

Wpisz swój adres e-mail, aby poprosić o broszurę. Ze względu na różnicę stref czasowych wyślemy ją następnego dnia roboczego rano (GMT+8, czas Pekinu).

Kluczowa technologia blokowania
Systemy mocowania punktu zerowego
Napęd efektywności szybkiej wymiany
System mocowania z punktem zerowym Nextas został opracowany do standaryzacji pozycjonowania i ryglowania między oprzyrządowaniem, paletami i stołami maszyn. Ogranicza zmienność ustawień i wspiera szybsze, bardziej powtarzalne przezbrojenia w produkcji ręcznej i automatycznej.
Powtarzalność na poziomie mikronówGwarantuje dokładność powtórnego pozycjonowania ≤ 0,003 mm, zapewniając stałą jakość.
Bezpieczne blokowanieSprężyna mocno zaciąga — detale pozostają zaciśnięte nawet bez powietrza (fail-safe).
Duża siła zaciskuSztywne mocowanie do wytrzymania ciężkich operacji skrawania bez wibracji.
Najlepsze zastosowanie
Gdy moduł odbiornika jest rzeczywistym rdzeniem projektu
Użyj tej ścieżki, gdy producent wybiera trzpienie zaciągowe, odstęp odbiornika, trasę powietrza i sprzężenie zwrotne sterowania, a nie szuka tylko płytki odniesienia pod istniejące urządzenie.
Przygotowanie integracji
Co wysłać, aby otrzymać szybszą rekomendację modułu
Podaj rozmiar palety, standard trzpienia zaciągowego, preferencję dotyczącą wlotu, wymagania dotyczące czujnika lub potwierdzenia oraz czy moduł będzie połączony z APC, robotem lub ręcznymi stacjami szybkiej wymiany.
Zacznij od zadania
Użyj strony jako narzędzia wyboru, nie tylko długiego katalogu
Zacznij od sekcji, która pasuje do rzeczywistej decyzji inżynierskiej: wyboru rozmiaru modułu, planowania połączeń lub ustalania oczekiwań dotyczących konserwacji.
Fokus doboru
Porównaj rozmiar modułu, odstęp odbiornika, kompatybilność trzpienia zaciągowego i czy pojedynczy lub wielostanowiskowy blok pasuje do logiki palety.
Fokus integracji
Sprawdź trasę wlotu, porty automatyki, sprzężenie zwrotne czujnika i jak moduł łączy się z APC, paletami lub wczytywaniem robotów.
Fokus konserwacji
Przejrzyj czyszczące powietrze, sprawdzenia osadzania i potwierdzenie stanu blokady, które chronią powtarzalność w codziennej produkcji.
Szybkie przekazanie inżynierskie
Wyślij najpierw wymagania interfejsu
- Rozmiar palety lub urządzenia oraz zakres masy.
- Standard trzpienia zaciągowego i preferowany odstęp odbiornika.
- Wymaganie dotyczące trasowania wlotem dolnym lub bocznym.
- Potrzeba czujników, połączenia APC lub potwierdzenia robota.
Najlepsze zastosowanie
Użyj tej ścieżki, gdy moduł odbiornika sam jest decyzją dotyczącą zakupu
Najlepsze dla projektów skoncentrowanych na trzpienach zaciągowych, odstępach odbiornika, trasowaniu powietrza i potwierdzeniu stanu blokady na paletach, imadłach lub przenośnikach automatyki.
Najpierw porównaj
Najpierw ustaw rozmiar modułu, trasowanie wlotu i wymaganie sprzężenia zwrotnego
Moduły odbiornika jednolitego, bloki kombinacyjne i wersje gotowe do sterowania stają się łatwiejsze do porównania po zablokowaniu tych trzech ograniczeń.
Ścieżka pokrewna
Nie każdy projekt rozpoczyna się od tej samej warstwy sprzętu
Jeśli rzeczywistą potrzebą jest najpierw standaryzacja stołu lub logistyka palety, przejdź na bok przed zagłębianiem się na głęboką stronę tego modułu.
Specyfikacja technicznaSzczegóły mechanizmuJakość i niezawodność, które da się zweryfikowaćPrzewodnik doboru i integracjiZaawansowane zastosowania produkcyjneŚciąga: dobór • integracja • utrzymanie
Mapa systemu katalogowego
| Rodzina | Co obejmuje | Typowe modele / uwaga |
|---|---|---|
| MFG punkt zerowy pozycjonowania | Moduły odbiornika jednolitego do bezpośredniej wymiany palety, imadła, wrzeciona lub przyrządu. | NT-S200P85V1 / 120V1 / 160V1 / 195V1 |
| MFG moduły kombinacyjne | Wielostanowiskowe bloki odbiorników dla większych palet, nagrobków i podplatów gotowych do automatyki. | NT-S200P120ZH2A / 120ZH2B / 160ZH2A / 160ZH2B |
| Rodzina płyt szybkiej wymiany | Fundamenty na poziomie płyt 52 mm / 96 mm, które standaryzują interfejs maszyny. | Aby poznać pełną macierz modeli płyt 52/96, zobacz stronę płyty zacisku punktu zerowego. |
| BDS pozycjonowania | Kompaktowa rodzina punktów odniesienia używana, gdy preferuje się mniejsze interfejsy pozycjonowania w komórkach automatyki. | Aby poznać warianty punktów odniesienia A024 / B024 i palet z powtarzalności <0,003 mm i siłą zacisku 60 000 N, zobacz dedykowaną stronę BDS. |
| Sprzęgła punktu zerowego | Interfejs szybkiej wymiany EOAT / strona robota dla lekkich palet, modułów dokowania i przekazania automatyki. | Korpus sprzęgła NT-S600P90V1 z pasującą rodziną trzpienia NT-S200P25 / 30 / 35 / 40. |
| Czujnik szybkiej wymiany punktu zerowego | Formaty odbiorników przygotowane do potwierdzenia stanu zacisku/odblokowywania w zautomatyzowanych komórkach. | Używane, gdy wymagane jest potwierdzenie PLC, blokada robota lub walidacja cyklu bezobsługowego. |
Potrzebujesz kompaktowej rodziny punktów odniesienia?
