Kurzantwort:
- Wählen Sie eine Schwalbenschwanz-Spannvorrichtung, wenn Sie Opfermaterial haben, maximale 5-Achs-Zugänglichkeit brauchen und mehrere Rohteile dicht packen möchten.
- Wählen Sie einen Zentrischspanner, wenn das Teil zentriert bleiben muss, die Geometrie unregelmäßig ist oder fertige Flächen mit glatten bzw. weichen Backen geschützt werden sollen.
- Wählen Sie ein Nullpunkt-System, wenn Rüstwechsel häufig sind, Vorrichtungen zwischen Maschinen wandern oder Offline-Voreinstellung sowie automatisierungsfähige Schnellwechsel gefordert sind.
- Wählen Sie einen Hybrid-Aufbau, wenn Sie High-Mix/Low-Volume fertigen: Nullpunkt unten, Spanner oder Schwalbenschwanz auf der Palette und anwendungsspezifische Backen ganz oben.
1) Schnelle Auswahl & Vergleichsmatrix
Viele Werkstätten verlieren Zeit, weil sie die falsche erste Frage stellen. Statt „Welches Spannmittel ist am genauesten?“ sollten Sie fragen: Welche Ebene im Spannaufbau löst welche Aufgabe? In der Praxis geht es immer um drei verschiedene Themen: Greifen, Zugänglichkeit und Rüstwechsel.
- Teilegreifen: Wie Rohteil oder Fertigteil tatsächlich gehalten werden.
- Teilezugang: Wie viel Platz das Werkzeug bei 3-Achs-, 4-Achs- oder simultaner 5-Achs-Bearbeitung hat.
- Vorrichtungswechsel: Wie schnell Palette oder Spannmittel von der Maschine herunter und wieder reproduzierbar zurückkommt.
Eine Schwalbenschwanz-Lösung ist primär eine Greif- und Zugangsstrategie. Ein Zentrischspanner ist primär eine Greif- und Zentrierstrategie. Ein Nullpunkt-System ist primär eine Wechsel- und Wiederholgenauigkeitsstrategie. Sobald Sie diese Ebenen trennen, wird die Auswahl deutlich klarer.
| Spannmittel | Ideal für | Hauptstärke | Darauf achten | Typischer Nextas-Startpunkt |
|---|---|---|---|---|
| Schwalbenschwanz-Spannvorrichtung | Kleine Teile, Opfermaterial, 5-Achs-Zugang, Mehrfachbeladung | Wenig Störung, starker Untergriff, hohe Teilezahl pro Palette | Benötigt Materialzugabe; ungeeignet für dünne Fertigflächen oder instabile Gussrohlinge | Einfach- und Dreifach-Pneumatik-Schwalbenschwanz-Spanner |
| Zentrischspanner | Unregelmäßige Geometrie, zentrierte Bezugsteile, flexible Backen, Mischmaterial | Symmetrische Spannung, reproduzierbare Zentrierung, Hart-/Weichbacken | Weniger Werkzeugzugang als echter Schwalbenschwanz; Backenstrategie ist entscheidend | 52-mm- / 96-mm-Zentrischspanner |
| Nullpunkt-System | Häufige Rüstwechsel, Offline-Voreinstellung, Palettentransfer, Automatisierung | Schneller reproduzierbarer Wechsel, standardisiertes Maschinen-Nullmaß, Konsistenz über mehrere Maschinen | Ersetzt das obere Spannmittel nicht; Sauberkeit der Schnittstellen bleibt kritisch | Manuelle / pneumatische Schnellwechselplatten oder MFG-Nullpunktsysteme |
| Hybrid-Aufbau | High-Mix/Low-Volume mit wiederkehrenden Teilefamilien | Kombiniert Schnellwechsel mit anwendungsspezifischem Greifen | Erfordert Palettenstandard, einheitliches Bolzenbild und Prozessdisziplin | Nullpunkt-Basis + Spanner oder Schwalbenschwanz oben |
2) Wann sich eine Schwalbenschwanz-Spannvorrichtung lohnt
Schwalbenschwanz-Spanntechnik ist meist dann die effizienteste Lösung, wenn Ihr Teil als gut bearbeitbarer Rohling mit genügend Materialzugabe an der Greifseite startet. Besonders stark ist sie bei kleinen Aluminium- oder Edelstahlteilen in der 5-Achs-Bearbeitung, weil der Fräser von fünf Seiten frei arbeiten kann, während der Halt über eine schmale Unterseiten-Geometrie erfolgt.
