Respuesta rápida:
- Elige una fijación cola de milano cuando tengas material sacrificable, necesites acceso máximo en 5 ejes y quieras cargar varias piezas con alta densidad.
- Elige una mordaza autocentrante cuando la pieza deba permanecer centrada, la geometría sea irregular o necesites proteger caras terminadas con mordazas lisas o blandas.
- Elige un sistema de cero-punto cuando los cambios de setup sean frecuentes, el utillaje se mueva entre máquinas o quieras preset offline y cambios rápidos listos para automatización.
- Elige un stack híbrido cuando trabajes en high-mix / low-volume: cero-punto en la base, cola de milano o mordaza sobre el palet, y elementos específicos arriba.
1) Checklist rápida y matriz comparativa
Muchos talleres pierden tiempo porque empiezan con la pregunta equivocada. En lugar de preguntar «¿qué amarre es el más preciso?», conviene preguntar qué capa del stack resuelve qué tarea. En producción real siempre hay tres problemas distintos: sujeción, acceso de herramienta y cambio de utillaje.
- Sujeción de pieza: cómo se agarra realmente el bruto o la pieza terminada.
- Acceso de herramienta: cuánto espacio queda para 3 ejes, 4 ejes o 5 ejes simultáneos.
- Cambio de utillaje: con qué rapidez la placa o el palet salen y vuelven a máquina manteniendo un datum repetible.
La cola de milano es principalmente una solución de sujeción y acceso. La mordaza autocentrante es una solución de sujeción y centrado. El cero-punto es una solución de cambio y repetibilidad. Cuando separas estas funciones, la selección se vuelve mucho más clara.
| Tipo | Mejor para | Fortaleza principal | Vigila esto | Punto de partida Nextas |
|---|---|---|---|---|
| Cola de milano | Piezas pequeñas, material sacrificable, acceso 5 ejes, carga múltiple | Baja obstrucción, agarre por debajo, alta densidad de carga | Necesita sobrematerial; no ideal para caras finas terminadas ni fundidos inestables | Dispositivos neumáticos monoestación y de tres estaciones |
| Mordaza autocentrante | Geometrías irregulares, piezas con datum central, mordazas flexibles, materiales mixtos | Sujeción simétrica, centrado repetible, opciones de mordaza dura/blanda | Menor acceso de herramienta que una cola de milano pura; la estrategia de mordazas importa mucho | Mordazas autocentrantes de 52 mm / 96 mm |
| Sistema de cero-punto | Cambios frecuentes, preset offline, transferencia de palets, automatización | Cambio rápido repetible, datum máquina estandarizado, coherencia entre varias máquinas | No sustituye el amarre superior; el control de viruta y limpieza sigue siendo crítico | Placas rápidas manuales / neumáticas o sistemas MFG |
| Stack híbrido | Producción high-mix / low-volume con familias recurrentes | Combina cambio rápido con sujeción específica por aplicación | Exige disciplina de palets, patrón de tirantes estándar y planificación de proceso | Base cero-punto + mordaza o cola de milano arriba |
2) Cuándo elegir una fijación cola de milano
La sujeción por cola de milano suele ser la opción más eficiente cuando la pieza parte de un bruto mecanizable con suficiente material en la cara de agarre. Destaca sobre todo en mecanizado 5 ejes de piezas pequeñas en aluminio o inoxidable, porque el útil obtiene acceso amplio a cinco caras mientras la fuerza de sujeción entra por una geometría estrecha bajo la pieza.
En el catálogo de Nextas, la familia neumática monoestación está posicionada para apriete rápido con >2.500 N de fuerza, ≤30 kg de carga y carrera compacta. Las tablas de recomendación ayudan además a vincular el tamaño de la cola con el espesor y ancho del bruto, algo muy útil cuando se quiere estandarizar familias de material antes del mecanizado.
Dónde gana la cola de milano
- Máximo acceso de herramienta para mecanizado por múltiples caras sin mordazas altas que molesten.
- Alta densidad de piezas cuando quieres colocar varios brutos en trunnion, tombstone o palet.
- Presentación repetible del bruto para familias de piezas cortadas de barra o placa.
