



Введите ваш e-mail, чтобы запросить брошюру. Из-за разницы во времени мы отправим её следующим рабочим утром (GMT+8, пекинское время).

Базовая технология фиксации
Системы базирования с нулевой точкой
Двигатель эффективности быстрой переналадки
Система зажима с нулевой точкой Nextas создана для стандартизации позиционирования и фиксации между оснасткой, паллетами и столами станков. Она уменьшает разброс при наладке и поддерживает более быстрые и повторяемые переналадки в ручном и автоматизированном производстве.
Повторяемость микронного уровняГарантирует точность повторного позиционирования ≤0.003 мм, обеспечивая стабильное качество.
Отказоустойчивая механическая блокировкаЗажим осуществляется мощной силой пружин, гарантируя фиксацию заготовки даже при потере давления воздуха.
Огромное усилие зажимаОбеспечивает высокую жесткость, выдерживая самые тяжелые режимы резания без вибраций.
Лучший выбор
Выберите этот путь, когда модуль-приёмник — ключевое решение о покупке
Лучше всего подходит для проектов, сосредоточенных на тяговых шпильках, расстоянии между приёмниками, пневмоподводке и подтверждении блокировки на паллетах, тисках или автоматических носителях.
Сначала сравните
Определите габариты модуля, разводку входов и требования к обратной связи
Одиночные модули-приёмники, комбинированные блоки и версии с управлением легче сравнивать, когда эти три ограничения зафиксированы.
Связанный путь
Не каждый проект начинается с одного и того же уровня оборудования
Если реальная потребность — сначала стандартизация стола или логистика паллет, перейдите в сторону, прежде чем углубляться на эту страницу модуля.
Ключевые особенности модулей
- Повторяемость микронного уровня: Гарантирует точность повторного позиционирования ≤0.003 мм, обеспечивая стабильное качество.
- Отказоустойчивая механическая блокировка: Зажим осуществляется мощной силой пружин, гарантируя фиксацию заготовки даже при потере давления воздуха.
- Огромное усилие зажима: Обеспечивает высокую жесткость, выдерживая самые тяжелые режимы резания без вибраций.
- Готовность к автоматизации: Разработаны для простой интеграции с робототехникой, имеют порты для управления, очистки и определения состояния.
Технические характеристикиДетали механизмаКачество и надёжность, которые можно проверитьРуководство по подбору и интеграцииПрименение в передовом производствеШпаргалка: выбор • интеграция • обслуживание
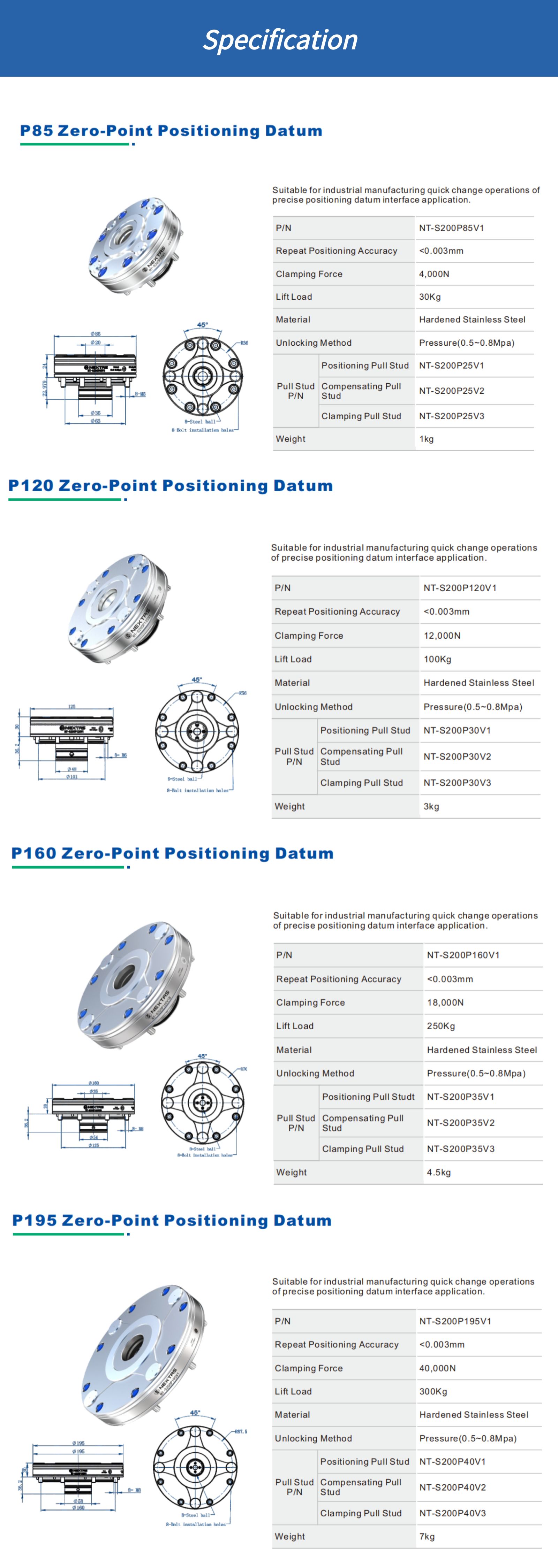
Технические характеристики
| Модель | Диаметр модуля | Усилие зажима | Нагрузка подъема | Повторяемость |
|---|---|---|---|---|
| NT-S200P85V1 | 85 мм | 4 кН | 30 кг | ≤0.003 мм |
| NT-S200P120V1 | 120 мм | 12 кН | 100 кг | ≤0.003 мм |
| NT-S200P160V1 | 160 мм | 18 кН | 250 кг | ≤0.003 мм |
| NT-S200P195V1 | 195 мм | 40 кН | 300 кг | ≤0.003 мм |
| V2 — Компактные пневматические приёмники (сокращённая высота стека для интегрированных паллет и приспособлений) | ||||
| NT-S200P85V2 | 85 мм | 5 кН | — | ≤0.003 мм |
| NT-S200P115V2 | 115 мм | 10 кН | — | ≤0.003 мм |
| NT-S200P148V2 | 148 мм | 18 кН | — | ≤0.003 мм |
Общие характеристики (для всех моделей)
- Принцип действия:Пневматическое разжатие (6 бар)
- Материал корпуса:Закаленная нержавеющая сталь, устойчивая к коррозии
Глубина семейства приёмников, которую часто упускают
Каталог не заканчивается четырьмя одиночными приёмниками. Он также содержит многостанционные блоки приёмников, роботизированные муфты и форматы, готовые к датчикам, которые важны, когда реальный проект — стандартизация паллет или автоматизированная передача.
