

Geben Sie Ihre E-Mail-Adresse ein, um die Broschüre anzufordern. Aufgrund der Zeitverschiebung senden wir sie am nächsten Werktagmorgen (GMT+8, Pekinger Zeit).

Kernverriegelungstechnologie
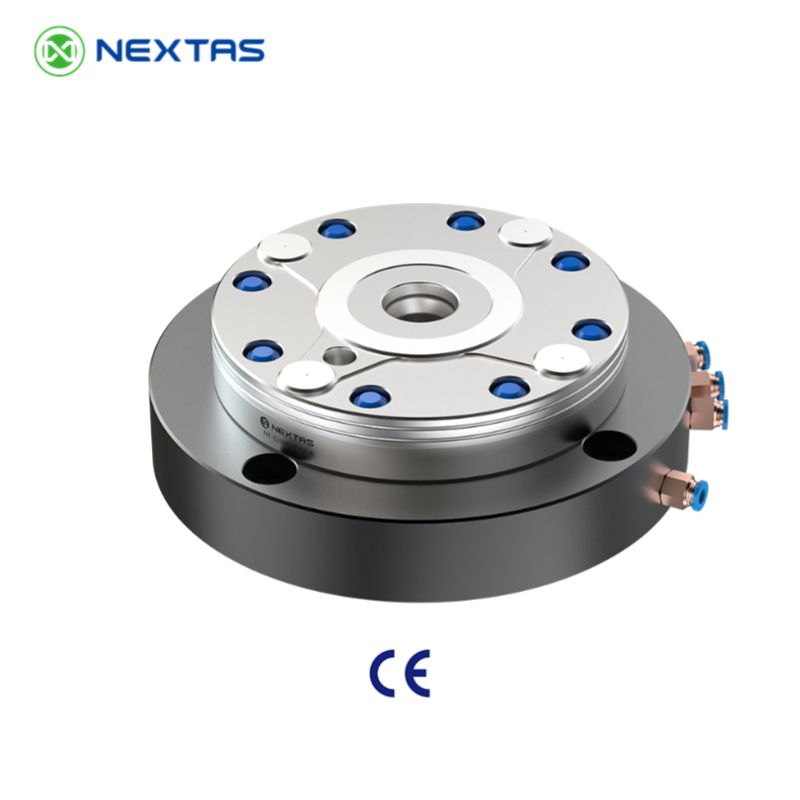
Nullpunkt-Spannsysteme
Der Motor für Schnellwechsel-Effizienz
Das Nullpunktspannsystem von Nextas standardisiert Positionierung und Verriegelung über Vorrichtungen, Paletten und Maschinentische hinweg. Es reduziert Streuungen beim Rüsten und unterstützt schnellere, wiederholgenauere Wechsel in manueller wie automatisierter Fertigung.
Wiederholgenauigkeit im MikrometerbereichGarantiert eine wiederholbare Positioniergenauigkeit von ≤ 0,003 mm für konstante Qualität.
Ausfallsichere mechanische VerriegelungSpannt mit kraftvoller Federkraft, sodass Werkstücke auch bei Druckluftverlust sicher verriegelt bleiben.
Enorme SpannkraftBietet hohe Steifigkeit, um anspruchsvollsten Bearbeitungen ohne Vibrationen standzuhalten.
Modul-Kernmerkmale
- Wiederholgenauigkeit im Mikrometerbereich: Garantiert eine wiederholbare Positioniergenauigkeit von ≤ 0,003 mm für konstante Qualität.
- Ausfallsichere mechanische Verriegelung: Spannt mit kraftvoller Federkraft, sodass Werkstücke auch bei Druckluftverlust sicher verriegelt bleiben.
- Enorme Spannkraft: Bietet hohe Steifigkeit, um anspruchsvollsten Bearbeitungen ohne Vibrationen standzuhalten.
- Automationsbereit: Ausgelegt für direkte Einbindung in Robotik, mit Anschlüssen für Steuerung, Reinigung und Statuserkennung.
Schnelle Projektübergabe
Senden Sie Maschinenmodell, Werkstück und Ziel-Taktzeit
Wir gleichen Ihre Prozessdaten mit einer passenden Konfiguration, relevanten Katalogoptionen und dem richtigen Kontaktweg für diese Produktseite ab.
Maschine & Schnittstelle
Nennen Sie Maschinenmodell, Tisch- oder Spindelschnittstelle, verfügbaren Bauraum und ob es sich um Retrofit oder Neuanlage handelt.
Werkstück & Vorrichtungsziel
Teilen Sie Teilegröße, Material, aktuelles Spannkonzept, Stückzahlbereich und den Einsatz für Bearbeitung, Prüfung oder Transfer mit.
Genauigkeit & Automationsziel
Bitte Wiederholgenauigkeit, Spannkraftbedarf, Palettenkonzept, Robotik-Übergabe und den ersten Engpass bei der Taktzeit angeben.