Im Nextas-Katalog ist die pneumatische Einzelstation unter anderem für schnelles Spannen mit >2.500 N Spannkraft, ≤30 kg Last und kompaktem Hub positioniert. Die Empfehlungstabellen helfen außerdem, Schwalbenschwanzgröße, Rohteilbreite und Dicke systematisch zusammenzubringen – genau das ist hilfreich, wenn Sie Rohteilfamilien standardisieren wollen.
Wo Schwalbenschwanz-Lösungen gewinnen
- Maximaler Werkzeugzugang für Mehrseitenbearbeitung ohne störende hohe Backen.
- Hohe Packungsdichte, wenn mehrere Rohlinge auf Trunnion, Palette oder Grabstein untergebracht werden sollen.
- Reproduzierbare Rohteilpräsentation bei Serien aus gesägtem Flach- oder Rundmaterial.
- Automatisierungstauglichkeit, wenn der Aufbau auf standardisierten Paletten oder Schnittstellen sitzt.
Wo Schwalbenschwanz-Lösungen verlieren
- Teile mit zu wenig sicherem Opfermaterial oder ohne sinnvolle Stelle zum Einbringen der Schwalbenschwanzkontur.
- Dünnwandige oder optisch kritische Bauteile, bei denen sich Unterseitenverzug auf die Endgeometrie übertragen kann.
- Guss-, Schmiede- oder Brennteile mit zu großen Rohteilabweichungen für eine schmale Greifkontur.
Wenn Ihr CAM-Programmierer ohnehin einen Opferfuß oder Träger vorsieht, um 5-Achs-Zugänglichkeit zu erhalten, ist Schwalbenschwanz-Spanntechnik oft der sauberste Weg. Wenn der Rohzustand jedoch stark streut oder das Teil um einen Funktionsbezug zentriert bleiben muss, ist ein Zentrischspanner meist robuster.
Praktischer Prüfpunkt vor dem Kauf: Klären Sie, wie viel Material Sie dem Schwalbenschwanz widmen können, ob dieses Material in einer späteren Operation entfernt wird und ob die Greiffläche über die gesamte Rohteillieferung hinweg ausreichend konstant bleibt.
