis mappez le stack:
- Besoin d’un fort accès 5 axes pour de petits bruts? Commencez par la gamme queue d’aronde.
- Besoin d’un serrage centré flexible pour pièces irrégulières? Commencez par la gamme d’étaux autocentrants.
- Besoin d’accélérer les changements sur jobs récurrents? Ajoutez une plaque de référence à changement rapide.
- Besoin d’une répétabilité plus haut de gamme ou de fonctions d’automatisation? Passez aux systèmes zéro-point MFG ou au positionnement BDS.
7) Conclusion & prochaines étapes
Si vous comparez queue d’aronde vs étau autocentrant vs système zéro-point, la réponse la plus juste est généralement la suivante:
Ne les comparez pas comme des substituts. Comparez-les comme des couches d’un système de production.
La queue d’aronde est souvent la voie la plus rapide vers l’accès 5 axes pour les bons bruts. L’étau autocentrant est souvent le montage supérieur le plus sûr et le plus souple pour les pièces irrégulières ou sensibles. Le zéro-point est l’infrastructure qui rend l’un comme l’autre plus rapide à déployer, plus simple à répéter et plus prêt pour l’automatisation.
Pour les ateliers high-mix, la meilleure stratégie long terme est souvent une base zéro-point standardisée associée à des montages supérieurs spécifiques à l’application. Vous gagnez en vitesse de changement aujourd’hui et vous ouvrez une trajectoire plus propre vers robotisation, planification palette et production lights-out demain.
Besoin d’aide pour choisir le bon stack?
Envoyez-nous votre plan, la matière, l’état du brut, le type de machine et le rythme de lots attendu. Nous vous aiderons à décider si vous devez démarrer avec une queue d’aronde, un étau autocentrant, une base zéro-point ou une solution palette combinée.