Technische DatenMechanismus-DetailsQualität & Zuverlässigkeit – nachvollziehbarAuswahl- & IntegrationsleitfadenSystemarchitektur-AuswahlFortschrittliche FertigungsanwendungenSpickzettel: Auswahl • Integration • Wartung
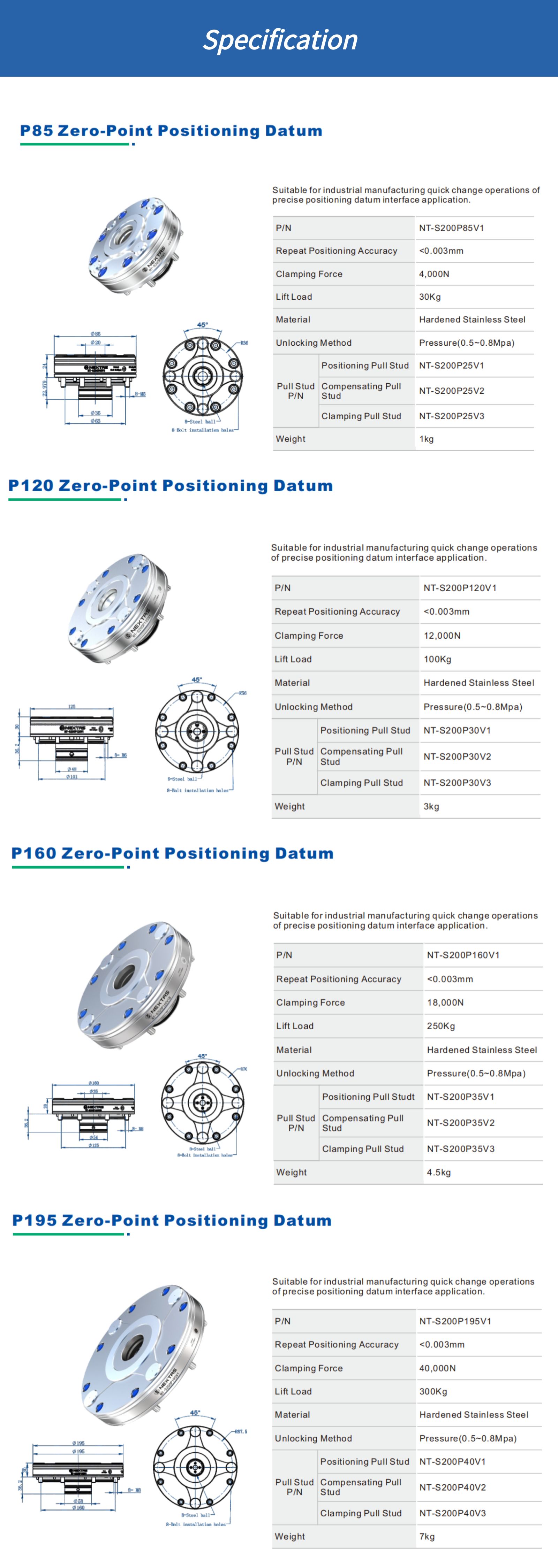
Technische Daten
| Modell | Moduldurchmesser | Spannkraft | Hublast | Wiederholgenauigkeit |
|---|---|---|---|---|
| V1 — Standard-Pneumatik-Aufnahmen (Druck-Entriegelung, Kegel-Positionierung) | ||||
| NT-S200P85V1 | 85 mm | 4 kN | 30 KG | ≤ 0,003 mm |
| NT-S200P120V1 | 120 mm | 12 kN | 100 KG | ≤ 0,003 mm |
| NT-S200P160V1 | 160 mm | 18 kN | 250 KG | ≤ 0,003 mm |
| NT-S200P195V1 | 195 mm | 40 kN | 300 KG | ≤ 0,003 mm |
| V2 — Kompakte Pneumatik-Aufnahmen (reduzierte Einbauhöhe für integrierte Paletten und Vorrichtungen) | ||||
| NT-S200P85V2 | 85 mm | 5 kN | — | ≤ 0,003 mm |
| NT-S200P115V2 | 115 mm | 10 kN | — | ≤ 0,003 mm |
| NT-S200P148V2 | 148 mm | 18 kN | — | ≤ 0,003 mm |
Mehrstationen-Kombinationsmodule und Hilfspositioniermodule
Für größere Paletten, Tombstones und automatisierungsfähige Aufspannträger bietet der Katalog 2025II mehrstationige Kombinationsblöcke (ZH-Reihe) und ergänzende Hilfspositioniermodule (WJ-Reihe) an.