| Формат приёмника | Где лучше подходит | Ссылка на каталог |
|---|---|---|
| Одиночные модули приёмников | Компактные тиски, 5-осевые приспособления, меньшие паллеты и передача станок-станок, где важна малая высота стека. | NT-S200P85V1 / P120V1 / P160V1 / P195V1 (и V2 компактные варианты P85V2 / P115V2 / P148V2) |
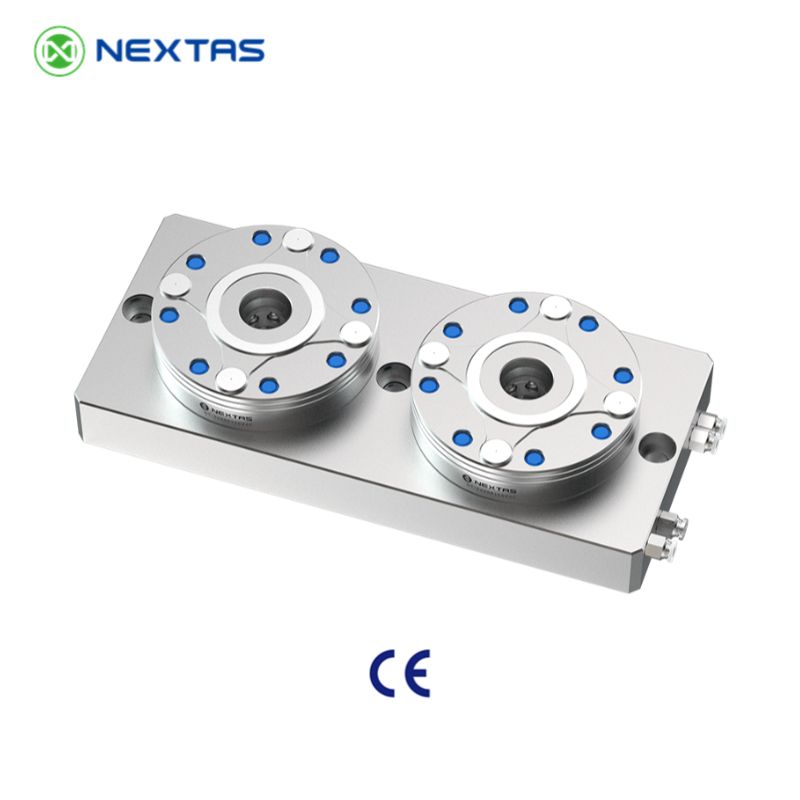
| Двухстанционные комбинированные модули | Более длинные паллеты и подплиты, которые нуждаются в большей поддержке, чем может обеспечить одиночный приёмник. | NT-S200P120ZH2A / P120ZH2B / P160ZH2A / P160ZH2B · со вспомогательными модулями позиционирования NT-S200P120WJ2 / P160WJ2 |
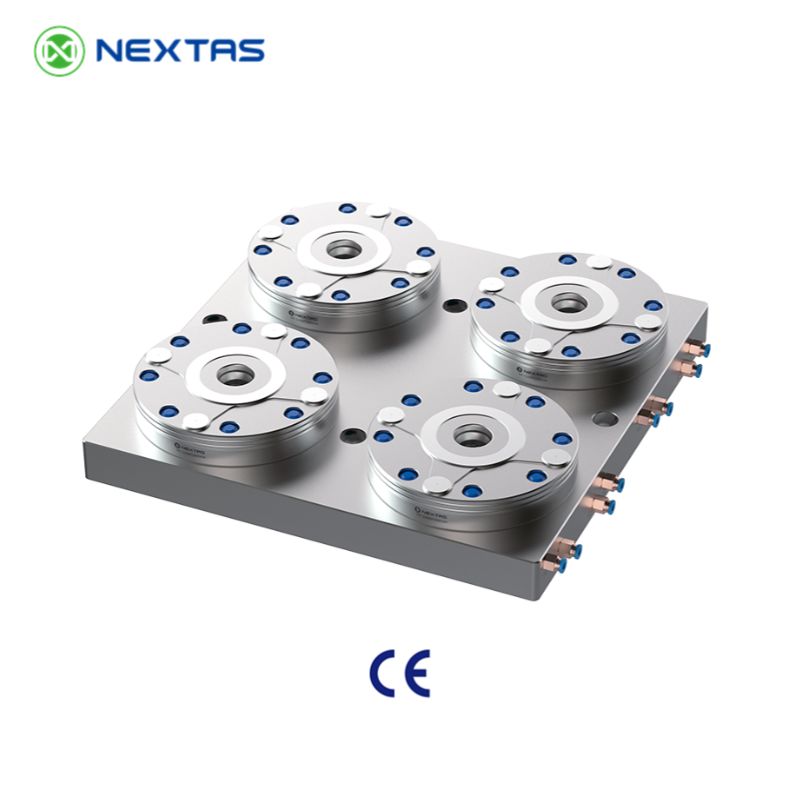
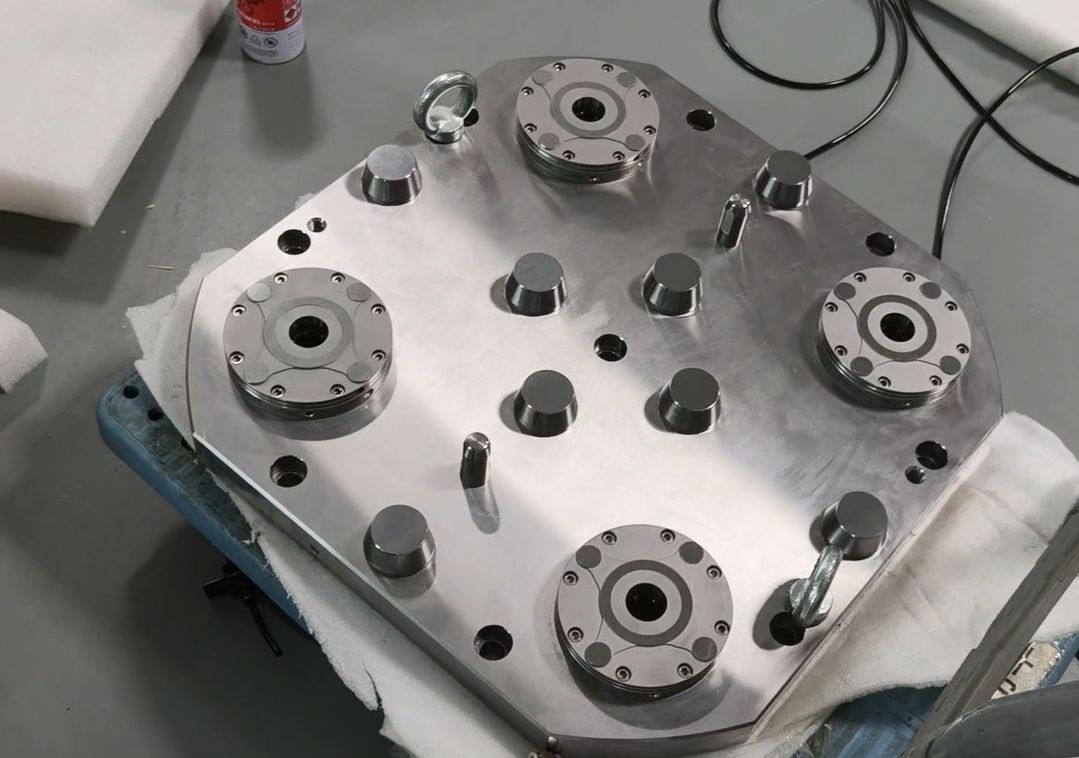
| Четырёхстанционные комбинированные модули | Большие паллеты и подплиты, где четыре точки позиционирования обеспечивают более высокую поддержку и стабильность. | NT-S200P120ZH4A / P120ZH4B / P160ZH4A / P160ZH4B · со вспомогательными модулями позиционирования NT-S200P120WJ4 / P160WJ4 |
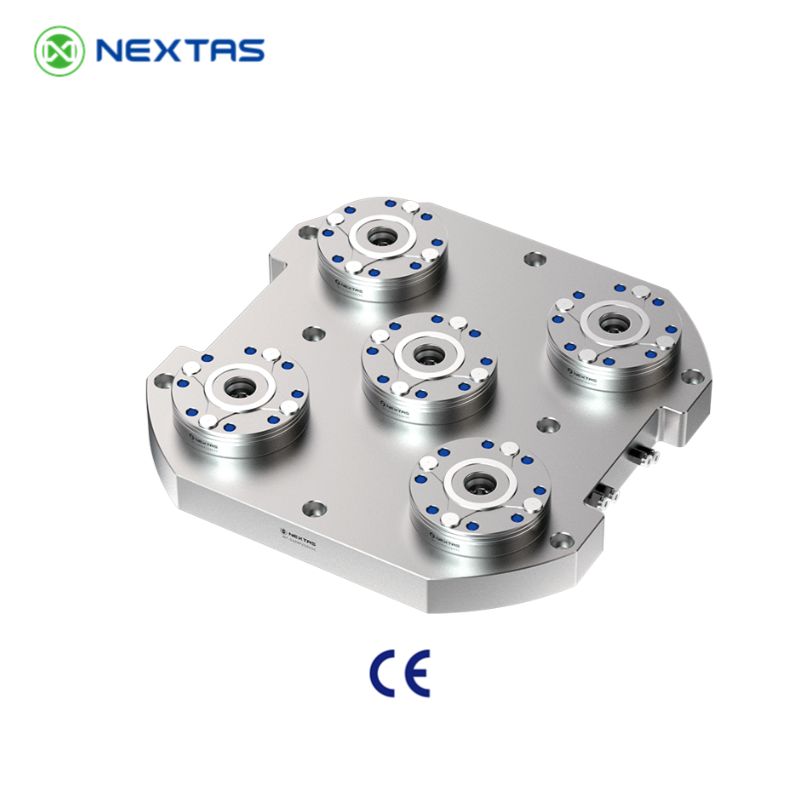
| Шеститанционные комбинированные модули | Полойстанционные конфигурации, крупные автоматизированные каретки и форматы паллет, требующие шести точек поддержки. | NT-S200P120ZH6A / P120ZH6B / P160ZH6A / P160ZH6B |
| Муфты нулевой точки | Быстрая смена на стороне робота или передачи, где компактный интерфейс автоматизации важнее, чем размер на столе станка. | NT-S600P90V1 + муфта-паллета NT-S200P35TP01 |