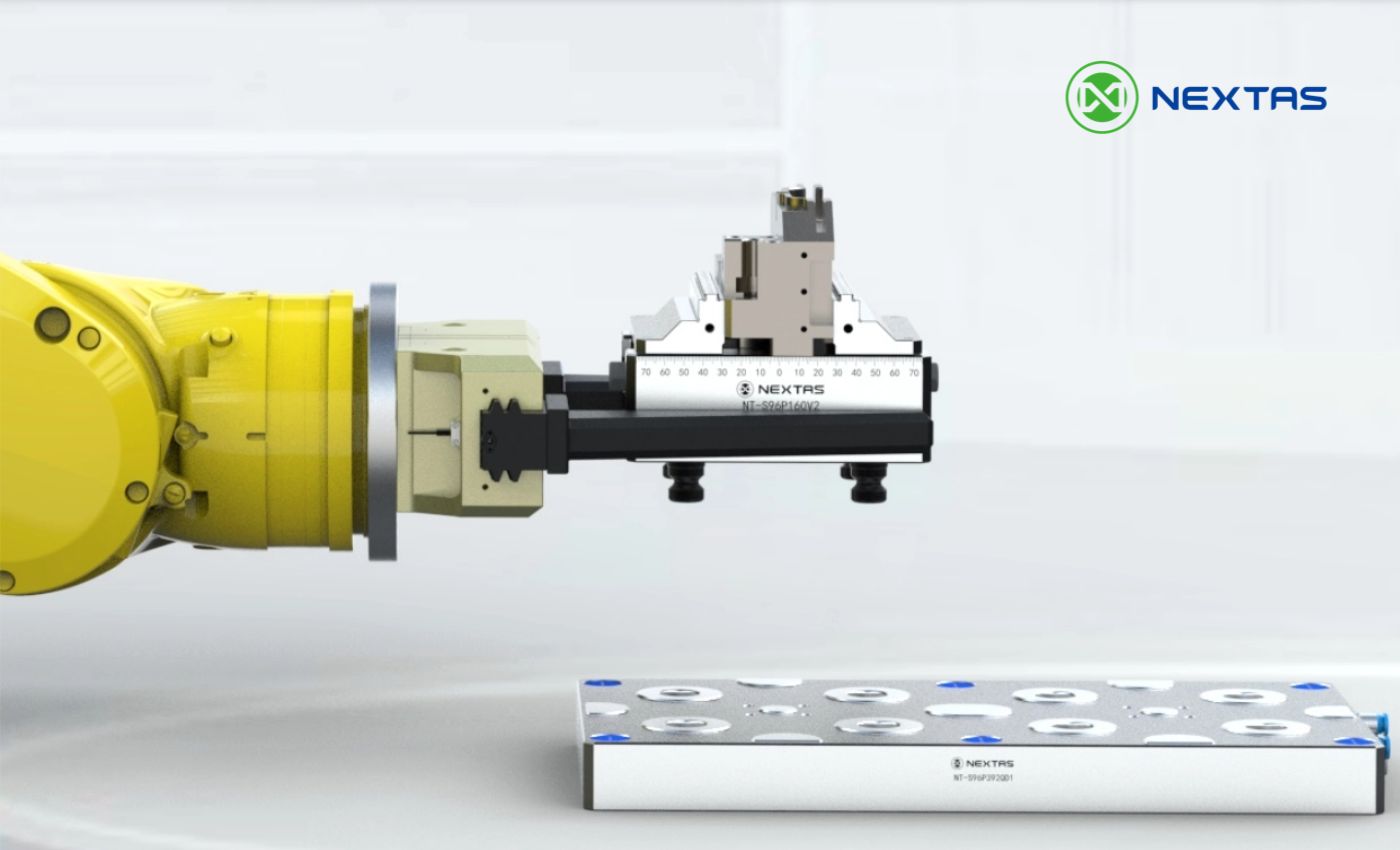
- Compatibilidad con automatización cuando el montaje se coloca sobre una interfaz estandarizada.
Dónde pierde la cola de milano
- Piezas con muy poco material sacrificable o sin una zona segura para mecanizar la cola.
- Componentes de pared delgada o con exigencia cosmética donde la deformación por debajo puede transferirse a la forma final.
- Fundidos, forjados o brutos oxicortados con demasiada variación para una zona de agarre estrecha.
Si tu programador ya añade una base sacrificable para lograr acceso 5 ejes, la cola de milano suele generar el setup más limpio. Pero si el estado del bruto es inconsistente o la pieza debe mantenerse centrada respecto a un datum funcional, la mordaza autocentrante suele ser más segura.
Punto de control antes de comprar: confirma cuánto material puedes dedicar a la cola de milano, si ese material se eliminará en una operación posterior y si la cara de agarre será consistente en todo el lote de brutos.