| Format | Anwendung | Katalogcodes |
|---|---|---|
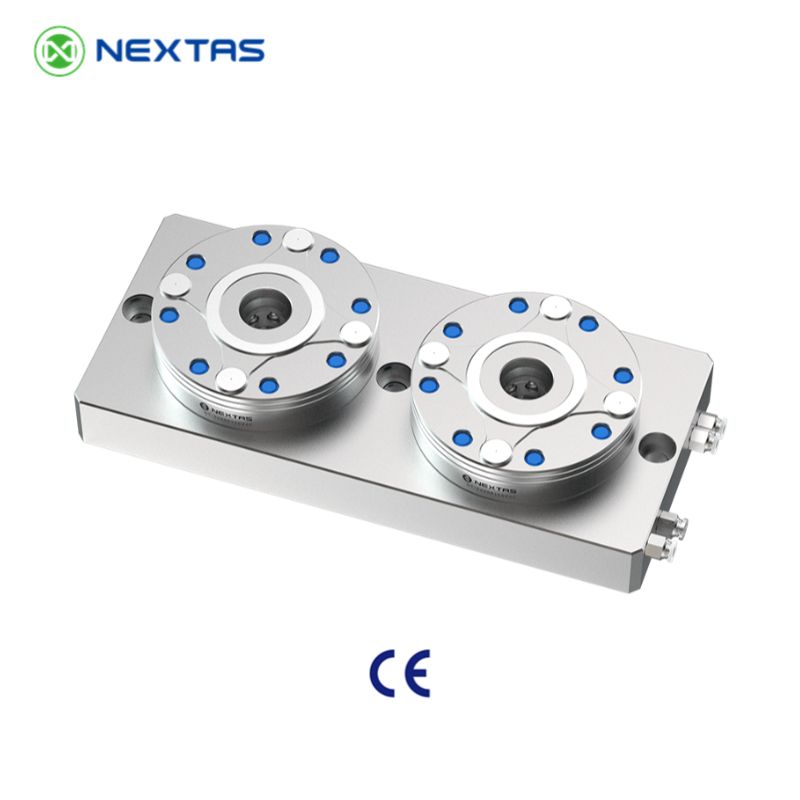
| Zwei-Stationen-Kombinationsmodule | Längere Paletten und Unterplatten, die mehr Auflagefläche erfordern als ein Einzelmodul leisten kann. | NT-S200P120ZH2A / P120ZH2B / P160ZH2A / P160ZH2B · mit Hilfsmodul NT-S200P120WJ2 / P160WJ2 |
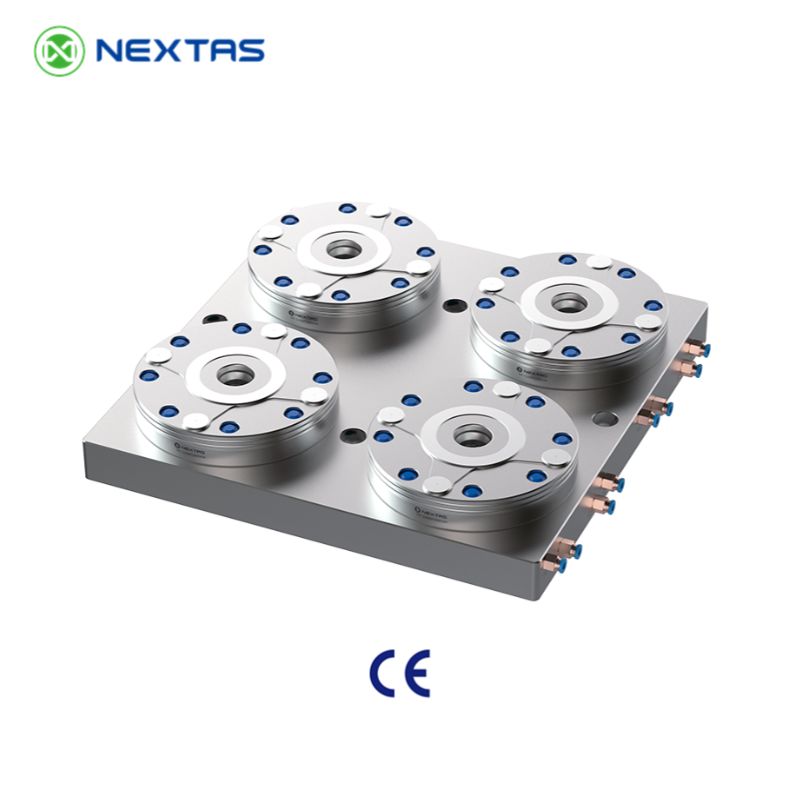
| Vier-Stationen-Kombinationsmodule | Größere Palettenlayouts mit vier Stützpunkten für hohe Steifigkeit und Stabilität. | NT-S200P120ZH4A / P120ZH4B / P160ZH4A / P160ZH4B · mit Hilfsmodul NT-S200P120WJ4 / P160WJ4 |
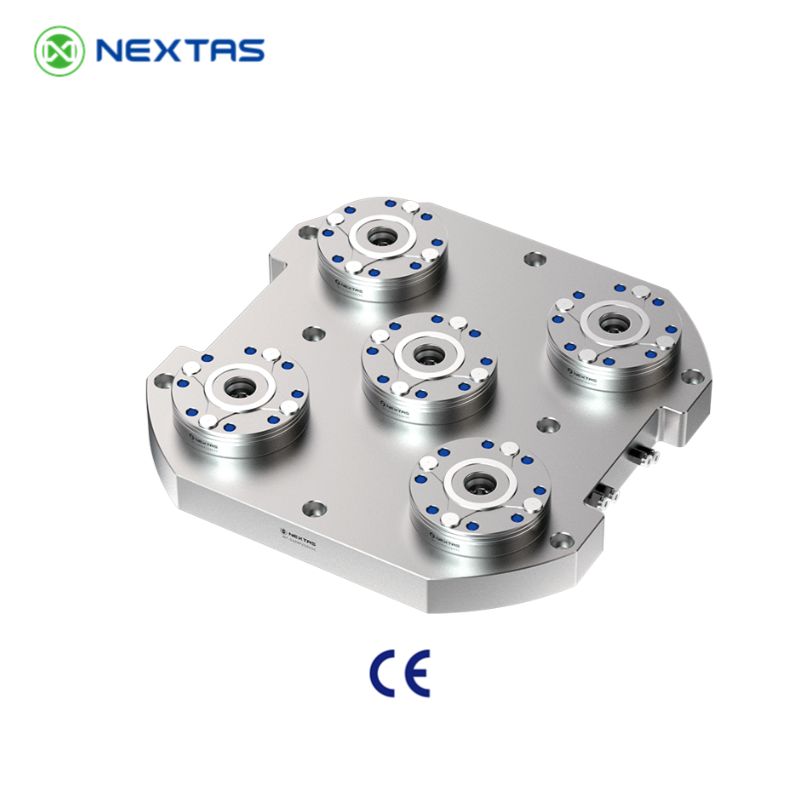
| Sechs-Stationen-Kombinationsmodule | Tombstone-Anordnungen, große automatisierte Träger und Palettenformate mit sechs Stützpunkten. | NT-S200P120ZH6A / P120ZH6B / P160ZH6A / P160ZH6B |
Gemeinsame Spezifikationen (alle Modelle)
- Betätigung:Pneumatisches Entriegeln (6 bar)
- Gehäusematerial:Gehärteter Edelstahl, korrosionsbeständig
Mechanismus-Details
Konstruiert für fehlerfreie Leistung
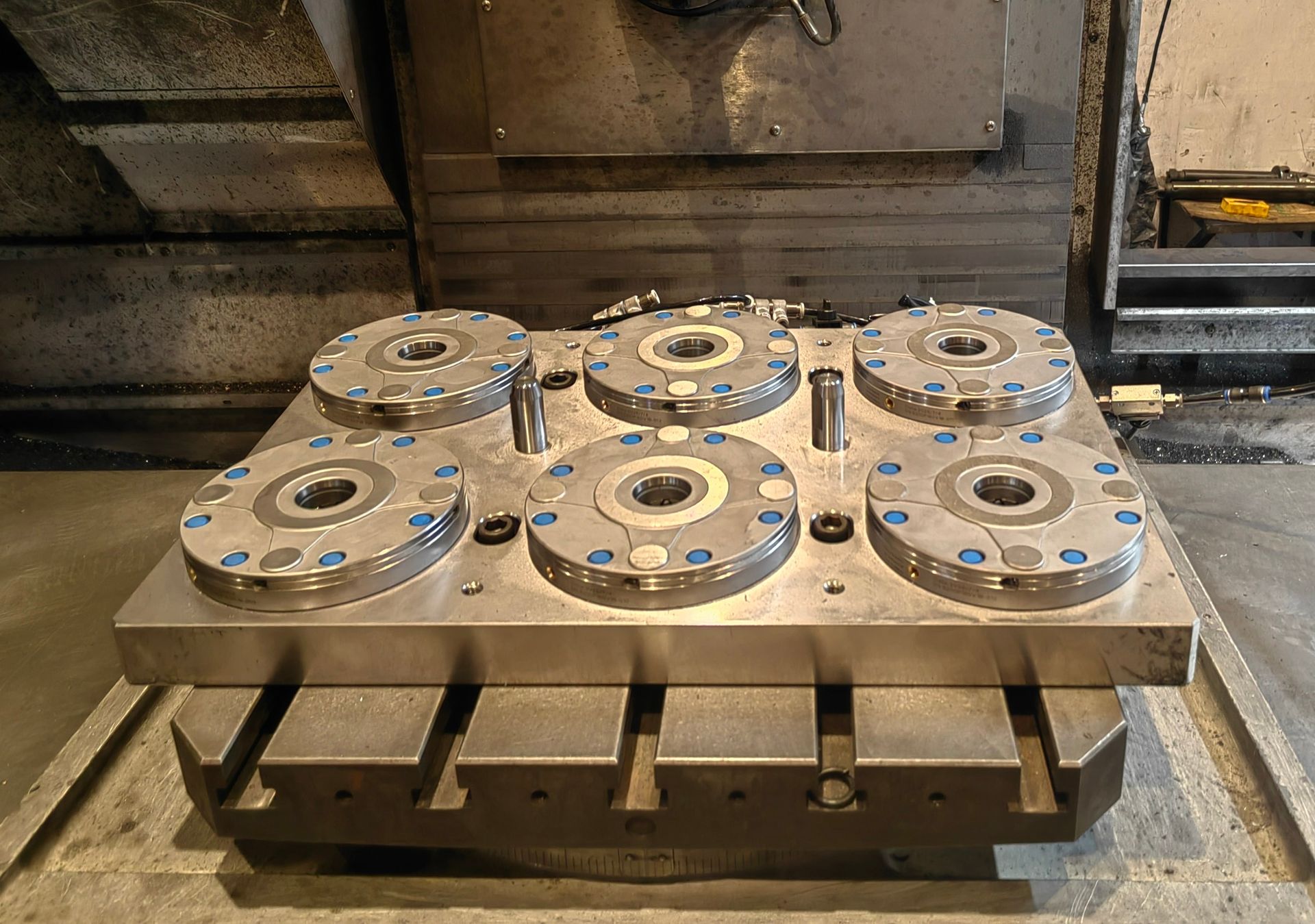
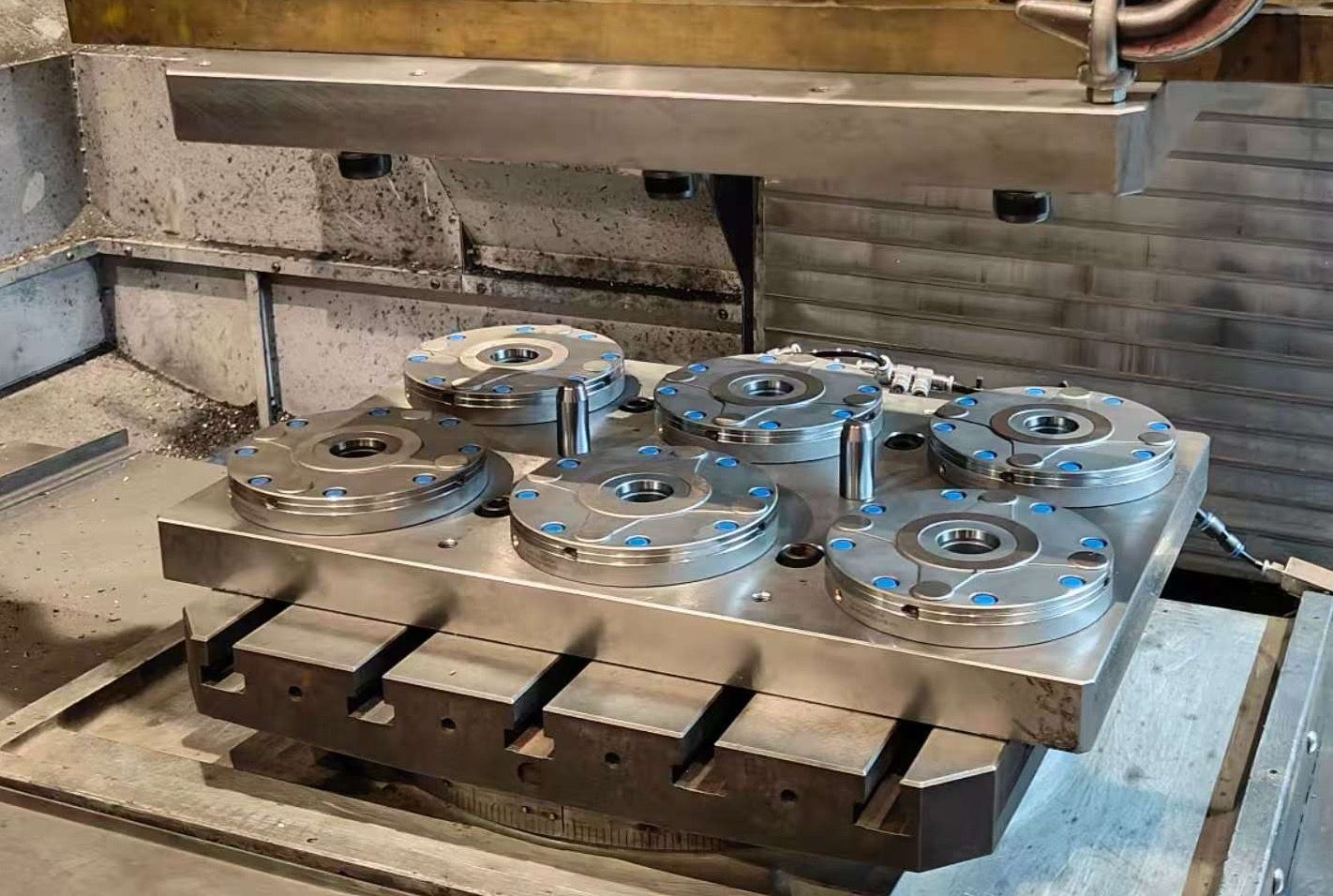
