Короткий ответ:
- Выбирайте «ласточкин хвост», если у вас есть технологический припуск, нужен максимальный 5-осевой доступ и плотная загрузка нескольких деталей.
- Выбирайте самоцентрирующие тиски, если деталь должна оставаться по центру, геометрия нестандартная или необходимо защитить чистовые поверхности мягкими / гладкими губками.
- Выбирайте систему zero-point, если переналадки происходят часто, оснастка перемещается между станками или нужен offline presetting и быстрые смены под автоматизацию.
- Выбирайте гибридный stack, если вы работаете в high-mix / low-volume: zero-point в основании, тиски или «ласточкин хвост» на паллете, а сверху — прикладные элементы под семью деталей.
1) Быстрый чек-лист и матрица сравнения
Многие цеха теряют время, потому что сначала задают неправильный вопрос. Вместо «какое крепление самое точное?» полезнее спрашивать, какой слой stack’а решает какую задачу. В реальном производстве всегда есть три разных проблемы: удержание детали, доступ инструмента и смена оснастки.
- Удержание детали: как фактически зажимается заготовка или готовая деталь.
- Доступ инструмента: сколько пространства остаётся фрезе при 3-, 4- или одновременной 5-осевой обработке.
- Смена оснастки: насколько быстро паллета или приспособление снимаются и возвращаются на повторяемый datum.
«Ласточкин хвост» — это прежде всего решение для зажима и доступа. Самоцентрирующие тиски — решение для зажима и центрирования. Zero-point — решение для переналадки и повторяемости. Как только эти роли разделены, выбор становится гораздо понятнее.
| Тип | Лучше всего для | Главная сила | На что смотреть | Стартовая точка Nextas |
|---|---|---|---|---|
| «Ласточкин хвост» | Небольшие детали, технологический припуск, 5-осевой доступ, мультизагрузка | Минимум помех для инструмента, захват снизу, высокая плотность загрузки | Нужен припуск; плохо подходит для тонких чистовых поверхностей и нестабильных отливок | Пневматические одинарные и трёхстанционные системы |
| Самоцентрирующие тиски | Нестандартная геометрия, детали с центральной базой, гибкие губки, разные материалы | Симметричный зажим, повторяемое центрирование, твёрдые / мягкие губки | Меньше доступа инструмента, чем у чистого «ласточкиного хвоста»; стратегия губок критична | Тиски 52 мм / 96 мм |
| Система zero-point | Частые переналадки, offline presetting, перенос паллет, автоматизация | Быстрая повторяемая смена, стандартный datum станка, стабильность между машинами | Не заменяет верхний способ зажима; чистота интерфейса всё равно критична | Ручные / пневматические плиты быстрой смены или системы MFG |
| Гибридный stack | High-mix / low-volume с повторяющимися семействами деталей | Сочетает быструю смену с прикладным верхним зажимом | Требует стандарта паллет, единого расположения pull-stud и дисциплины процесса | База zero-point + тиски или «ласточкин хвост» сверху |
2) Когда выбирать крепление «ласточкин хвост»
Крепление типа «ласточкин хвост» обычно является самым эффективным выбором, когда деталь начинается как обрабатываемая заготовка с достаточным припуском на стороне захвата. Особенно хорошо оно работает при 5-осевой обработке небольших деталей из алюминия или нержавеющей стали, потому что инструмент получает широкий доступ к пяти сторонам, а удержание идёт через узкий профиль снизу.
В каталоге Nextas одно-станционная пневматическая серия позиционируется для быстрого зажима с усилием >2500 Н, нагрузкой ≤30 кг и компактным ходом. Таблицы рекомендаций помогают также увязать размер профиля «ласточкин хвост» с толщиной и шириной заготовки — это полезно при стандартизации семей полуфабрикатов.
Где «ласточкин хвост» выигрывает
- Максимальный доступ инструмента при многосторонней обработке без высоких губок.
- Высокая плотность размещения, когда нужно поставить несколько заготовок на trunnion, tombstone или паллету.
- Повторяемая ориентация заготовки для семейств, нарезанных из прутка или плиты.
- Готовность к автоматизации, если узел ставится на стандартизированный интерфейс.
Где «ласточкин хвост» проигрывает
- Детали с минимальным припуском или без безопасной зоны под профиль.
- Тонкостенные или визуально критичные детали, где деформация снизу может перейти в итоговую геометрию.
- Отливки, поковки или терморезанные заготовки со слишком большой вариацией формы для узкого захвата.
Если CAM-программист и так добавляет технологическую подошву ради 5-осевого доступа, «ласточкин хвост» часто даёт самый чистый setup. Но если состояние заготовки нестабильно или деталь должна оставаться центрированной относительно функционального datum, самоцентрирующие тиски обычно безопаснее.