BDS jest teraz wydzielony jako osobna strona szczegółów produktu, dzięki czemu inżynierowie mogą przeglądać korpusy punktów odniesienia A024 / B024, pasujące palety, siłę zacisku i uwagi dotyczące obsługi bez przewertowania ogólnych przeglądów punktu zerowego.
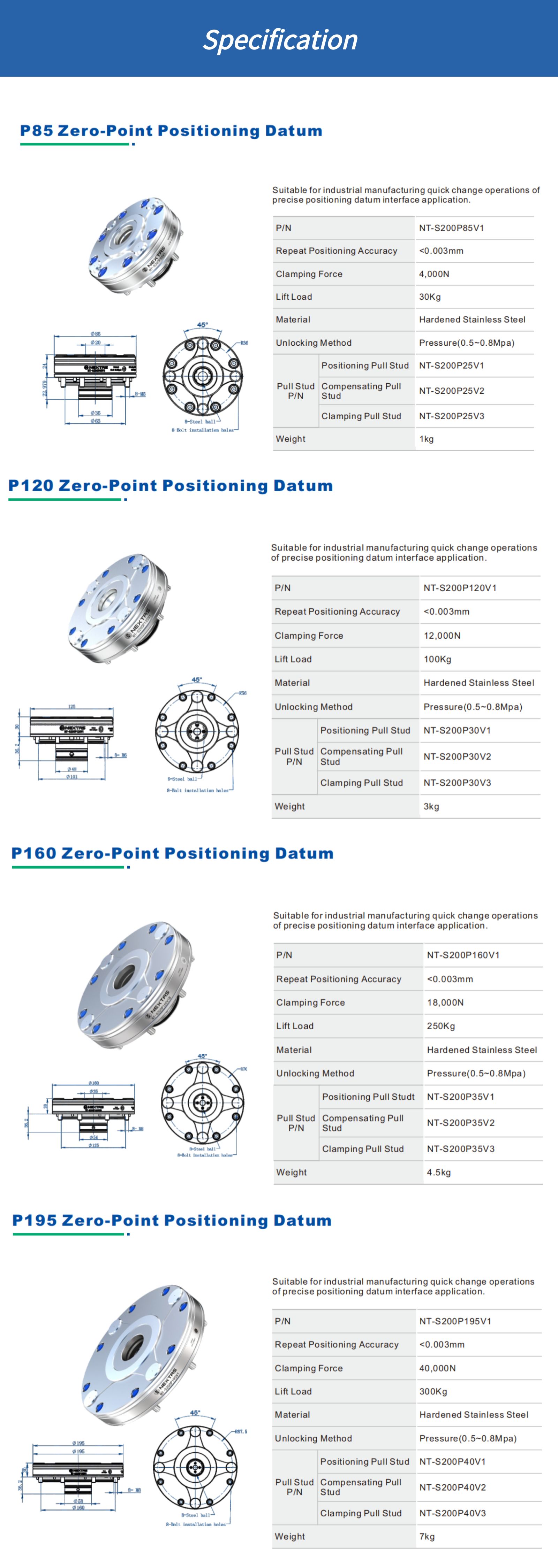
Specyfikacja techniczna
| Model | Średnica modułu | Siła zacisku | Udźwig | Powtarzalność |
|---|---|---|---|---|
| NT-S200P85V1 | 85 mm | 4 kN | 30 KG | ≤ 0,003 mm |
| NT-S200P85V2 | 85 mm | 5 kN | 30 KG | ≤ 0,003 mm |
| NT-S200P120V1 | 120 mm | 12 kN | 100 KG | ≤ 0,003 mm |
| NT-S200P115V2 | 115 mm | 10 kN | 100 KG | ≤ 0,003 mm |
| NT-S200P160V1 | 160 mm | 18 kN | 250 KG | ≤ 0,003 mm |
| NT-S200P148V2 | 148 mm | 18 kN | 250 KG | ≤ 0,003 mm |
| NT-S200P195V1 | 195 mm | 40 kN | 300 KG | ≤ 0,003 mm |
Wspólne specyfikacje (wszystkie modele)
- Uruchamianie:Odblokowanie pneumatyczne (6 bar)
- Materiał korpusu:Hartowana stal nierdzewna, odporna na korozję
- Funkcje podstawowe:Pozycjonowanie typu stożkowego, mechaniczne autoblokowanie, samoczyszczące się odniesienie pozycjonowania, testowanie szczelności powietrza i czyszczenie otworu wewnętrznego.