Nextas Nullpunktmodule sind das Fundament moderner Fertigungseffizienz. Jedes Modul wird aus hochwertigem, gehärtetem legiertem Stahl gefertigt, um maximale Steifigkeit und Lebensdauer zu gewährleisten. Der ausgeklügelte innere Mechanismus nutzt pneumatischen Druck (typischerweise 6 bar), um starke Federn zum Entriegeln zu überwinden. Wenn die Luft entfernt wird, ziehen diese Federn den Spannbolzen sofort und kraftvoll an und verriegeln ihn, wodurch eine formschlüssige, vibrationssichere und absolut sichere Verbindung entsteht.
Erleben Sie es in Aktion: Die Kraft des sofortigen Wechsels
Sehen Sie, wie unser Nullpunkt-Spannsystem Ihren Arbeitsablauf transformiert. Diese Demonstration zeigt die Geschwindigkeit und Präzision unseres Verriegelungsmechanismus, der Palettenwechsel in Sekunden ermöglicht.
(7)%20(1).png?updatedAt=1754553736043)
Merkmale der Bodenanschluss-Lösung
- Flexible Kegelpositionierung · Wiederholgenauigkeit <0,003 mm.
- Hochpräzise Kugelverriegelungsstruktur sorgt für Stabilität.
- ③⑥ Pneumatische Verstärkungsfunktion erhöht die Spannkraft.
- ④⑦ Dichtheitsprüfung und Selbstreinigungsfunktion der Oberfläche.