Практическая проверка перед покупкой: определите, сколько материала можно отдать под профиль, будет ли он затем удалён и насколько стабильной остаётся поверхность захвата во всей входящей партии заготовок.
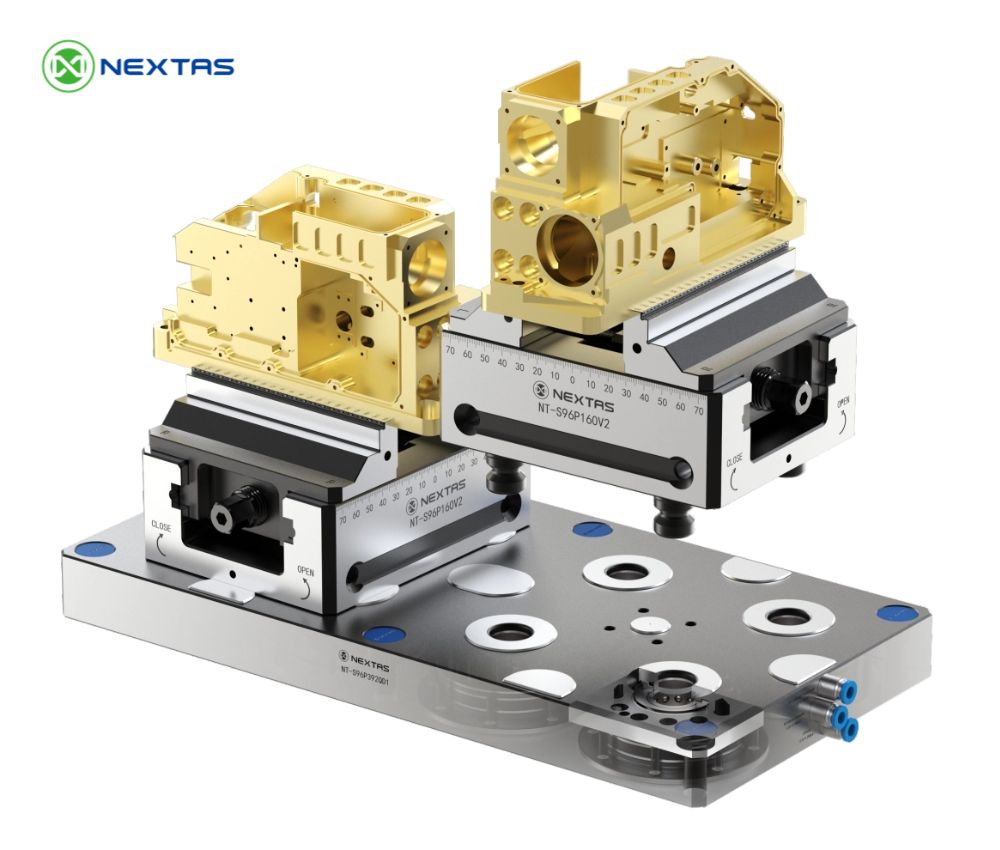
3) Когда лучше самоцентрирующие тиски
Самоцентрирующие тиски для CNC обычно являются лучшим ответом, когда деталь должна оставаться по центру паллеты, геометрия нестандартная или нужна гибкость по губкам для разных семейств деталей. Это также более forgiving-вариант, когда форма заготовки не идеально повторяется.
Линейка Nextas хорошо показывает место этой категории: серия 52 мм рассчитана на 14 000 Н усилия зажима при повторяемости <0,02 мм, а серия 96 мм поднимается до 20 000 Н в той же точностной категории. Твёрдые губки можно переворачивать, делить и менять; мягкие губки позволяют безопасно держать сложные или уже обработанные поверхности.
Где самоцентрирующие тиски выигрывают
- Контроль центрирования для деталей, которым нужен симметричный запас материала относительно траектории инструмента.
- Нестандартная геометрия, где контакт губок проще адаптировать, чем профиль «ласточкин хвост».
- Чувствительные или чистовые поверхности, когда нужны гладкие твёрдые или специальные мягкие губки.
- Гибкость между семействами деталей без перестройки всей паллетной логики.
Где самоцентрирующие тиски проигрывают
- Очень маленькие детали, где корпус тисков съедает слишком много рабочей зоны.
- Задачи, которым нужен максимальный доступ снизу, как у «ласточкиного хвоста».
- Сверхплотные паллетные схемы, где низкопрофильное dedicated-приспособление разместит больше деталей.
Для многих цехов самоцентрирующие тиски — наиболее практичный «базовый» верхний модуль, потому что они переваривают больше вариативности деталей без процессной драмы. Если отдел расчёта видит много сложных деталей, частые смены mix и средние партии, база zero-point плюс самоцентрирующие тиски часто является самым безопасным стартовым вариантом.