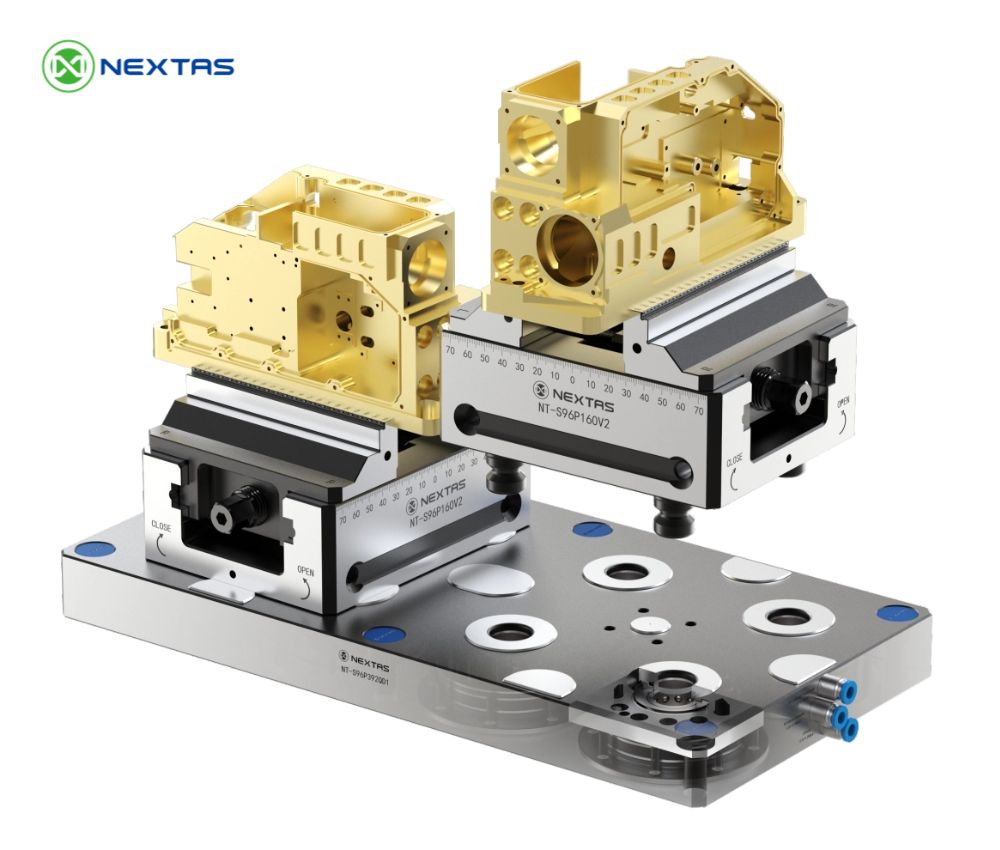
3) Cuándo elegir una mordaza autocentrante
Una mordaza autocentrante para CNC suele ser mejor cuando la pieza debe permanecer centrada sobre el palet, cuando la geometría es irregular o cuando necesitas flexibilidad mediante el juego de mordazas para varias familias de piezas. También es más tolerante cuando el bruto no es perfectamente uniforme.
La gama Nextas muestra bien su posición en el stack: la serie de 52 mm está especificada con 14.000 N y repetibilidad <0,02 mm, mientras que la serie de 96 mm sube a 20.000 N en la misma clase. Las mordazas duras pueden invertirse, dividirse o cambiarse; las blandas permiten contacto conforme o sujeción de superficies acabadas cuando una cola de milano resultaría demasiado agresiva.
Dónde gana la mordaza autocentrante
- Control de centrado para piezas que necesitan distribución simétrica de material respecto a la trayectoria de herramienta.
- Geometrías irregulares donde el contacto de mordaza se adapta mejor que una cola de milano.
- Superficies sensibles o terminadas cuando son necesarias mordazas lisas o blandas personalizadas.
- Flexibilidad entre familias sin cambiar toda la estrategia del palet.
Dónde pierde la mordaza autocentrante
- Piezas muy pequeñas en las que el cuerpo de la mordaza consume demasiado volumen útil.
- Trabajos que requieren el máximo acceso inferior que sí ofrece la cola de milano.
- Cargas de alta densidad donde un dispositivo dedicado de perfil bajo puede alojar más piezas.
Para muchos talleres, la mordaza autocentrante es el utillaje superior “por defecto” más práctico porque absorbe más variación de pieza con menos drama de proceso. Si tu equipo de ofertas ve piezas complejas, cambios frecuentes y lotes moderados, una base cero-punto más mordaza autocentrante suele ser la arquitectura inicial más segura.