- ⑤⑧ Pneumatisches Verriegeln/Entriegeln und Anheben des Spannfutters.
- Strahlreinigungsfunktion im Bolzenloch verhindert Schmutzablagerungen.
- Dichtheitsprüfung und Selbstreinigung der Positionierfläche.

Schlüsselfunktionen des Systems
- Mechanische Selbstverriegelung: Behält 100 % der Spannkraft bei, auch bei Druckluftverlust.
- Spannkraftverstärker: Optionale Turbo-Funktion erhöht die Haltekraft für Schwerlastanwendungen.
- Selbstreinigender Luftstoß: Integrierte Kanäle blasen Schmutz vor dem Spannen ab, um einen sauberen Sitz zu gewährleisten.
- Positionsüberwachung: Vorbereitet für Sensoren zur Rückmeldung des Spann-/Lösestatus für sichere Automatisierung.

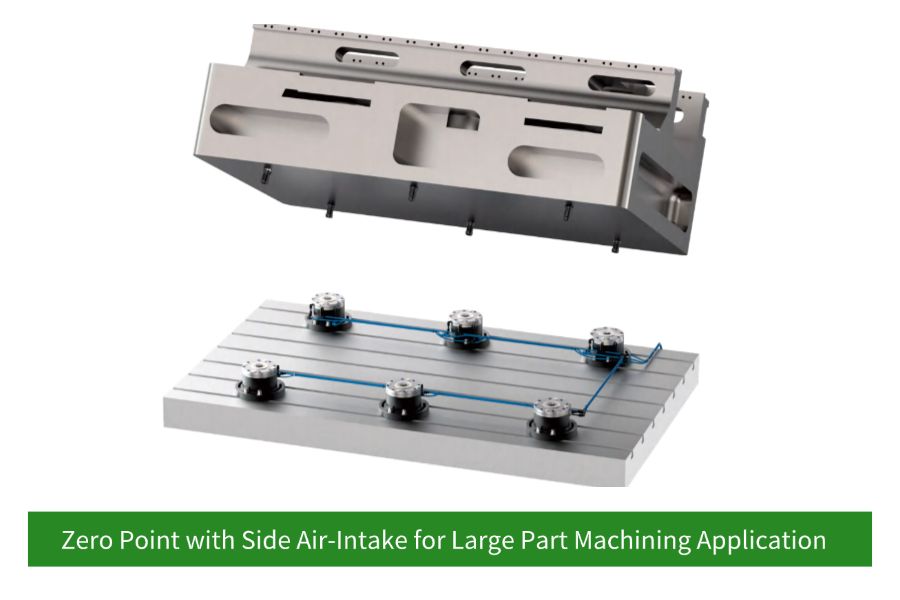
Flexible Zuführlösungen
Je nach Layout Ihrer Produktionslinie können Sie flexibel die „Seitenanschluss-Lösung?wählen. Unser Ingenieurteam kann Ihnen optimale Konfigurationsempfehlungen geben.
(7).png?updatedAt=1754553737609)
Qualität & Zuverlässigkeit – nachvollziehbar
Bei Nullpunkt-Spanntechnik ist Wiederholgenauigkeit nicht nur eine Angabe – sie entsteht durch Materialkontrolle, Präzisionsschleifen und Funktionsprüfung. Nextas fokussiert stabile Langzeitperformance in realen Späne- und Kühlmittelumgebungen.
Materialien & Verschleißfestigkeit
- Gehärteter, korrosionsbeständiger Stahl an kritischen Positionier-/Verriegelungsflächen.
- Präzisionsgeschliffene Kontaktflächen für stabile Wiederholgenauigkeit über viele Zyklen.
- Für Kühlmittelkontakt ausgelegt: robuste Abdichtung und wirksames Debris-Management.
Funktionsprüfung
- Dichtheits- und Betätigungsprüfung für konsistentes Entriegelungsverhalten.
- Integrierte Selbstreinigungs-Luftkanäle schützen die Auflagegenauigkeit bei Spänebelastung.
- Leitfaden zur Wiederholprüfung für Wareneingang und FAT auf Anfrage verfügbar.
Support & Dokumentation
- CAD/STEP-Dateien auf Anfrage für schnelle Vorrichtungskonstruktion und Simulation.
- Konfigurationsvorschlag inkl. Modulabständen, Porting-Plan und Stücklistenempfehlungen.
- Ersatzteile & Wartungscheckliste für planbare Verfügbarkeit.
Auswahl- & Integrationsleitfaden
So spezifizieren Sie ein Nullpunktsystem für Ihre Maschine
- 1. Wechselziel festlegen: Palettenwechsel, Vorrichtungswechsel oder beides. Daraus ergeben sich Anzahl der Module und Ihre Palettenstrategie.
- 2. Modulgröße wählen: nach Vorrichtungsgewicht, Zerspankräften und verfügbarer Auflagefläche (85 / 120 / 160 / 195 mm).
- 3. Zugbolzen auswählen: Standard vs. kompakt vs. Verdrehsicherung – abhängig von Bauraum und Bezugssystem.
- 4. Zwischenplatte planen: Modulabstände für Werkzeugzugang, Späneabfuhr und Kühlmitteldrainage optimieren.
- 5. Luftführung entscheiden: Bottom-Inlet für saubere Durchtisch-Verrohrung; Side-Inlet wenn Durchtisch nicht möglich ist.
- 6. Automationsfähigkeit: Sensoren zur Spann-/Lösebestätigung für APC/Robotik und sichere PLC-Sequenzen vorsehen.
Typische Retrofit-Wege
Nullpunktsysteme amortisieren sich am schnellsten, wenn Sie eine Schnittstelle über mehrere Setups standardisieren. Das sind die häufigsten Upgrade-Routen, die wir unterstützen.
3-Achs CNC → Schnellwechsel-Vorrichtungen
Modulmuster auf Zwischenplatte montieren und Zugbolzen an Schraubstöcken/Vorrichtungen nachrüsten. Ideal für gemischte Lose und kurze Serien.
5-Achs CNC → kompakte, zugängliche Spanntechnik
Dichte Modul-Layouts und flache Vorrichtungen nutzen, um Werkzeugzugang zu maximieren und das erneute Ausrichten zu reduzieren.
Automationszelle → Palettenpool / APC / Roboter
Spannstatus-Signale und konsistente Paletten integrieren, um sichere unbeaufsichtigte Wechsel und höhere Spindellaufzeit zu ermöglichen.