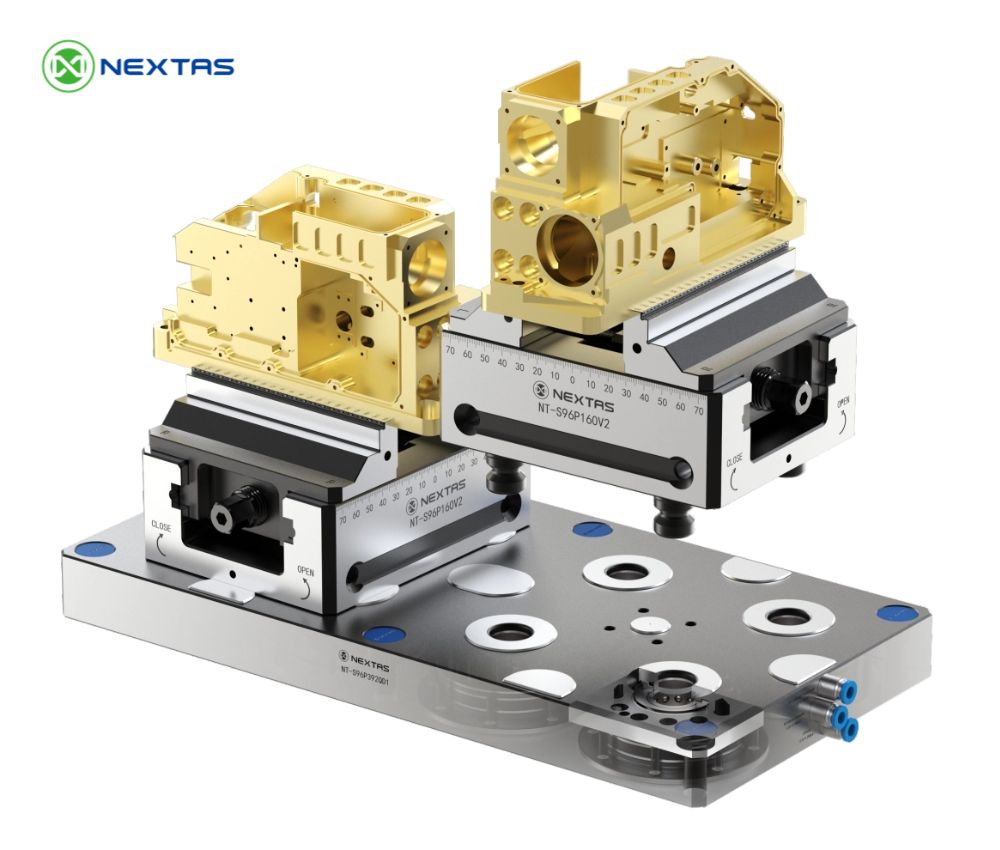
3) Wann ein Zentrischspanner die bessere Wahl ist
Ein Zentrischspanner für CNC-Bearbeitung ist meist die bessere Antwort, wenn das Werkstück über der Palette zentriert bleiben muss, die Geometrie unregelmäßig ist oder verschiedene Teilefamilien über die Backenstrategie abgedeckt werden sollen. Er ist auch toleranter, wenn der Rohzustand nicht zuverlässig gleichförmig ist.
Die Nextas-Zentrischspanner zeigen gut, wo diese Produktfamilie im Aufbau sitzt: Die 52-mm-Serie ist mit 14.000 N Spannkraft und <0,02 mm Wiederholgenauigkeit angegeben, die 96-mm-Serie steigt auf 20.000 N bei derselben Genauigkeitsklasse. Hartbacken lassen sich drehen, teilen oder wechseln; Weichbacken erlauben formschlüssiges oder oberflächenschonendes Spannen, wenn ein Schwalbenschwanz zu aggressiv wäre.
Wo Zentrischspanner gewinnen
- Kontrollierte Zentrierung für Teile, die symmetrische Materialverteilung zur Werkzeugbahn brauchen.
- Unregelmäßige Geometrien, bei denen die Backen einfacher angepasst werden können als eine Schwalbenschwanz-Kontur.
- Empfindliche Oberflächen, wenn glatte Hartbacken oder kundenspezifische Weichbacken nötig sind.
- Flexibilität über Teilefamilien hinweg, ohne den gesamten Palettenaufbau ändern zu müssen.
Wo Zentrischspanner verlieren
- Sehr kleine Teile, bei denen der Spannkörper zu viel Arbeitsraum verbraucht.
- Jobs, die die maximal mögliche Unterseiten-Zugänglichkeit eines Schwalbenschwanz-Setups verlangen.
- Hochdichte Mehrfachaufbauten auf Grabstein oder Palette, bei denen eine dedizierte Flachvorrichtung mehr Teile aufnehmen kann.
Für viele Werkstätten ist der Zentrischspanner das praktischste „Standard-Oberteil“, weil er deutlich mehr Teilevarianz mit weniger Prozessdrama abdeckt. Wenn Ihre Angebotsabteilung viele komplexe Werkstücke, häufige Mixwechsel und mittlere Losgrößen sieht, ist eine Nullpunkt-Basis plus Zentrischspanner oft die sicherste Startarchitektur.