| Интерфейсы нулевой точки, готовые к датчикам | Ячейки, требующие подтверждения зажима перед движением паллеты, захватом робота или автономным перезапуском. | Семейство нулевой точки, готовое к датчикам |
Детали механизма
Спроектировано для безупречной работы
Модули нулевого базирования Nextas — это основа эффективности современного производства. Каждый модуль изготовлен из высококачественной закаленной легированной стали для максимальной жесткости и срока службы. Гениальный внутренний механизм использует пневматическое давление (обычно 6 бар) для преодоления мощных пружин при разжатии. Когда давление сбрасывается, эти пружины мгновенно и с силой втягивают и фиксируют зажимной штревель, создавая надежное, виброустойчивое соединение, которое полностью безопасно.
Посмотрите в действии: Сила мгновенной смены
Посмотрите, как наша система базирования с нулевой точкой преображает ваш рабочий процесс. Эта демонстрация показывает невероятную скорость и безупречную точность нашего запорного механизма, позволяя менять паллеты за считанные секунды.
(7)%20(1).png?updatedAt=1754553736043)
Особенности решения с нижним подводом
- ?Гибкое конусное позиционирование · Точность повторного позиционирования <0.003 мм.
- ?Высокоточная структура самоблокировки с шариковым замком обеспечивает стабильность.