Głębokość rodziny odbiornika, którą kupujący często pomijają
Katalog nie zatrzymuje się na czterech odbiornikach jednolitych. Zawiera również wielostanowiskowe bloki odbiorników, sprzęgła robota i formaty gotowe do czujników, które mają znaczenie, gdy rzeczywistym projektem jest standaryzacja palety lub zautomatyzowane przekazanie.
| Format odbiornika | Gdzie pasuje najlepiej | Odwołanie katalogowe |
|---|---|---|
| Moduły odbiornika jednolitego | Kompaktowe imadła, przyrządy 5-osiowe, mniejsze palety i transfer między maszynami, gdzie liczą się niskie wymiary sterty. | Rodzina odbiornika P85 / P120 / P160 / P195 |
| Dwustanowiskowe moduły kombinacyjne | Dłuższe palety i podplaty wymagające większego wsparcia niż może zapewnić pojedynczy odbiornik. | Dwustanowiskowy P160 i powiązane moduły kombinacyjne |
| Czterostanowiskowe moduły kombinacyjne | Układy palet o wyższym wsparciu, nagrobki i większe przenośniki automatyki. | NT-S200P120ZH4A / P120ZH4B / P160ZH4A / P160ZH4B |
| Sześciostanowiskowe moduły kombinacyjne | Maksymalny wkład wsparcia dla palet o dużej powierzchni i ciężkich komponentów. | NT-S200P120ZH6A / P120ZH6B / P160ZH6A / P160ZH6B |
| Pomocnicze moduły pozycjonujące | 2-stanowiskowe i 4-stanowiskowe pomocnicze interfejsy do zaawansowanej automatyzacji. | NT-S200P120WJ2 / P160WJ2 (2-st), NT-S200P120WJ4 / P160WJ4 (4-st) |