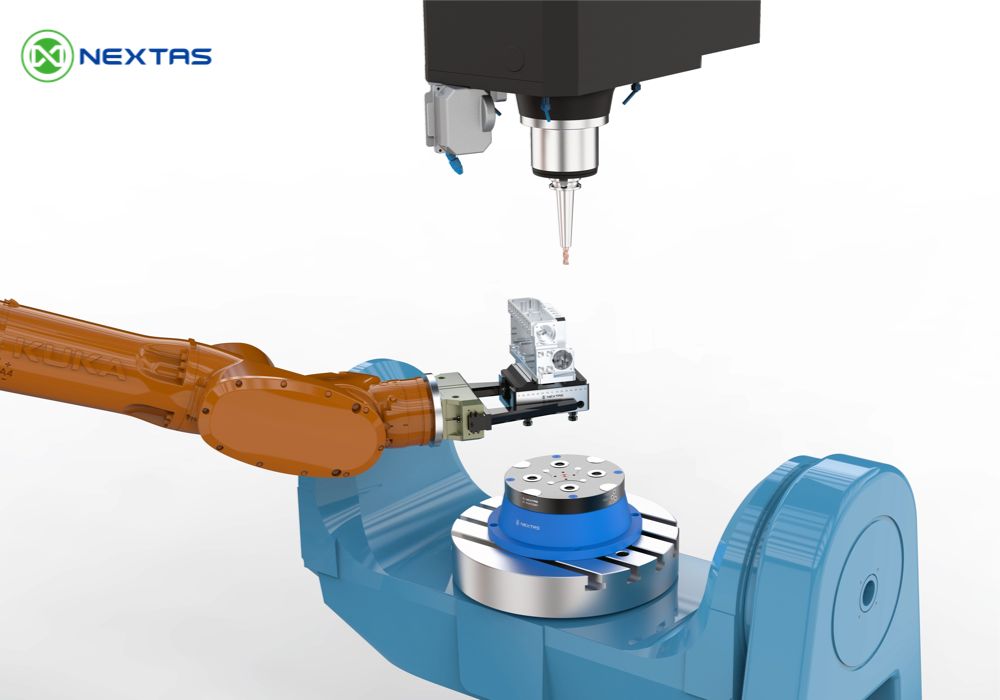
4) Cuándo elegir un sistema de cero-punto
Un sistema de amarre cero-punto es la respuesta correcta cuando tu cuello de botella no es agarrar la pieza, sino el tiempo de cambio, la recolocación repetible y la utilización de máquina. Eso importa especialmente en high-mix, en entornos con varias máquinas y en cualquier proceso que quiera preset offline o automatización futura.
Dentro de la gama Nextas, las placas de cambio rápido trabajan en la clase de <0,005 mm, mientras que los sistemas MFG y BDS se posicionan en la clase de <0,003 mm con más fuerza de apriete y funciones orientadas a automatización como aire autolimpiante, seat-check, elevación y autobloqueo mecánico.
Qué resuelve realmente el cero-punto
- Preset offline: el utillaje se carga y se indica fuera de máquina, sin consumir tiempo de husillo.
- Portabilidad entre máquinas: un estándar de palet puede moverse entre VMC, HMC, trunnion, metrología o robot.
- Reamarrado repetible: mejor recuperación de proceso cuando una pieza vuelve para segunda operación o cambio de ingeniería.
- Preparación para automatización: la carga robótica y la transferencia de palets dependen de un datum máquina estable.
Lo que el cero-punto no hace es reemplazar el método superior de sujeción. Si el utillaje superior es inestable, está mal dimensionado o no encaja con el bruto, la base no salvará el proceso. Por eso las instalaciones más sólidas tratan el cero-punto como infraestructura y la mordaza / cola de milano / útil especial como capa de aplicación.
| Interfaz lado máquina | Clase de repetibilidad | Uso típico | Por qué importa |
|---|---|---|---|
| Placa datum de cambio rápido | <0,005 mm | Cambios manuales o neumáticos, utillaje CNC general, palets de familia | Estandariza rápido sin complicar demasiado el stack |
| Datum cero-punto MFG | <0,003 mm | CNC de precisión, EDM, FMS robotizado, palets pesados | Más fuerza, limpieza, seat-check, elevación y preparación para automatización |
| Datum de posicionamiento BDS | <0,003 mm | Transferencia indexada, posicionamiento 4×90°, manipulación automatizada de alta rigidez | Gran apriete, indexado fijo, diseño sellado anti-viruta e interfaz de handling |
5) Cómo apilar el amarre para automatización
Aquí es donde muchos compradores obtienen mejor ROI: no le piden a un solo utillaje que lo haga todo, sino que estandarizan la interfaz del lado máquina y dejan variar el amarre superior según la familia de pieza.