- ③⑥ Функция пневматического усиления повышает силу зажима (Turbo).
- ④⑦ Тестирование герметичности и функция самоочистки поверхности.
- ⑤⑧ Пневматическая блокировка/разблокировка и функция подъема патрона.
- ?Функция струйной очистки внутри отверстия под штревель предотвращает попадание стружки.
- ?Тестирование герметичности и самоочистка позиционирующей поверхности.

Ключевые функции системы
- Механическая самоблокировка: Сохраняет 100% силы зажима даже при потере давления воздуха.
- Усилитель зажима (Booster): Опциональная турбо-функция увеличивает удерживающую силу для тяжелых работ.
- Самоочистка воздухом: Встроенные каналы удаляют стружку перед зажимом для идеального прилегания.
- Мониторинг положения: Возможность установки датчиков для подтверждения статуса "зажат/разжат" для безопасной автоматизации.

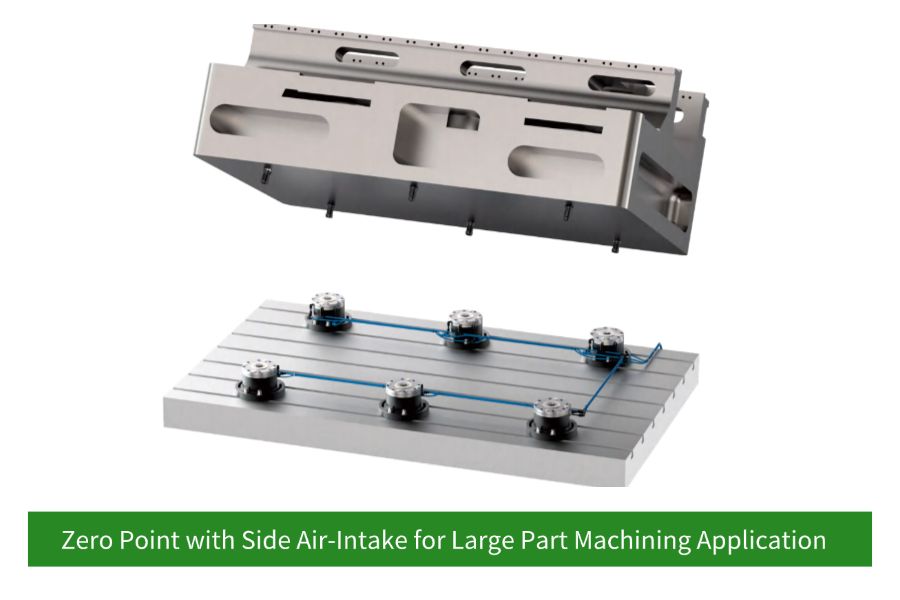
Гибкие решения для подвода воздуха
В зависимости от компоновки вашей производственной линии, вы можете гибко выбрать "Решение с боковым подводом". Наша инженерная команда может предоставить рекомендации по оптимальной конфигурации.
(7).png?updatedAt=1754553737609)
Качество и надёжность, которые можно проверить
В zero-point зажимах повторяемость — это результат материалов, шлифовки и функциональных испытаний. Nextas делает упор на стабильную работу в реальной среде стружка + СОЖ.