4) Когда нужен zero-point
Система zero-point нужна тогда, когда узким местом является не зажим детали, а время смены setup, повторяемая релокация и загрузка станка. Это особенно важно в high-mix производстве, на нескольких машинах и во всех процессах, где нужен offline setup и будущая автоматизация.
В линейке Nextas quick-change plate работают в классе <0,005 мм, а системы MFG и BDS позиционируются в классе <0,003 мм с более высоким усилием и функциями под автоматизацию: самоочищающий воздух, seat-check, lift-функция и механическая самофиксация.
Что реально решает zero-point
- Offline setup: приспособления собираются и выводятся по индикатору вне станка, не занимая шпиндель.
- Мультистаночная переносимость: один паллетный стандарт перемещается между VMC, HMC, trunnion, контролем или роботом.
- Повторяемый повторный зажим: проще восстановить процесс, когда деталь возвращается на вторую операцию или после изменения конструкции.
- Готовность к автоматизации: роботизированная загрузка и перенос паллет опираются на стабильный datum станка.
Но zero-point не заменяет верхний способ удержания. Если верхний модуль нестабилен, плохо подобран или не соответствует заготовке, базовый интерфейс не спасёт процесс. Именно поэтому лучшие внедрения рассматривают zero-point как инфраструктуру, а тиски / «ласточкин хвост» / специальное приспособление — как прикладной слой.
| Интерфейс со стороны станка | Класс повторяемости | Типичное применение | Почему это важно |
|---|---|---|---|
| Плита быстрой смены | <0,005 мм | Ручная или пневматическая смена, общая CNC-оснастка, семейные паллеты | Быстро стандартизирует stack без лишней сложности |
| MFG zero-point datum | <0,003 мм | Точное CNC, EDM, роботизированный FMS, тяжёлые паллеты | Больше усилия, очистка, seat-check, lift и готовность к автоматизации |
| BDS positioning datum | <0,003 мм | Индексированный перенос паллет, 4×90° позиционирование, жёсткий automation handling | Сильный зажим, фиксированная индексация, герметичная антистружечная конструкция и интерфейс для handling |
5) Как строить stack зажима для автоматизации
Именно здесь многие покупатели получают лучший ROI: они не заставляют одно приспособление делать всё, а стандартизируют интерфейс на стороне станка и меняют верхний модуль в зависимости от семьи деталей.
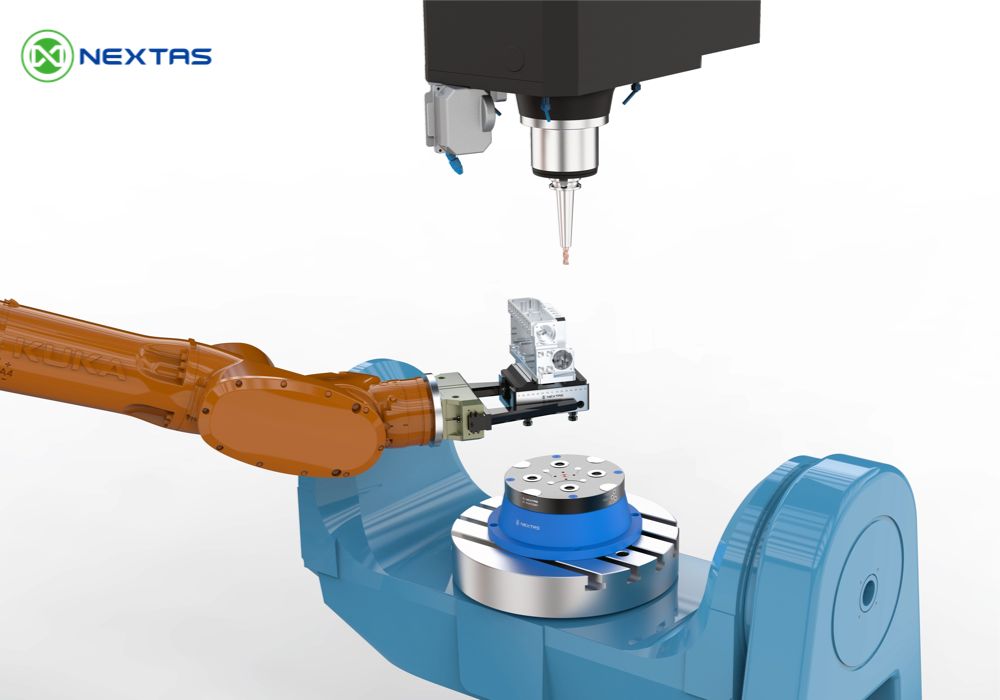
Практичный automation-ready stack CNC часто выглядит так:
- Стол станка / tombstone
- База zero-point или quick-change datum plate
- Стандартизированная паллета или плита
- Верхний модуль — «ласточкин хвост», самоцентрирующие тиски или специальное гнездо
- Пакет губок / элементы базирования
- Деталь
Именно такая архитектура делает high-mix / low-volume масштабируемым. Когда повторный заказ возвращается, вы не строите процесс заново от литой базы станка вверх, а просто возвращаете нужную паллету и нужный верхний модуль.