| Sprzęgła punktu zerowego | Szybka wymiana strony robota / transferu, gdzie kompaktowy interfejs automatyki ma większe znaczenie niż rozmiar stołu maszyny. | NT-S600P90V1 + paleta sprzęgła NT-S200P35TP01 |
| Interfejsy punktu zerowego gotowe do czujnika | Komórki wymagające potwierdzenia zacisku przed ruchem palety, odbiorem robota lub bezobsługowym ponownym uruchomieniem. | Rodzina czujnika szybkiej wymiany punktu zerowego |
Szczegóły mechanizmu
Zaprojektowane dla niezawodnej wydajności
Moduły Nextas Zero-Point są fundamentem nowoczesnej wydajności produkcyjnej. Każdy moduł wykonany jest z wysokiej klasy hartowanej stali stopowej, co zapewnia maksymalną sztywność i żywotność. Pomysłowy mechanizm wewnętrzny wykorzystuje ciśnienie pneumatyczne (zazwyczaj 6 bar) do pokonania silnych sprężyn w celu odblokowania. Gdy powietrze zostanie odcięte, sprężyny te natychmiast i z dużą siłą wciągają i blokują trzpień mocujący (pull stud), tworząc pewne, odporne na wibracje połączenie, które jest całkowicie bezpieczne.
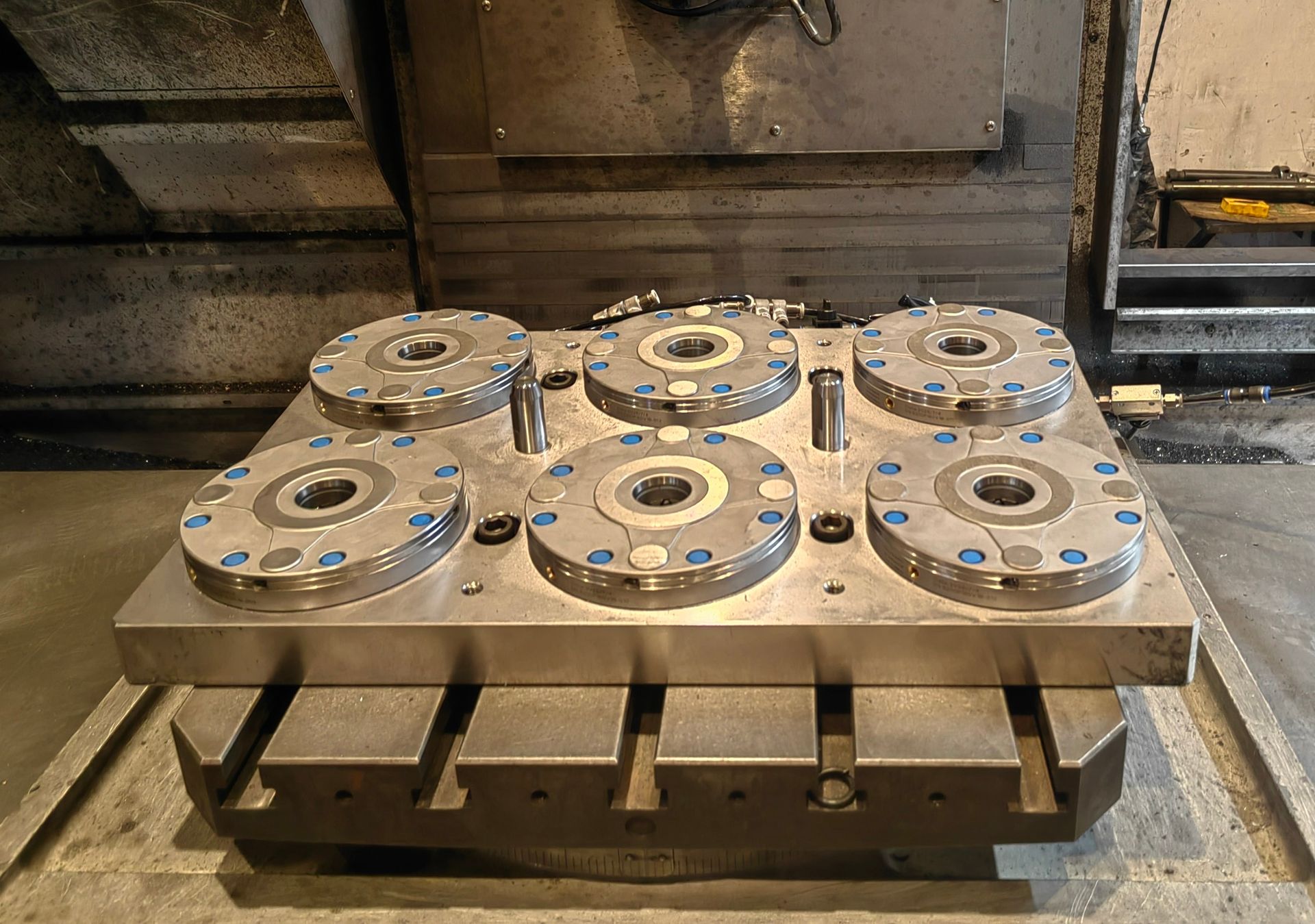
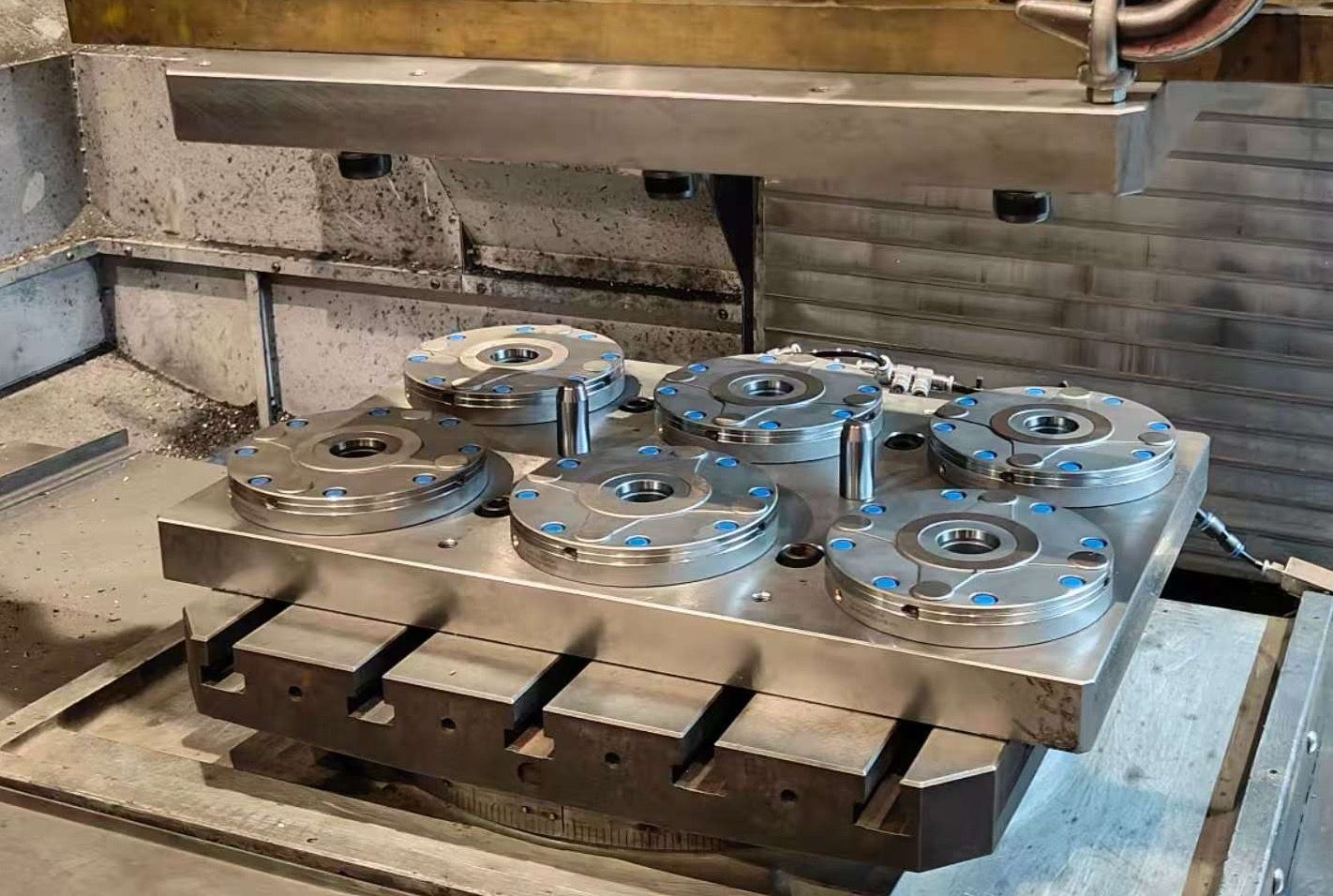
Zobacz w akcji: Moc natychmiastowej zmiany
Zobacz, jak nasz system mocowania punktu zerowego zmienia Twój przepływ pracy. Ta demonstracja pokazuje niesamowitą szybkość i bezbłędną precyzję naszego mechanizmu blokującego, umożliwiając wymianę palet w kilka sekund.