Материалы и износостойкость
- Закалённая коррозионностойкая сталь на критических поверхностях базирования и запирания.
- Шлифованные поверхности сопряжения для стабильной повторяемости на протяжении циклов.
- Расчёт на СОЖ: надёжные уплотнения и управление загрязнениями.
Функциональные испытания
- Проверка герметичности и работы привода для стабильного разжима.
- Самоочищающиеся каналы продувки защищают посадку в стружкоёмких процессах.
- Методика проверки повторяемости для входного контроля и FAT — по запросу.
Поддержка и документация
- CAD/STEP файлы по запросу для быстрого проектирования оснастки.
- Предложение по конфигурации: шаг модулей, схема портов, рекомендованный BOM.
- Запчасти и чек-лист обслуживания для предсказуемого аптайма.
Руководство по подбору и интеграции
Как правильно специфицировать zero-point систему под вашу машину
- 1. Определите цель переналадки: смена паллет, смена оснастки или оба варианта — это задаёт количество модулей и стратегию паллетизации.
- 2. Выберите размер приёмника: по массе оснастки, нагрузкам резания и доступной площади (85 / 120 / 160 / 195 мм).
- 3. Подберите pull stud (тяговый болт): стандартный/компактный/анти-проворот — в зависимости от габаритов и базирования.
- 4. Спроектируйте под-плиту: оптимизируйте шаг модулей под доступ инструмента, отвод стружки и слив СОЖ.
- 5. Определите подвод воздуха: нижний подвод для аккуратной разводки через стол; боковой — когда через стол провести нельзя.
- 6. Готовность к автоматизации: добавьте датчики подтверждения зажима/разжима для APC/робота и безопасных PLC-последовательностей.
Типовые сценарии модернизации
Zero-point быстрее окупается, когда вы стандартизируете одну интерфейсную базу под разные наладки. Вот самые частые пути апгрейда.
3-осевой ЧПУ → быстрая смена оснастки
Установите шаблон модулей на под-плиту и добавьте pull stud к тискам/оснастке. Отлично для мелких серий и частых смен.
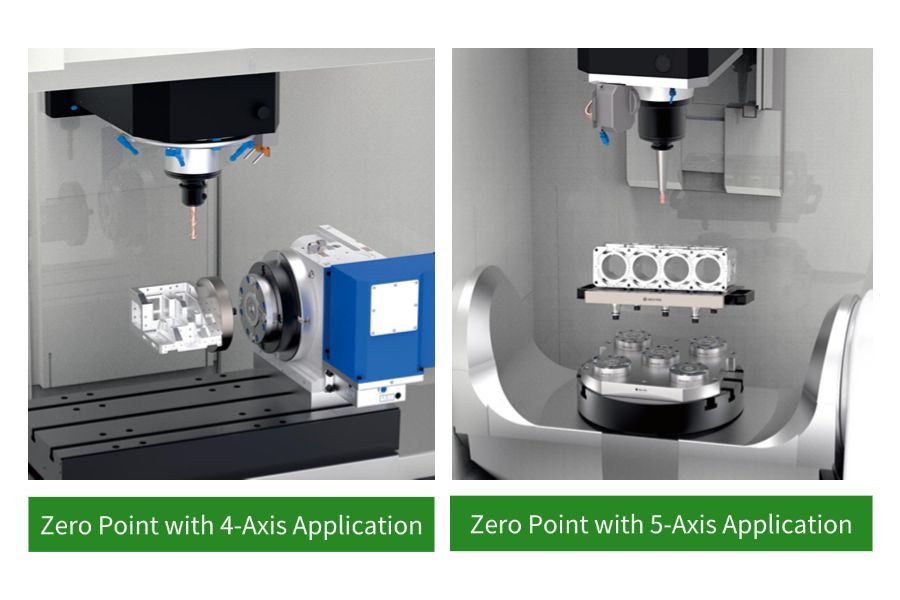
5-осевой ЧПУ → компактная оснастка с максимальным доступом
Плотная раскладка модулей и низкопрофильные приспособления уменьшают перенастройку и улучшают доступ инструмента.
Автоматизированная ячейка → пул паллет / APC / робот
Сигналы подтверждения зажима и стандартизированные паллеты позволяют безопасно работать без оператора и повышают время резания.
Быстрый гид по размеру и раскладке модулей
Эти рекомендации помогают на этапе предварительного планирования быстросменного интерфейса паллеты / оснастки. Итоговый выбор зависит от сил резания, моментов и ограничений станка — пришлите данные, и мы предложим схему раскладки.
| Сценарий | Типичная нагрузка | Рекомендуемый модуль | Типичное кол-во | Примечания |
|---|---|---|---|---|
| Компактные 5-осевые приспособления / тиски | ≤ 30 кг | 85 мм | 3–4 |
|
| Общие 3-осевые быстрые переналадки | ≤ 100 кг | 120 мм | 4 |
|
| Тяжёлая оснастка / tombstone | ≤ 250 кг | 160 мм | 4–6 |
|
| Крупные паллеты / автоматизация / APC | ≤ 500 кг | 195 мм | 6–8 |
|
Нижний ввод vs боковой ввод (трассировка)
| Опция | Лучше когда | Пневматика | Автоматизация |
|---|---|---|---|
| Нижний ввод | Можно провести воздух через стол/плиту — чисто и защищённо. |
|
|
| Боковой ввод | Нет возможности провести через стол или нужен быстрый retrofit. |
|
|
Применение в передовом производстве
Внешняя наладка и паллетизация
Собирайте приспособления и устанавливайте детали на паллеты, пока станок работает, радикально увеличивая время полезной работы оборудования.