Schnellübersicht: Modulgröße & Layout
Diese Hinweise helfen bei der frühen Planung einer Schnellwechsel-Palette / Spannvorrichtung. Die finale Auslegung hängt von Zerspankräften, Momenten und Maschinenbedingungen ab — senden Sie Ihr Setup, wir schlagen ein Layout vor.
| Einsatzfall | Typische Last | Empfohlenes Modul | Typische Modulanzahl | Hinweise |
|---|---|---|---|---|
| Kompakte 5-Achs-Vorrichtungen / Schraubstöcke | ≤ 30 kg | 85 mm | 3–4 |
|
| Allgemeine 3-Achs-Schnellwechsel-Setups | ≤ 100 kg | 120 mm | 4 |
|
| Schwere Vorrichtungen / Tombstones | ≤ 250 kg | 160 mm | 4–6 |
|
| Große Paletten / Automation / APC | ≤ 500 kg | 195 mm | 6–8 |
|
Bottom-Inlet vs. Side-Inlet (Luftführung)
| Option | Optimal wenn | Hinweise zur Verrohrung | Hinweise zur Automation |
|---|---|---|---|
| Bottom-Inlet | Luft kann durch Tisch/Zwischenplatte geführt werden — sauber und geschützt. |
|
|
| Side-Inlet | Durchtisch-Führung ist nicht möglich oder schnelle Nachrüstung ist gefragt. |
|
|
Fortschrittliche Fertigungsanwendungen
Offline-Rüstung & Palettierung
Bauen Sie Vorrichtungen auf und montieren Sie Werkstücke auf Paletten, während die Maschine läuft — für drastisch erhöhte Maschinenlaufzeiten.
Multi-Maschinen-Standardisierung
Nutzen Sie dieselbe Aufspannung auf mehreren Maschinen (3-Achs, 5-Achs, KMGs) für maximale Flexibilität und reduzierten Vorrichtungsbestand.

Vollständige Automationsintegration
Integrierte Sensorik und pneumatische Steuerung liefern das notwendige Feedback für Roboter-Palettenwechsler und unbemannte Zellen.

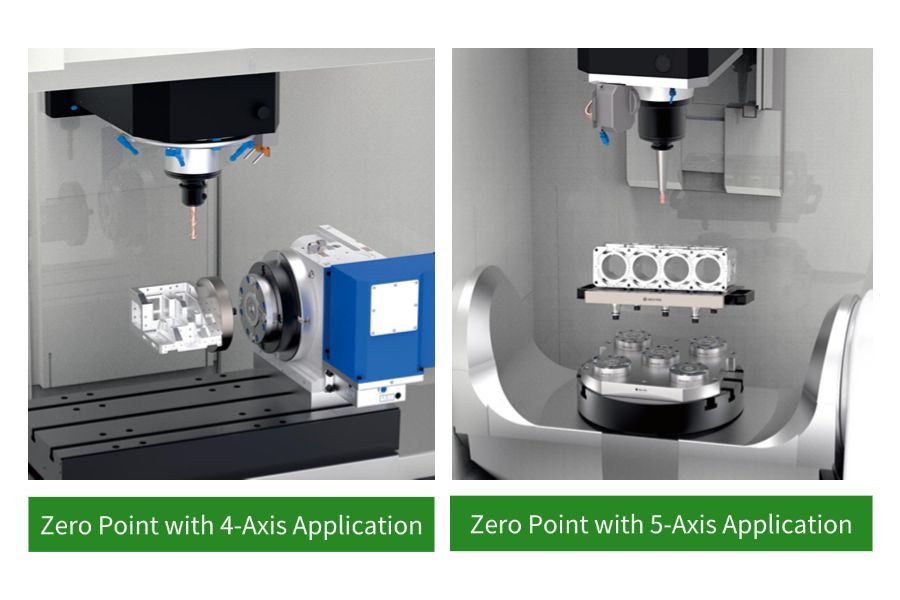
5-Achs- und komplexe Bearbeitung
Die kompakten Module ermöglichen kreative Vorrichtungen mit minimaler Störkontur für maximalen Werkzeugzugang.
Fallstudien
2-fach Nullpunkt-Spannsystem



4-fach Nullpunkt-Spannsystem


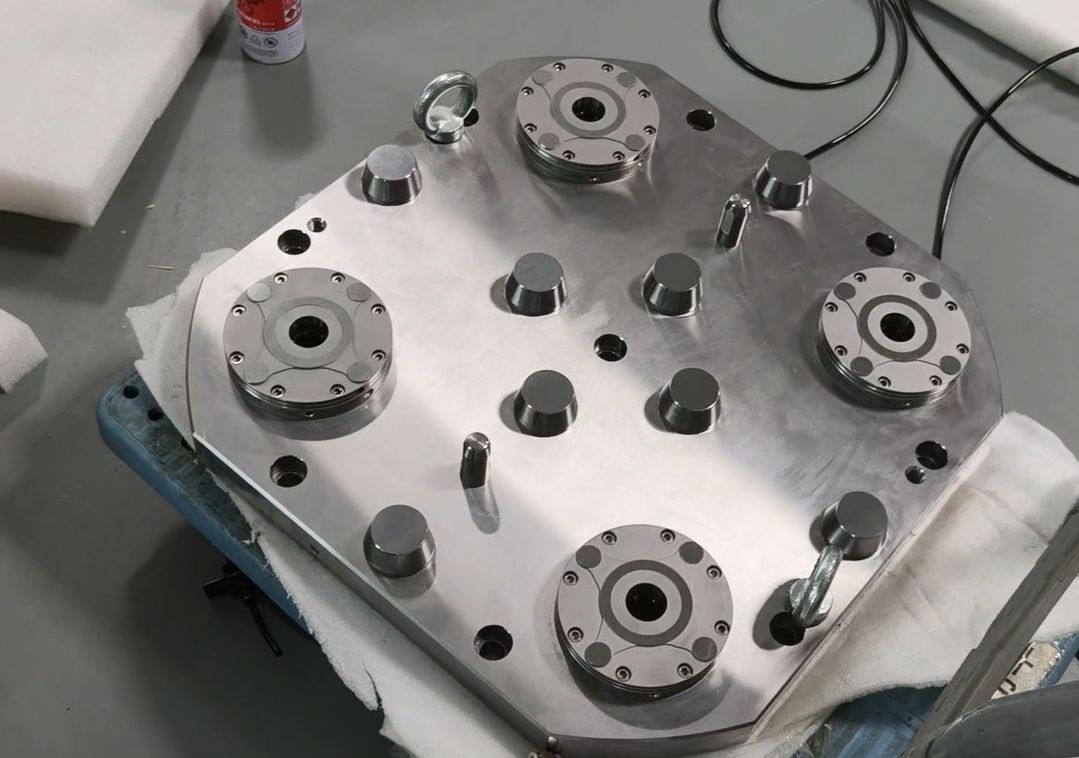
6-fach Nullpunkt-Spannsystem

Wählen Sie zuerst die richtige Nullpunkt-Systemarchitektur
Die meisten Wechselprobleme werden früher gelöst, wenn das Aufnahmemodul-Layout, die Zuführungsrouting und die Palettenplatzierung auf die Maschine und Werkstückfamilie abgestimmt werden, bevor die Spannvorrichtung endgültig festgelegt wird.