| Сценарий детали | Рекомендуемый верхний модуль | Добавлять zero-point? | Почему |
|---|---|---|---|
| Небольшой 5-осевой алюминиевый кронштейн с удаляемым припуском | Крепление «ласточкин хвост» | Да, если setup часто меняется | Лучший доступ и высокая плотность; zero-point ускоряет смену паллет |
| Корпус клапана / manifold с центральным datum и несколькими вариантами ширины | Самоцентрирующие тиски с пакетом губок | Обычно да | Центрированный зажим упрощает распределение припуска и поддерживает повторяющиеся семьи |
| Электроды или EDM-паллеты между prep, machine и inspection | Сначала zero-point, затем лёгкий верхний модуль по необходимости | Обязательно | Повторяемость релокации здесь является основным bottleneck |
| Смешанная очередь aerospace / medical prototype с большим числом единичных деталей | Самоцентрирующие тиски + иногда dedicated pallet с «ласточкиным хвостом» | Да | База остаётся стандартной, а верхний модуль адаптируется под каждую деталь |
| Паллеты, загружаемые роботом, для безлюдной ночной смены | Прикладной верхний модуль на zero-point datum | Обязательно | Автоматизация требует стабильного, повторяемого и защищённого от загрязнения интерфейса |
Простой взгляд на ROI для покупателя
Оценивайте зажим не только по цене закупки, а по реальному использованию шпинделя. Если команда постоянно заново базирует приспособления, ищет datum или восстанавливает повторяющиеся setup, настоящий расход проявляется в машинном времени, задержках графика и нестабильности процесса.
6) Типичные ошибки при выборе зажима
- Покупка под одну красивую деталь, а не под реальный mix. Выбирайте архитектуру под повторяющуюся очередь, а не под показательный кейс.
- Использование «ласточкиного хвоста» без безопасного припуска. Если состояние заготовки гуляет, процесс быстро становится хрупким.
- Ожидание, что база zero-point компенсирует плохой верхний зажим. База возвращает паллету, но не лечит слабую стратегию губок.
- Игнорирование стружки и загрязнений. Чем чаще переналадки, тем важнее очистка, seat-check и продувка.
- Отсутствие стандарта паллет. Если pattern pull-stud, offset и reference губок каждый раз меняются, вы теряете основную выгоду быстрой смены.
Самые успешные производства стандартизируют слоями: общий pattern pull-stud, общий формат паллеты, общий интерфейс со стороны станка, а сверху — прикладные модули под реальную семью деталей.
Рекомендуемое соответствие продуктам Nextas
Начинайте с задачи, а затем собирайте stack:
- Нужен высокий 5-осевой доступ для небольших заготовок? Начните с линейки «ласточкин хвост».
- Нужен гибкий центрированный зажим для нестандартных деталей? Начните с линейки самоцентрирующих тисков.
- Нужны более быстрые переналадки на повторяющихся заказах? Добавьте плиту быстрой смены.
- Нужна более высокая повторяемость или функции автоматизации? Переходите на системы MFG zero-point или позиционирующий datum BDS.
7) Выводы и следующие шаги
Если вы сравниваете «ласточкин хвост» vs самоцентрирующие тиски vs system zero-point, наиболее точный ответ обычно такой:
Не сравнивайте их как взаимозаменяемые продукты. Сравнивайте их как слои производственной системы.
«Ласточкин хвост» часто является самым быстрым путём к 5-осевому доступу для подходящей заготовки. Самоцентрирующие тиски часто оказываются самым безопасным и гибким верхним модулем для сложных или чувствительных деталей. Zero-point — это инфраструктура, которая делает оба решения быстрее во внедрении, легче в повторении и лучше подготовленными к автоматизации.
Для high-mix производств сильнейшая долгосрочная стратегия обычно выглядит как стандартизированная zero-point база плюс прикладные верхние модули. Это даёт более быстрые переналадки уже сегодня и более чистый путь к роботизации, паллетному расписанию и lights-out завтра.
Нужна помощь с выбором правильного stack’а?
Отправьте чертёж, материал, состояние заготовки, тип станка и ожидаемый шаблон партий. Мы подскажем, стоит ли начинать с «ласточкиного хвоста», самоцентрирующих тисков, базы zero-point или комбинированного паллетного решения.