Стандартизация парка станков
Используйте одну и ту же оснастку на разных станках (3-осевых, 5-осевых, КИМ) для максимальной гибкости и сокращения запасов приспособлений.

Полная автоматизация
Встроенные датчики и пневматическое управление обеспечивают обратную связь, необходимую для роботизированной смены паллет и безлюдных ячеек.

5-осевая и сложная обработка
Компактные модули позволяют создавать креативную оснастку с минимальными помехами, обеспечивая максимальный доступ инструмента.
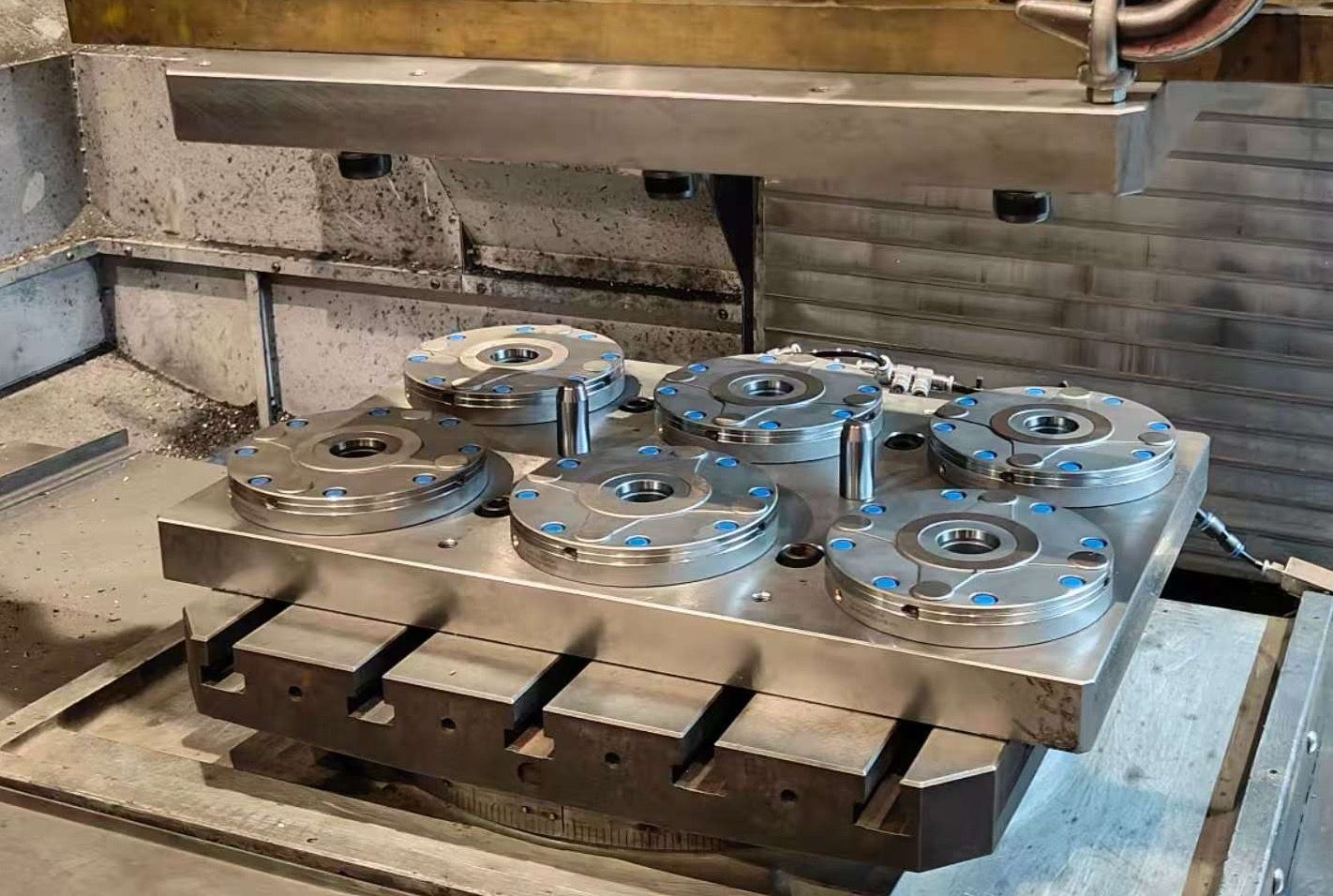
Примеры внедрения
Двухпозиционная система базирования с нулевой точкой



Четырехпозиционная система базирования с нулевой точкой


Шестипозиционная система базирования с нулевой точкой
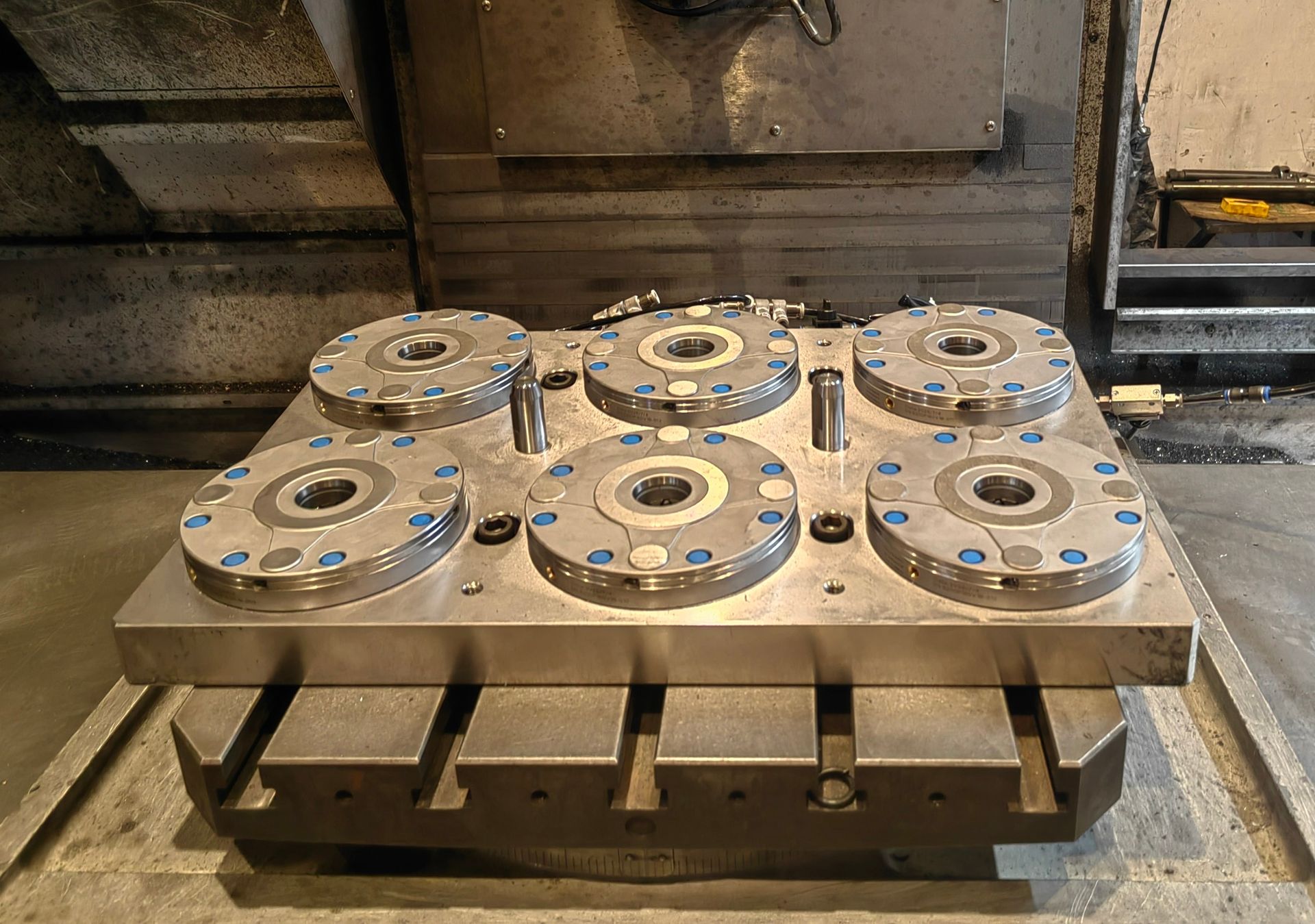

Шпаргалка: выбор • интеграция • обслуживание
Компактная «цеховая» памятка: помогает выбрать конфигурацию, корректно интегрировать с станком/автоматизацией и удерживать стабильную повторяемость в производстве.
1) Выбор: подобрать правильную конфигурацию
| Если важнее всего… | Начните с… | Почему это помогает |
|---|---|---|
| Быстрая переналадка / high-mix | Стандартизируйте один интерфейс (zero-point / ITS / 3R) на всех станках и используйте плиты/паллеты оснастки. | Позволяет готовить вне станка и менять за секунды с минимальной переустановкой баз. |
| Доступ в 5-осях и зазоры инструмента | Выбирайте низкопрофильные решения и заранее планируйте зазоры (высота стека, корпус, доступ ключа). | Снижает риск столкновений и сохраняет доступ к глубоким зонам. |
| Безлюдная работа / робот-ячейка | Добавьте подтверждения (clamp-OK / наличие детали), защиту от стружки и сценарий восстановления. | Уменьшает риск неправильной загрузки и повышает надёжность автоматизации. |