Einzelne Aufnahmemodule
Ideal für kompakte Spannvorrichtungen, 5-Achs-Bearbeitung, Schraubstöcke oder Paletten mit niedrigem Profilquerschnitt und einfachem Wartungszugang.
Kombinationsblöcke
Ein robusterer Ausgangspunkt, wenn eine Spannvorrichtung mehrere Spannpunkte, höhere Stützsteifigkeit oder ein dichteres Palettenlayout benötigt.
Untere Zuführung vs. seitliche Zuführung
Wählen Sie die untere Zuführung, wenn eine Durchgangsrouting durch den Tisch verfügbar ist und der Schutz die höchste Priorität hat. Wählen Sie die seitliche Zuführung, wenn der Nachrüstungszugang oder die Utility-Routen eine seitliche Verbindung praktischer machen.
Was Sie für eine sichere Modulempfehlung einreichen sollten
Maschine & Grundfläche
Maschinentisch, verfügbare Aufnahmefläche, Stack-Höhenlimit und ob es sich um ein 3-Achs-, 4-Achs- oder 5-Achs-Setup handelt.
Spannvorrichtung & Last
Spannvorrichtungsmasse, Werkstückfamilie, Rohmaterial-Schweregrad und ob das Setup zwischen Bearbeitung und Inspektion bewegt werden muss.
Utility-Routing
Teilen Sie mit, ob Druckluft durch den Tisch, durch eine Unterschicht oder nur von der Seite kommen kann, damit die Zuführungswahl praktisch bleibt.
Automatisierungsziel
Teilen Sie Ihre Wechselzielzeiten, Palettenzahl, Roboter-Handoff-Anforderungen und die Spann-/Entspannbestätigungssignale mit, die Sie benötigen.
Spickzettel: Auswahl • Integration • Wartung
Kompakte Werkstatt-Referenz, um die richtige Konfiguration zu wählen, sauber in Maschine/Automation zu integrieren und die Wiederholgenauigkeit im Alltag stabil zu halten.
1) Auswahl: die passende Konfiguration wählen
| Wenn Ihnen am wichtigsten ist… | Starten Sie mit… | Warum das hilft |
|---|---|---|
| Schnelle Umrüstungen / High-Mix-Jobs | Standardisieren Sie eine Schnittstelle (Nullpunkt / ITS / 3R) über Maschinen hinweg und nutzen Sie Vorrichtungsplatten/Paletten. | Ermöglicht Offline-Rüsten und Wechsel in Sekunden mit minimalem Neu-Ausrichten. |
| 5-Achs-Zugänglichkeit und Werkzeugfreiheit | Wählen Sie Low-Profile-Komponenten und planen Sie Freiräume früh (Stack-Höhe, Körper, Schlüsselzugang). | Vermeidet Kollisionen und erhält Reichweite in tiefe Bereiche. |
| Unbeaufsichtigtes / robotergestütztes Bearbeiten | Ergänzen Sie Rückmeldungen (Clamp-OK / Werkstück vorhanden), Späneschutz und eine Recovery-Sequenz. | Reduziert Fehlbeladungen und erhöht die Automations-Zuverlässigkeit. |
| Schruppen / hohe Schnittkräfte | Mehr Abstützung und Steifigkeit (mehr Spannstellen, steifere Basis, kürzerer Aufbau). | Minimiert Durchbiegung und schützt die Oberflächengüte. |
2) Integration: vor der Montage vorbereiten
| Thema | Typische Lösung | Praxis-Tipp |
|---|---|---|
| Montage und Bezug | Schraubbild + Passstifte / Nuten / Bezugskante | Einen Master-Bezug definieren und eine Prüf-Palette/Referenzteil für schnelle Checks bereithalten. |
| Medien | Saubere, trockene Luft mit FRL; stabiler Druck; (Hydraulik/Elektrik falls nötig) | FRL regelmäßig entleeren und lange/restriktive Schläuche vermeiden, die das Schalten verlangsamen. |
| Steuer-Handshake | M-Codes/PLC I/O: clamp, unclamp, clamp-OK, fault | Timeouts + sichere Zustände nutzen; Signale loggen, um sporadische Stillstände zu finden. |
| Prozess-Validierung | Tast-Makro / Messuhr-Check / Erstmuster-Routine | Nach der Montage eine Basis-Wiederholgenauigkeit festlegen und wöchentlich vergleichen. |
3) Wartung: Wiederholgenauigkeit stabil halten
| Risiko / Verschleißpunkt | Frühsymptom | Vorbeugung / Quick-Fix |
|---|---|---|
| Späne auf Anlageflächen | Werkstück wandert, Wiederholgenauigkeit driftet | Ausblasen + Anlageflächen wischen; bei Bedarf Abdeckungen/Reinigungs-Luft vorsehen. |
| Dichtungen/Abstreifer und Führungen | Langsames Schalten, Leckagen, ungleichmäßiges Spannen | Regelmäßig prüfen; Kühlschmierstoff/Abrasiv fernhalten; Verschleißteile proaktiv tauschen. |
| Lose Schrauben / beschädigte Kontaktflächen | Unerwartete Fehlstellung, Vibrationsspuren | Drehmoment prüfen; Passstifte nutzen; kleine Macken vorsichtig entgraten (Bezug nicht ‘nachfräsen’). |
| Verschmutzte Luft/Öl | Klemmende Bewegung, Alarme in der Automation | Filtration/Trocknung verbessern; Behälter entleeren; einfaches Ersatzteil-Kit bereithalten. |
Benötigen Sie CAD/STEP, ein Schraubbild oder eine Empfehlung für Ihr Bauteil?
KontaktVervollständigen Sie Ihr System

Nullpunkt-Spannplatten
Die ideale Grundlage. Unsere Platten werden mit vorinstallierten Modulen für eine einfache Einrichtung auf jeder Maschine geliefert.