(7)%20(1).png?updatedAt=1754553736043)
Cechy rozwiązania z zasilaniem dolnym (Bottom Inlet)
- Elastyczne pozycjonowanie stożkowe · Powtarzalna dokładność pozycjonowania <0,003 mm.
- Wysokoprecyzyjna konstrukcja samoblokująca typu kulowego zapewnia stabilność.
- ③⑥ Funkcja pneumatycznego wspomagania (Turbo) zwiększa siłę zacisku.
- ④⑦ Test szczelności i funkcja samoczyszczenia powierzchni.
- ⑤⑧ Pneumatyczne blokowanie/odblokowanie i funkcja podnoszenia uchwytu.
- Funkcja czyszczenia strumieniowego wewnątrz otworu trzpienia zapobiega gromadzeniu się wiórów.
- Test szczelności i samoczyszczenie powierzchni pozycjonującej.

Kluczowe funkcje systemu
- Mechaniczne samoblokowanie: Utrzymuje 100% siły zacisku nawet w przypadku całkowitej utraty ciśnienia powietrza.
- Wzmacniacz siły zacisku (Turbo): Opcjonalna funkcja turbo znacznie zwiększa siłę trzymania w zastosowaniach ciężkich.
- Samoczyszczący nadmuch powietrza: Zintegrowane kanały usuwają zanieczyszczenia przed zaciśnięciem, zapewniając idealne osadzenie.
- Monitorowanie pozycji: Przystosowane do czujników, które przekazują sygnał zacisku/zwolnienia do bezpiecznej automatyzacji.

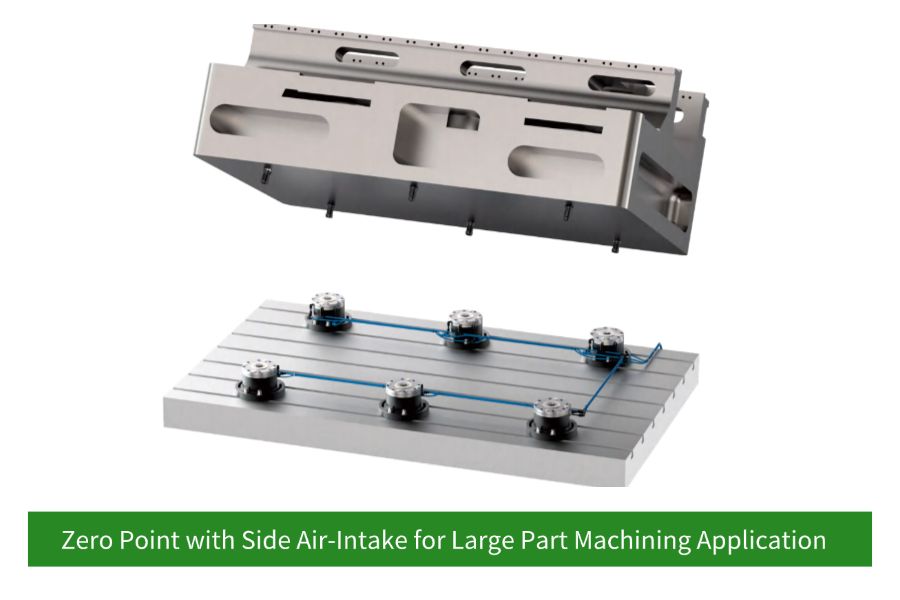
Elastyczne rozwiązania zasilania
W zależności od układu linii produkcyjnej możesz elastycznie wybrać „Rozwiązanie z zasilaniem bocznym?(Side-Inlet Solution). Nasz zespół inżynierów może zapewnić optymalne zalecenia konfiguracyjne.
(7).png?updatedAt=1754553737609)
Jakość i niezawodność, które da się zweryfikować
W systemach zero-point powtarzalność to efekt materiałów, szlifowania i testów funkcjonalnych. Nextas stawia na stabilną pracę w realnych warunkach wiórów i chłodziwa.
Materiały i odporność na zużycie
- Hartowana, odporna na korozję stal na kluczowych powierzchniach bazowania i ryglowania.
- Precyzyjnie szlifowane powierzchnie współpracy dla stabilnej powtarzalności w wielu cyklach.