4) Wann ein Nullpunkt-System sinnvoll ist
Ein Nullpunkt-Spannsystem ist die richtige Antwort, wenn Ihr Engpass nicht im Greifen des Teils liegt, sondern in Rüstzeit, reproduzierbarer Umpositionierung und Maschinenauslastung. Das ist vor allem in High-Mix-Fertigung, Multi-Maschinen-Umgebungen und bei jedem Prozess mit Offline-Setup oder geplanter Automatisierung relevant.
Im Nextas-Programm liegen Schnellwechselplatten in der Klasse von <0,005 mm, während MFG- und BDS-Datumsysteme in der Klasse von <0,003 mm positioniert sind – mit mehr Spannkraft und Automatisierungsfunktionen wie Reinigungsluft, Sitzkontrolle, Lift-Funktion und mechanischer Selbsthemmung.
Was Nullpunkt-Systeme tatsächlich lösen
- Offline-Setup: Vorrichtungen werden außerhalb der Maschine bestückt und ausgerichtet statt Spindelzeit zu verbrauchen.
- Portabilität über mehrere Maschinen: Ein Palettenstandard kann zwischen VMC, HMC, Trunnion, Messraum oder Robotik pendeln.
- Wiederholbares Nachspannen: Bessere Prozesssicherheit für Zweitoperationen oder Engineering-Änderungen.
- Automatisierungsfähigkeit: Roboterbeladung und Palettentransfer leben von einer stabilen, standardisierten Maschinenschnittstelle.
Ein Nullpunkt-System ersetzt jedoch nicht das obere Spannmittel. Ist die obere Vorrichtung instabil, falsch dimensioniert oder schlecht auf das Rohteil abgestimmt, rettet die Basisschnittstelle den Prozess nicht. Erfolgreiche Installationen behandeln daher Nullpunkt als Infrastruktur und Spanner / Schwalbenschwanz / Sondervorrichtung als Anwendungsebene.