Details ansehen →
Automatischer Palettenwechsler
Maximieren Sie die Maschinenlaufzeit mit einem vollständig integrierten System, das auf unserer Kerntechnologie basiert.
Details ansehen →Ähnliche Artikel
Checkliste: Produktdaten & Evaluierung
Diese Checkliste hilft Ihnen, Wiederholgenauigkeit, Zugkraft (Pull-down) und Automationsfit bei der Lieferantenbewertung zu verifizieren.
Kern-Spezifikationen
| Systemkomponenten | Empfangsmodule + Zugbolzen + Montageplatte/Palette (konfigurierbar) |
|---|---|
| Wiederholgenauigkeit | Typische Zielwerte bis ≤ 0,003 mm (anwendungsabhängig) |
| Verriegelungsprinzip | Ausfallsichere mechanische Verriegelung; pneumatische/hydraulische Entriegelung |
| Wechsel-Fokus | Schneller Vorrichtungs-/Palettenwechsel für 3- & 5-Achs-Bearbeitung |
| Verschleißflächen | Gehärtete Kontaktflächen an kritischen Positionier- und Verriegelungsbereichen |
| Optionen | Manuell / pneumatisch / hydraulisch, mehrere Modulgrößen & Zugbolzen-Patterns |
Tipp: Teilen Sie Werkstoff, Maschinenmodell und Ziel-Taktzeit – wir schlagen eine passende Konfiguration und messbare Zielwerte vor.
Kompatibilität & Standards
- Integration mit Paletten, Tombstones, Schraubstöcken, Spannfuttern und kundenspezifischen Vorrichtungen.
- Layout kann auf Bauraum, Spänefluss und Kühlmittelzugang ausgelegt werden.
- Geeignet für APC/Robotik mit Spannbestätigung und sicherer Sequenzierung.
Messbare Effekte (vorher → nachher)
- Rüstzeit: Minuten/Sekunden statt manuelles Neu-Ausrichten (prozessabhängig).
- Stabiles Bezugssystem nach erneutem Spannen: weniger Antast-/Messtakt zwischen Operationen.
- Weniger Ausschuss: weniger Fehlpositionierung und Kippfehler bei Mehr-OP-Teilen.
Spannmittel-Konfiguration
- Stückliste: Modulanzahl, Zugbolzen-Typ, Befestigung, Porting (falls erforderlich).
- Bezug/Locator-Strategie: Anlageflächen, Pull-down-Richtung, Verdrehsicherung.
- Stack-up prüfen: Platte/Palette → Modul → Vorrichtung/Schraubstock/Futter → Werkstück (Steifigkeit).
Nachweise & Proof
- Layout-Zeichnung (PDF/CAD) mit Modulabständen und Bezugssystem.
- Fotos/Videos von Spann-/Löseablauf und Palettenwechsel-Sequenz auf der Maschine.
- Messprotokoll: Wiederholprüfung nach erneutem Spannen / Antast-Test (Beispiel möglich).
Lieferung & Support
- Konfigurationsvorschlag innerhalb von 24–48h nach Erhalt von Werkstück- und Maschineninfos.
- Ersatzteilversorgung: Zugbolzen, Dichtungen, Modulkomponenten; Wartungscheckliste inklusive.
- Optionales FAT-Video vor Versand für wichtige Baugruppen.
Häufig gestellte Fragen
Wie funktioniert die ausfallsichere mechanische Verriegelung?
Das Nullpunktsystem verriegelt über vorgespannte Federn mechanisch und dauerhaft. Pneumatik (typisch 6 bar) dient ausschließlich zum Entriegeln. Bei Luftverlust bleibt das Werkstück sicher gespannt – ideal für Automationszellen und unbeaufsichtigte Bearbeitung.
Was ist der Unterschied zwischen Bottom-Inlet und Side-Inlet?
Bottom-Inlet führt die Luft durch Maschinentisch/Zwischenplatte – sauber und geschützt. Side-Inlet ist die flexible Option, wenn eine Durchtisch-Verrohrung nicht möglich ist; die Luftleitung wird seitlich angeschlossen.
Eignen sich die Module auch außerhalb der CNC-Bearbeitung?
Ja. Häufige Anwendungen sind KMG-Messplätze, Schweißvorrichtungen, Montage-/Rüststationen und EDM – überall dort, wo reproduzierbare Positionierung und schneller Wechsel den Durchsatz steigern.
Welche Wartung ist erforderlich?
Halten Sie die Anlageflächen sauber, prüfen Sie regelmäßig und schmieren Sie leicht gemäß Handbuch. In späne- und kühlmittelintensiven Umgebungen helfen Wischen und gelegentliche Dichtigkeitschecks, die Entriegelung dauerhaft stabil zu halten.
Wie integriere ich die Spannstatus-Überwachung für Automation?
Automationsfähige Module können mit Sensorports für Näherungssensoren ausgestattet werden. Diese liefern Spann-/Lösebestätigung an PLC/Robotercontroller, sodass der Prozess erst bei validiertem Status startet.
Wie wähle ich die richtige Modulgröße (85 / 120 / 160 / 195 mm)?
Starten Sie mit Paletten-/Vorrichtungsabmessungen, Gewicht und Zerspanlasten. Kleinere Größen passen zu kompakten 5-Achs-Vorrichtungen; größere Durchmesser bieten mehr Steifigkeit und Tragfähigkeit für schwere Paletten/Tombstones und Schruppen.
Welchen Zugbolzen sollte ich verwenden – und wie wichtig ist die Qualität?
Der Zugbolzen ist die Präzisionsschnittstelle zwischen Vorrichtung und Modul. Geometrie, Härte und Oberflächenfinish beeinflussen Wiederholgenauigkeit und Verschleiß. Wählen Sie die Bauform nach Bauraum, Vorrichtungsstärke und ggf. Verdrehsicherung.
Welche Luftqualität/Filtration wird empfohlen?
Verwenden Sie saubere, trockene Luft bei der spezifizierten Entriegelungsdruckstufe (typisch 6 bar). Ein Filterregler/FRL schützt Dichtungen und sorgt für konstantes Entriegeln – besonders wichtig in Automationszellen.
Kann ich vorhandene Vorrichtungen oder Schraubstöcke nachrüsten?
Ja. Viele Kunden rüsten Schraubstöcke, Spannfutter und Sondervorrichtungen durch Zugbolzen an Adapterplatten oder am Vorrichtungsfuß nach. Wichtig sind ein stabiles Bezugssystem (Ebenheit/Bolt-Pattern) sowie Späne-/Kühlmittel-Freiraum für sauberes Aufsetzen.