- Konstrukcja pod chłodziwo: solidne uszczelnienia i kontrola zanieczyszczeń.
Testy funkcjonalne
- Kontrola szczelności i działania dla powtarzalnego odryglowania.
- Samoczyszczące kanały przedmuchu chronią dosiad w środowisku z wiórami.
- Wytyczne do testów powtarzalności dla odbioru i FAT dostępne na życzenie.
Wsparcie i dokumentacja
- Pliki CAD/STEP na życzenie do szybkiego projektowania przyrządów.
- Propozycja konfiguracji: rozstaw odbiorników, plan portów i sugerowana BOM.
- Części zamienne i lista konserwacji dla przewidywalnej dostępności.
Przewodnik doboru i integracji
Jak dobrać system zero-point do Twojej maszyny
- 1. Określ cel przezbrojenia: wymiana palet, wymiana przyrządów lub oba. To wyznacza liczbę odbiorników i strategię paletyzacji.
- 2. Dobierz rozmiar odbiornika: wg masy przyrządu, obciążeń skrawania i dostępnego pola (85 / 120 / 160 / 195 mm).
- 3. Wybierz kołki/pull study: standardowe, kompaktowe lub antyrotacyjne – zależnie od luzów i bazowania.
- 4. Zaplanuj płytę pośrednią: rozstaw pod dostęp narzędzia, spływ chłodziwa i ewakuację wiórów.
- 5. Ustal prowadzenie powietrza: dolny wlot dla czystej instalacji przez stół; boczny wlot gdy to niemożliwe.
- 6. Automatyzacja: dodaj czujniki potwierdzenia zaciśnięcia/zwolnienia dla APC/robota i bezpiecznych sekwencji PLC.
Typowe ścieżki retrofit
Największy zwrot daje standaryzacja jednej bazy na wielu setupach. Oto najczęstsze scenariusze modernizacji, które wspieramy.
CNC 3-osiowe → szybka wymiana przyrządów
Wzór odbiorników na płycie pośredniej + pull study w imadłach/przyrządach. Świetne dla krótkich serii i miksu detali.
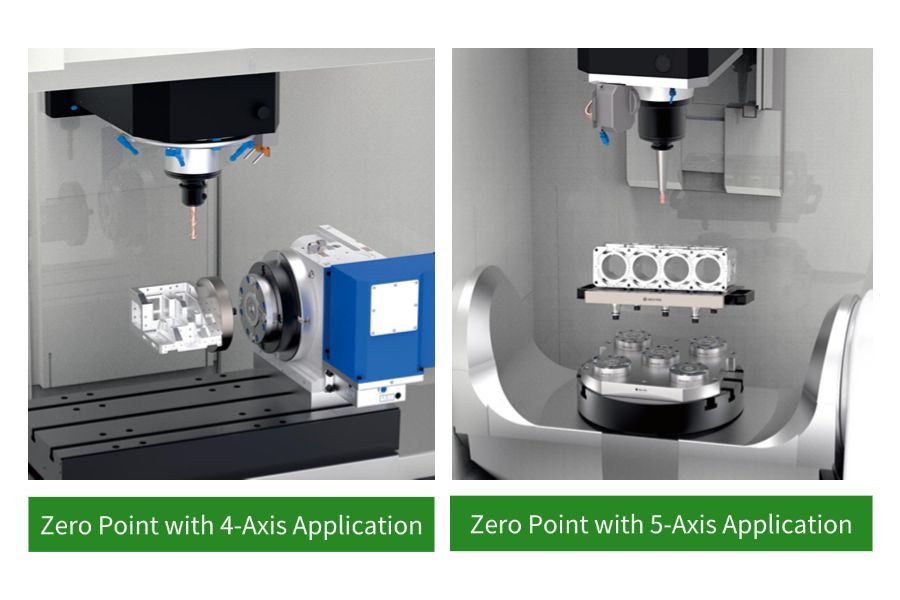
CNC 5-osiowe → kompaktowe mocowanie, lepszy dostęp
Gęsty układ odbiorników i niskoprofilowe przyrządy, by zwiększyć dostęp narzędzia i ograniczyć ponowne bazowanie.
Cela automatyczna → magazyn palet / APC / robot
Sygnały potwierdzenia i standaryzacja palet dla bezpiecznych zmian bez operatora i większego czasu wrzeciona.
Szybki przewodnik: dobór rozmiaru i układu gniazd
Te wskazówki pomagają na etapie wstępnego planowania szybkowymiennego interfejsu paleta / oprzyrządowanie. Ostateczny dobór zależy od obciążeń skrawania, momentów i ograniczeń maszyny — prześlij konfigurację, a zaproponujemy układ.
| Zastosowanie | Typowy udźwig | Rekomendowany odbiornik | Typowa liczba | Uwagi |
|---|---|---|---|---|
| Kompaktowe oprzyrządowanie / imadła 5-osiowe | ≤ 30 kg | 85 mm | 3–4 |
|
| Ogólne szybkie przezbrojenia 3-osiowe | ≤ 100 kg | 120 mm | 4 |
|
| Ciężkie oprzyrządowanie / tombstone | ≤ 250 kg | 160 mm | 4–6 |
|
| Duże palety / automatyzacja / APC | ≤ 500 kg | 195 mm | 6–8 |
|
Doprowadzenie od dołu vs z boku (trasy przewodów)
| Opcja | Najlepsze gdy | Uwagi pneumatyczne | Uwagi automatyzacji |
|---|---|---|---|
| Doprowadzenie od dołu | Powietrze można poprowadzić przez stół/płytę — czysto i bezpiecznie. |
|
|
| Doprowadzenie z boku | Nie da się poprowadzić przez stół albo potrzebujesz szybkiego retrofitu. |
|
|
Zaawansowane zastosowania produkcyjne
Konfiguracja offline i paletyzacja
Buduj przyrządy i mocuj detale na paletach w czasie pracy maszyny, drastycznie zwiększając czas jej aktywnego działania.