| Maschinenseitige Schnittstelle | Wiederholgenauigkeitsklasse | Typischer Einsatz | Warum das wichtig ist |
|---|---|---|---|
| Schnellwechsel-Referenzplatte | <0,005 mm | Manuelle oder pneumatische Wechsel, allgemeine CNC-Aufspannungen, Familienpaletten | Schnelle Standardisierung ohne unnötig komplexen Aufbau |
| MFG-Nullpunkt-Referenz | <0,003 mm | Präzisions-CNC, Erodieren, robotische FMS-Zellen, schwerere Paletten | Mehr Spannkraft, Reinigung, Sitzkontrolle, Lift und Automatisierungsbereitschaft |
| BDS-Positionierdatum | <0,003 mm | Indexierter Palettentransfer, 4×90° Positionierung, hochsteife Automatisierung | Hohe Spannkraft, feste Indexierung, abgedichtetes Späneschutz-Design, saubere Handhabungsschnittstelle |
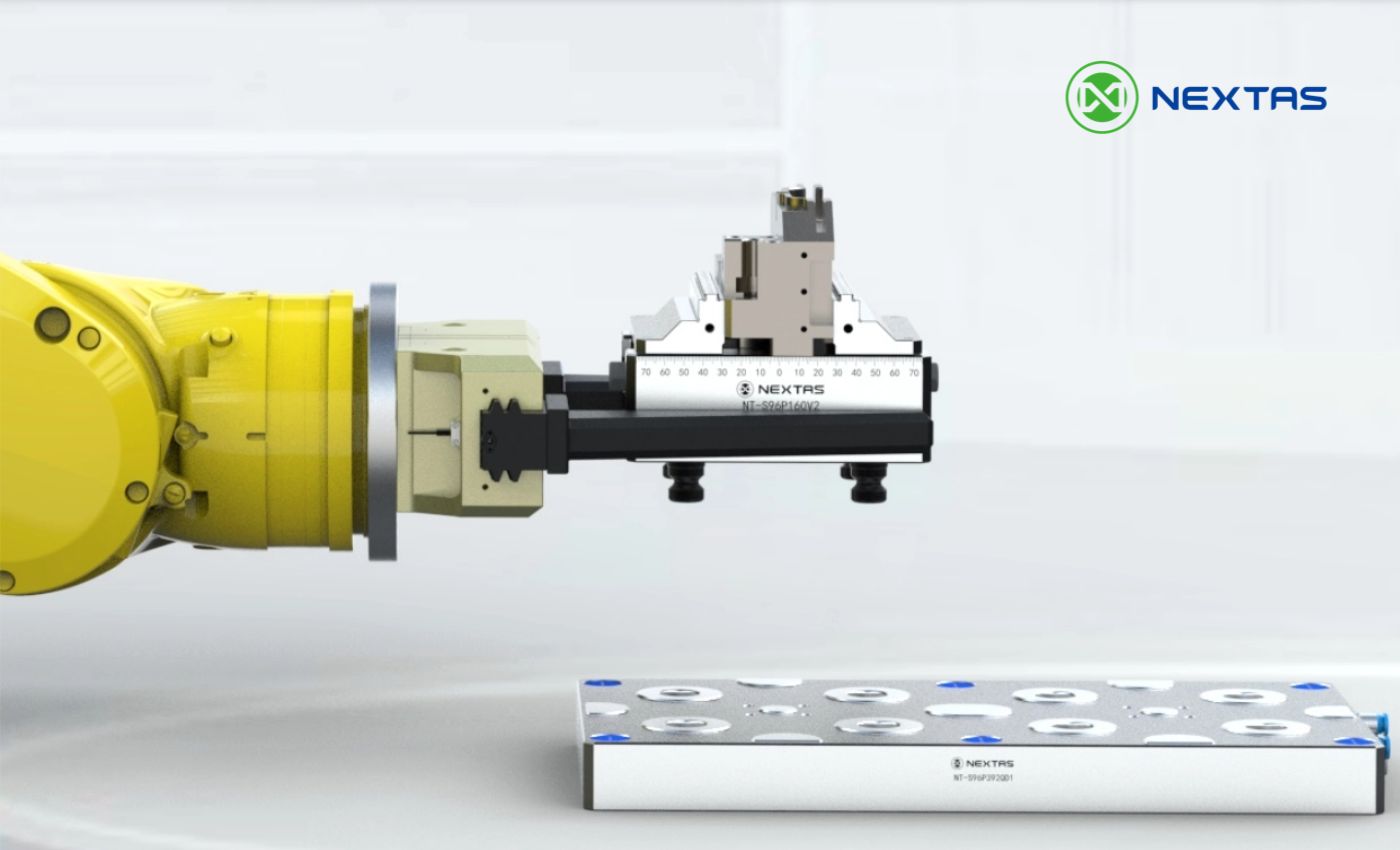
5) So stapeln Sie Spannmittel für die Automatisierung
Hier entsteht für viele Käufer der bessere ROI: Nicht ein Spannmittel soll alles erledigen, sondern die maschinenseitige Schnittstelle wird standardisiert und das obere Spannmittel je Teilefamilie variiert.
Ein praxistauglicher, automatisierungsfähiger CNC-Spannaufbau sieht oft so aus:
- Maschinentisch / Grabstein
- Nullpunkt-Basis oder Schnellwechsel-Referenzplatte
- Standardisierte Palette oder Platte
- Oberes Spannmittel – Schwalbenschwanz, Zentrischspanner oder kundenspezifisches Nest
- Backenpaket / Positionierelemente
- Werkstück
Genau diese Architektur macht High-Mix/Low-Volume skalierbar. Wenn ein Wiederholauftrag zurückkehrt, bauen Sie nicht alles vom Gusskörper der Maschine aufwärts neu auf, sondern rufen die passende Palette mit dem passenden Oberteil ab.