| Черновая обработка / большие силы резания | Увеличьте опоры и жёсткость (больше точек зажима, более жёсткая база, меньшая высота стека). | Снижает прогиб и защищает качество поверхности. |
2) Интеграция: что подготовить перед установкой
| Пункт | Типичный вариант | Практический совет |
|---|---|---|
| Крепление и базы | Схема болтов + штифты / шпонки / базовая кромка | Определите мастер-базу и держите эталонную паллету/деталь для быстрой проверки. |
| Коммуникации | Чистый сухой воздух с FRL; стабильное давление; (гидравлика/электрика при необходимости) | Регулярно сливайте FRL и избегайте длинных/дросселирующих шлангов, которые замедляют срабатывание. |
| Сигнальный обмен | M-коды/PLC I/O: clamp, unclamp, clamp-OK, fault | Используйте таймауты и безопасные состояния; логируйте сигналы для поиска «плавающих» простоев. |
| Валидация процесса | Макрос щупа / индикатор / первая деталь | Зафиксируйте базовую повторяемость после установки и сравнивайте еженедельно. |
3) Обслуживание: сохранить повторяемость
| Риск / износ | Ранний симптом | Профилактика / быстрый фикс |
|---|---|---|
| Стружка на базовых поверхностях | Деталь смещается, повторяемость «плывёт» | Продувка + протирка посадочных поверхностей; при необходимости — кожухи/очистка воздухом. |
| Уплотнения/скребки и направляющие | Медленное срабатывание, утечки, нестабильный зажим | Плановый осмотр; защищать от СОЖ/абразива; заранее менять расходники. |
| Ослабленные крепежи / повреждённые контакты | Неожиданное смещение, следы вибрации | Контроль момента; штифты; аккуратно убрать мелкие задиры (не «фрезеровать» базу). |
| Загрязнённый воздух/масло | Заедания, тревоги в автоматизации | Улучшить фильтрацию/осушение; сливать стаканы; держать простой комплект ЗИП. |
Нужны CAD/STEP, схема крепления или рекомендация под вашу деталь?