Standaryzacja wielu maszyn
Używaj tego samego ustawienia na wielu maszynach (3-osiowych, 5-osiowych, CMM) dla maksymalnej elastyczności i redukcji zapasów oprzyrządowania.

Pełna integracja z automatyką
Wbudowane czujniki i sterowanie pneumatyczne zapewniają informacje zwrotne potrzebne dla zrobotyzowanych zmieniaczy palet i gniazd bezobsługowych.

Obróbka 5-osiowa i złożona
Kompaktowe moduły pozwalają na kreatywne mocowanie przy minimalnych zakłóceniach, zapewniając maksymalny dostęp narzędzia.
Najpierw wybierz właściwą architekturę punktu zerowego
Większość problemów z wymianą jest rozwiązywana wcześniej, gdy układ odbiornika, trasowanie wlotu i strategia palet są dopasowane do maszyny i rodziny detali przed zamrożeniem projektu przyrządu.
Moduły odbiornika jednolitego
Najlepsze dla kompaktowych przyrządów, pracy 5-osiowej, imadeł lub palet wymagających interfejsu o niskim profilu i prostego dostępu do konserwacji.
Bloki kombinacyjne
Lepszy punkt wyjścia, gdy jeden przyrząd wymaga wielu punktów zacisku, wyższej sztywności podparcia lub gęstszego układu paletyzacyjnego.
Wlot dolny vs wlot boczny