| Teilszenario | Empfohlenes oberes Spannmittel | Nullpunkt ergänzen? | Warum |
|---|---|---|---|
| Kleine 5-Achs-Aluminiumkonsole mit entfernbarer Materiallasche | Schwalbenschwanz-Spannvorrichtung | Ja, wenn häufig umgerüstet wird | Beste Zugänglichkeit und hohe Packungsdichte; Nullpunkt beschleunigt Palettenwechsel |
| Ventilblock / Manifold mit Mittelbezug und mehreren Breitenvarianten | Zentrischspanner mit Backenpaket | Meist ja | Zentrierte Spannung vereinfacht die Materialverteilung und unterstützt wiederkehrende Teilefamilien |
| Elektroden oder EDM-Paletten zwischen Vorbereitung, Maschine und Messraum | Nullpunkt zuerst, dann leichtes Oberteil nach Bedarf | Unbedingt | Reproduzierbare Umpositionierung ist hier der eigentliche Engpass |
| Gemischte Luftfahrt-/Medizintechnik-Prototypen mit vielen Einzelteilen | Zentrischspanner + gelegentliche dedizierte Schwalbenschwanz-Palette | Ja | Die Basis bleibt standardisiert, während das Oberteil je Teil angepasst wird |
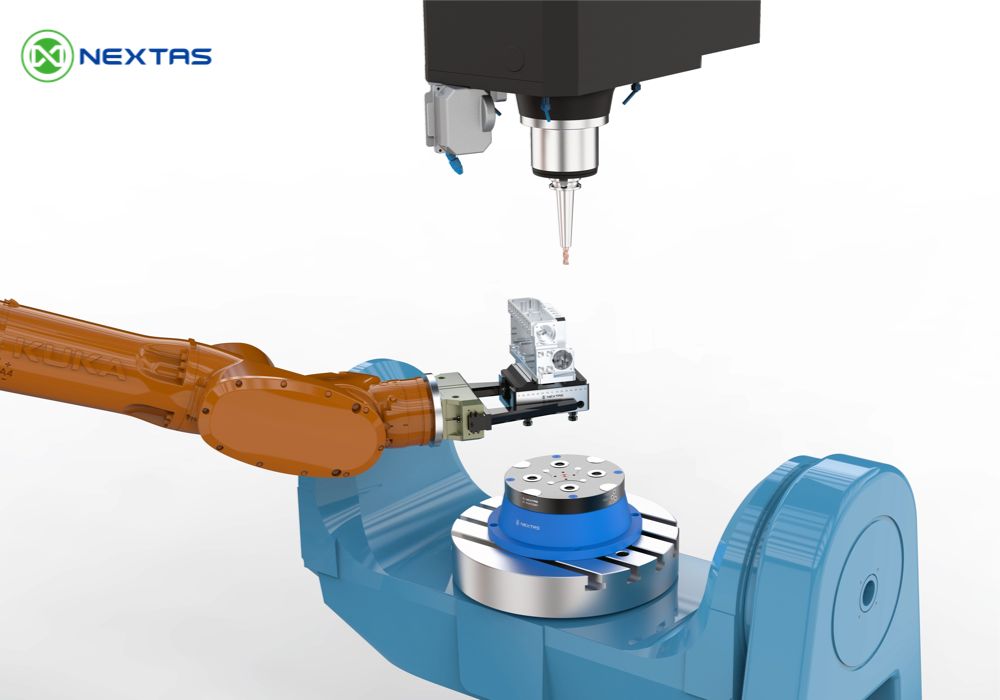
| Roboterbeladene Paletten für mannlose Nachtschicht | Anwendungsspezifisches Oberteil auf Nullpunkt-Datum | Pflicht | Automatisierung braucht eine stabile, reproduzierbare und spänesichere Schnittstelle |
Ein einfacher ROI-Blick für Entscheider
Bewerten Sie Spanntechnik zudem nach Einkaufspreis, sondern nach Spindelauslastung. Wenn Ihr Team wiederholt Vorrichtungen neu eintastet, Bezugspunkte sucht oder wiederkehrende Setups neu aufbaut, zahlen Sie in Maschinentakt, Terminverzug und Prozessinstabilität. Genau deshalb standardisieren viele Fertiger zuerst die Wechsel- und Datumschicht.