СвязатьсяЧек-лист: данные и оценка поставщика
Используйте этот список, чтобы проверять повторяемость, усилие притяжки (pull-down) и пригодность для автоматизации при выборе системы.
Ключевые параметры
| Компоненты | Приёмники + pull stud + монтажная плита/паллет (конфигурируемо) |
|---|---|
| Повторяемость | Типичные цели до ≤ 0,003 мм (зависит от применения) |
| Запирание | Fail-safe механическое; разжим пневмо/гидро |
| Цель переналадки | Быстрая смена оснастки/паллет для 3- и 5-осевой обработки |
| Износные поверхности | Закалённые интерфейсы в зонах базирования и запирания |
| Опции | Ручной / пневмо / гидро, разные размеры и схемы stud |
Совет: пришлите материал детали, модель станка и целевой такт — предложим конфигурацию и измеримые цели.
Совместимость и стандарты
- Интеграция с паллетами, tombstone, тисками, патронами и спец-оснасткой.
- Раскладка под зазоры, поток стружки и доступ СОЖ.
- Подходит для APC/робота с подтверждением зажима и безопасной логикой.
Измеримые эффекты (до → после)
- Время наладки: минуты/секунды вместо ручной переустановки (зависит от процесса).
- Стабильная база после повторного зажима: меньше времени на щуп между операциями.
- Меньше брака: меньше ошибок позиционирования и перекоса на многооперационных деталях.
Конфигурация зажима
- BOM: количество модулей, тип stud, крепёж, портирование (при необходимости).
- Стратегия баз: опорные поверхности, направление pull-down, анти-проворот.
- Стек: плита/паллет → приёмник → оснастка/тиски/патрон → деталь (проверить жёсткость).
Доказательства и верификация
- Чертёж раскладки (PDF/CAD) с шагом модулей и схемой базирования.
- Фото/видео на станке: зажим/разжим и последовательность смены паллет.
- Фрагмент измерений: тест повторяемости после повторного зажима/щуп (пример возможен).
Поставка и поддержка
- Предложение по конфигурации за 24–48 ч после получения данных по детали и ограничениям станка.
- Запчасти: stud, уплотнения, компоненты; чек-лист обслуживания в комплекте.
- Опционально FAT-видео перед отгрузкой для ключевых узлов.
Дополните вашу систему
Часто задаваемые вопросы (FAQ)
Как работает fail-safe механическое запирание?
Основной зажим — механический, за счёт преднатянутых пружин. Пневматика (обычно 6 бар) используется только для разжима. При потере воздуха деталь остаётся зажатой — идеально для автоматизации и работы без оператора.
В чём разница между нижним и боковым подводом воздуха?
Нижний подвод проходит через стол/под-плиту — аккуратно и защищённо. Боковой подвод используют, когда через стол проложить нельзя: шланги подключаются сбоку модуля.
Можно ли применять систему не только на ЧПУ?
Да. Часто используют на CMM, сварочных приспособлениях, сборочных линиях и EDM — везде, где повторяемое позиционирование и быстрая смена повышают производительность.
Какое обслуживание требуется?
Держите посадочные поверхности чистыми, периодически проверяйте и слегка смазывайте по инструкции. В условиях стружки и СОЖ помогает регулярная очистка и контроль утечек.
Как подключить контроль зажима для автоматизации?
Модули могут оснащаться портами под датчики (например, индуктивные) для подтверждения зажима/разжима. Сигнал подаётся на PLC/робот-контроллер для проверки статуса перед стартом цикла.
Как выбрать размер (85 / 120 / 160 / 195 мм)?
Учитывайте габариты паллета/оснастки, массу и нагрузки резания. Меньшие размеры подходят для компактной 5-осевой оснастки; большие дают больше жёсткости и грузоподъёмности для тяжёлых паллет, tombstone и черновой обработки.
Какой pull stud выбрать и почему важна его точность?
Pull stud — точный интерфейс между оснасткой и приёмником, он влияет на повторяемость и износ. Выбирайте тип по габаритам, толщине оснастки и необходимости анти-проворота. Точность обработки и стабильная твёрдость помогают держать параметры в циклах.
Какая требуется подготовка воздуха/фильтрация?
Нужен чистый сухой воздух на требуемом давлении разжима (обычно 6 бар). Фильтр-регулятор/FRL защищает уплотнения и делает разжим стабильным — особенно важно для автоматизированных ячеек.
Можно ли адаптировать существующие тиски или оснастку?
Да. Часто добавляют pull stud в адаптерную плиту или основание оснастки. Важно обеспечить стабильную базу (плоскостность и болтовой рисунок) и зазоры для стружки/СОЖ, чтобы модуль каждый раз «садился» чисто.