Un stack de amarre CNC preparado para automatización suele verse así:
- Mesa de máquina / tombstone
- Base cero-punto o placa datum de cambio rápido
- Palet o placa estandarizada
- Utillaje superior — cola de milano, mordaza autocentrante o nido especial
- Juego de mordazas / elementos de localización
- Pieza
Esta arquitectura es la que hace escalable la producción high-mix / low-volume. Cuando vuelve un pedido repetitivo, no reconstruyes todo desde cero; recuperas el palet correcto con el utillaje superior correcto.
| Escenario de pieza | Utillaje superior recomendado | ¿Añadir cero-punto? | Por qué |
|---|---|---|---|
| Escuadra pequeña de aluminio 5 ejes con pestaña de material removible | Fijación cola de milano | Sí, si hay cambios frecuentes | Mejor acceso y alta densidad; el cero-punto acelera los cambios de palet |
| Cuerpo de válvula / manifold con datum central y varias anchuras | Mordaza autocentrante con paquete de mordazas | Normalmente sí | La sujeción centrada simplifica la distribución de material y soporta familias recurrentes |
| Electrodos o palets EDM entre preparación, máquina e inspección | Primero cero-punto, luego utillaje ligero si hace falta | Absolutamente | La repetibilidad de recolocación es el verdadero cuello de botella |
| Cola mixta aeroespacial / médica con muchos prototipos unitarios | Mordaza autocentrante + palet dedicado de cola de milano en algunos casos | Sí | Mantiene estándar la base mientras el utillaje superior se adapta pieza a pieza |
| Palets cargados por robot para turno nocturno sin operario | Utillaje específico sobre datum cero-punto | Obligatorio | La automatización necesita una interfaz estable, repetible y protegida frente a contaminación |
Una mirada simple de ROI para el comprador
No valores el amarre solo por precio de compra. Valóralo por utilización real de husillo. Si el equipo repite indicas, busca datums o reconstruye setups en trabajos recurrentes, el coste real aparece en tiempo de máquina, retrasos y variación de proceso.
6) Errores comunes al seleccionar amarre
- Comprar para una pieza escaparate y no para el mix real. Elige la arquitectura que soporta la cola recurrente.
- Usar cola de milano sin sobrematerial seguro. Si el estado del bruto varía, el proceso se vuelve frágil rápido.
- Esperar que la base cero-punto compense un mal amarre superior. La base devuelve el palet; no arregla una mala estrategia de mordazas.
- Ignorar viruta y contaminación. Cuantos más cambios haya, más importantes serán la limpieza, el seat-check y el aire de soplado.
- No definir un estándar de palets. Si patrón de tirantes, offsets y referencias cambian siempre, se pierde gran parte del beneficio del cambio rápido.
Los talleres más sólidos estandarizan por capas: patrón común de tirantes, dimensiones comunes de palet, interfaz lado máquina común y módulos superiores específicos para la familia de piezas real.
Mapa recomendado de productos Nextas
Empieza por la aplicación y luego mapea el stack:
- ¿Necesitas máximo acceso 5 ejes para brutos pequeños? Empieza por la gama de cola de milano.
- ¿Necesitas sujeción centrada flexible para piezas irregulares? Empieza por la gama de mordazas autocentrantes.
- ¿Necesitas cambios de setup más rápidos en trabajos recurrentes? Añade una placa datum de cambio rápido.
- ¿Buscas mayor repetibilidad o funciones de automatización? Sube a sistemas MFG zero-point o a BDS positioning datum.
7) Conclusión y próximos pasos
Si estás comparando cola de milano vs mordaza autocentrante vs sistema de cero-punto, la respuesta más precisa suele ser esta:
No los compares como sustitutos. Compáralos como capas de un sistema productivo.
La cola de milano suele ser la vía más rápida hacia acceso 5 ejes para el bruto correcto. La mordaza autocentrante suele ser el utillaje superior más seguro y flexible para piezas irregulares o sensibles. El cero-punto es la infraestructura que hace que cualquiera de los dos sea más rápido de desplegar, más fácil de repetir y más apto para automatización.
Para talleres high-mix, la estrategia de largo plazo más fuerte suele ser una base cero-punto estandarizada más utillajes superiores específicos por aplicación. Eso mejora hoy la velocidad de cambio y deja una ruta más limpia hacia carga robótica, planificación por palets y lights-out mañana.
¿Te ayudamos a elegir el stack correcto?
Envíanos plano, material, condición del bruto, tipo de máquina y patrón de lote esperado. Te ayudaremos a decidir si conviene empezar con cola de milano, mordaza autocentrante, base cero-punto o una solución combinada con palets.