6) Typische Auswahlfehler bei Spanntechnik
- Für ein Vorzeige-Teil statt für den echten Teilemix kaufen. Wählen Sie die Architektur, die die wiederkehrende Warteschlange trägt.
- Schwalbenschwanz einsetzen, obwohl keine sichere Materialzugabe vorhanden ist. Bei schwankendem Rohteilzustand wird der Prozess schnell fragil.
- Erwarten, dass die Nullpunkt-Basis schwaches Ober-Spannen kompensiert. Die Basis positioniert die Palette, sie heilt aber keine schlechte Backenstrategie.
- Späne- und Schmutzmanagement unterschätzen. Mit steigender Wechselrate werden Reinigungsluft und Sitzkontrolle wichtiger, nicht unwichtiger.
- Ohne Palettenstandard arbeiten. Wenn Bolzenbild, Offsets und Backenbezüge jedes Mal wechseln, verschenken Sie den Schnellwechselvorteil.
Die erfolgreichsten Fertiger standardisieren in Schichten: gemeinsames Bolzenbild, gemeinsame Palettenabmessung, gemeinsame Maschinenschnittstelle und dann anwendungsspezifische Obermodule für die eigentliche Teilefamilie.
Empfohlene Nextas-Produktzuordnung
Starten Sie bei der Anwendung und leiten Sie daraus den Stack ab:
- Maximaler 5-Achs-Zugang für kleine Rohlinge? Starten Sie mit der Schwalbenschwanz-Serie.
- Flexible zentrierte Spannung für unregelmäßige Teile? Starten Sie mit der Zentrischspanner-Serie.
- Schnellere Rüstwechsel bei wiederkehrenden Jobs? Ergänzen Sie eine Schnellwechsel-Referenzplatte.
- Höhere Wiederholgenauigkeit oder Automatisierungsfunktionen nötig? Wechseln Sie zu MFG-Nullpunktsystemen oder BDS-Positionierdatum.
7) Fazit & nächste Schritte
Wenn Sie Schwalbenschwanz-Spannvorrichtung vs Zentrischspanner vs Nullpunkt-System vergleichen, lautet die genaueste Antwort meist so:
Vergleichen Sie diese Lösungen nicht als Ersatz füreinander. Vergleichen Sie sie als Ebenen eines Produktionssystems.
Eine Schwalbenschwanz-Lösung ist oft der schnellste Weg zu 5-Achs-Zugang für geeignete Rohteile. Ein Zentrischspanner ist häufig das sicherste und flexibelste Oberteil für unregelmäßige oder empfindliche Teile. Ein Nullpunkt-System ist die Infrastruktur, die beides schneller verfügbar, leichter wiederholbar und automatisierungsfähig macht.
Für High-Mix-Betriebe ist die stärkste Langfriststrategie meist eine standardisierte Nullpunkt-Basis plus anwendungsspezifische Ober-Spannmittel. So verbessern Sie heute die Rüstgeschwindigkeit und schaffen morgen den saubereren Weg zu Robotik, Palettenplanung und mannloser Fertigung.
Brauchen Sie Hilfe beim richtigen Stack?
Senden Sie uns Zeichnung, Material, Rohteilzustand, Maschinentyp und erwartetes Losgrößenmuster. Wir sagen Ihnen, ob Sie mit Schwalbenschwanz, Zentrischspanner, Nullpunkt-Basis oder einer kombinierten Palettenlösung starten sollten.