Wybierz wlot dolny, gdy dostępne jest trasowanie przez stół i ochrona jest priorytetem. Wybierz wlot boczny, gdy dostęp do modernizacji lub trasowanie mediów sprawia, że połączenie boczne jest bardziej praktyczne.
Co wysłać, aby otrzymać bezpieczną rekomendację modułu
Maszyna & rozmiar
Stół maszyny, dostępna powierzchnia montażowa, limit wysokości stosu i czy ustawienie to 3-osiowe, 4-osiowe czy 5-osiowe.
Przyrząd & obciążenie
Masa przyrządu, rodzina detali, intensywność obróbki wstępnej i czy ustawienie musi się poruszać między obróbką a kontrolą.
Trasowanie mediów
Powiedz nam, czy powietrze może przychodzić przez stół, przez płytę podkładową czy tylko z boku, aby wybór wlotu pozostał praktyczny.
Cel automatyzacji
Udostępnij cele czasu wymiany, liczbę palet, wymagania dotyczące przekazania robotem i sygnały potwierdzenia zacisku/odblokowywania, które potrzebujesz.
Studia przypadków (Case Studies)
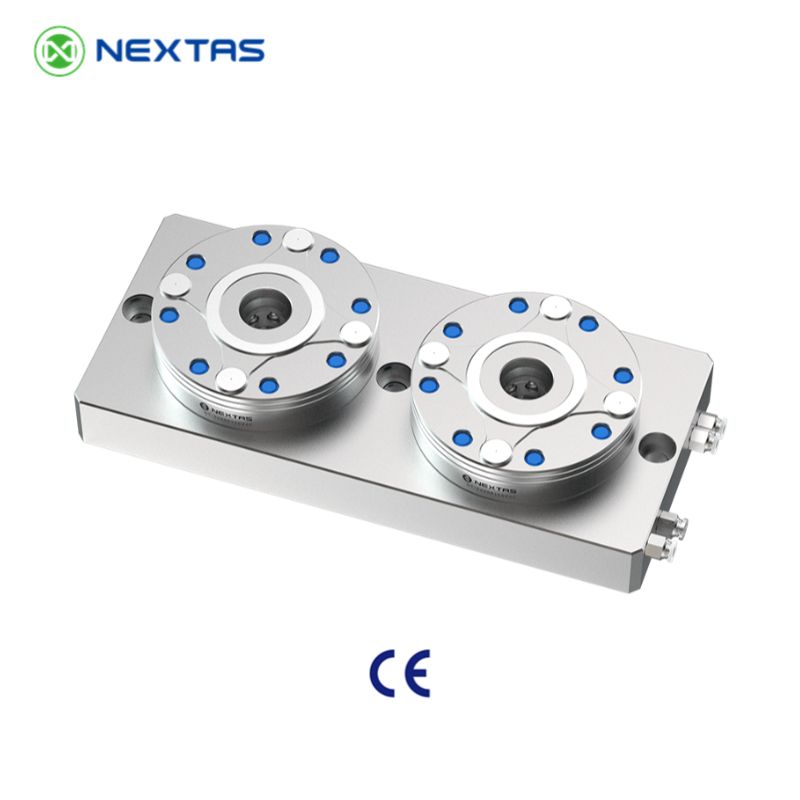
Dwustanowiskowy system mocowania punktu zerowego



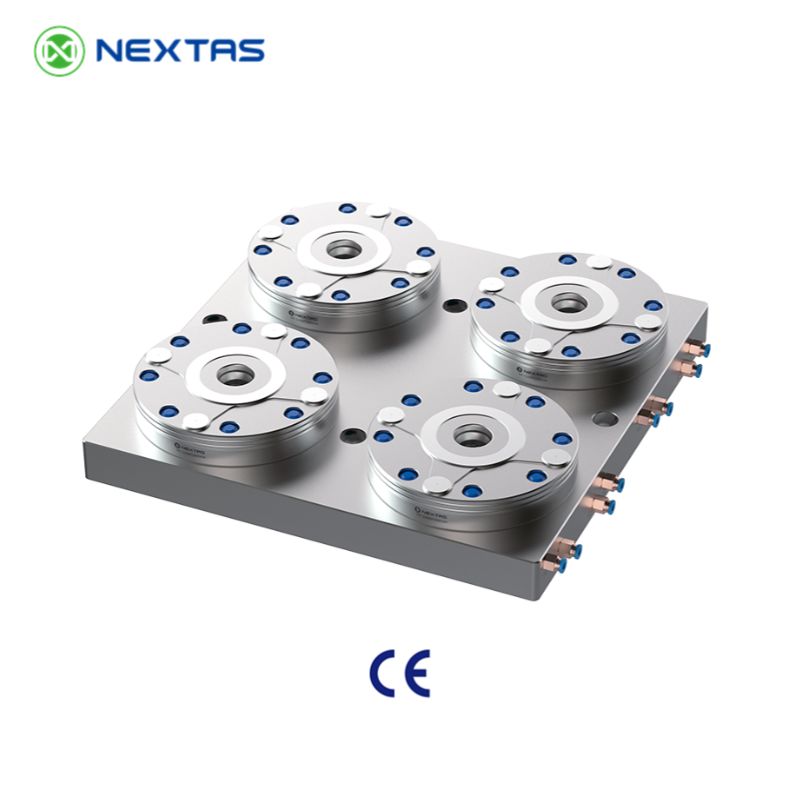
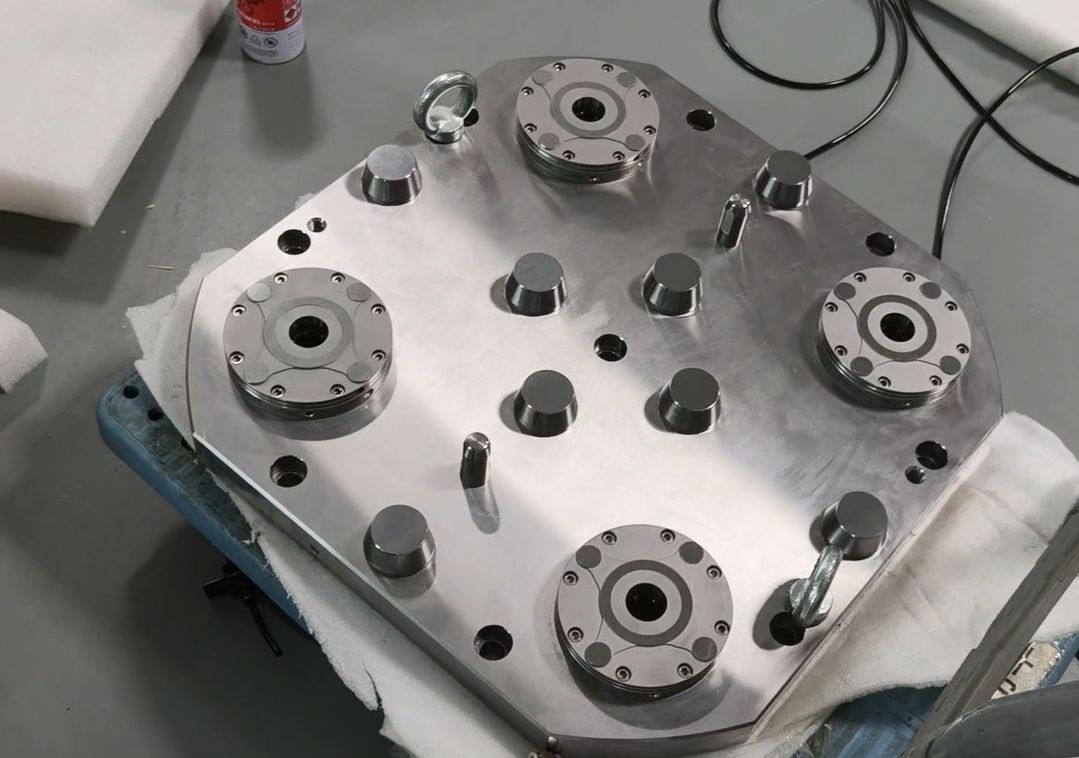
Czterostanowiskowy system mocowania punktu zerowego


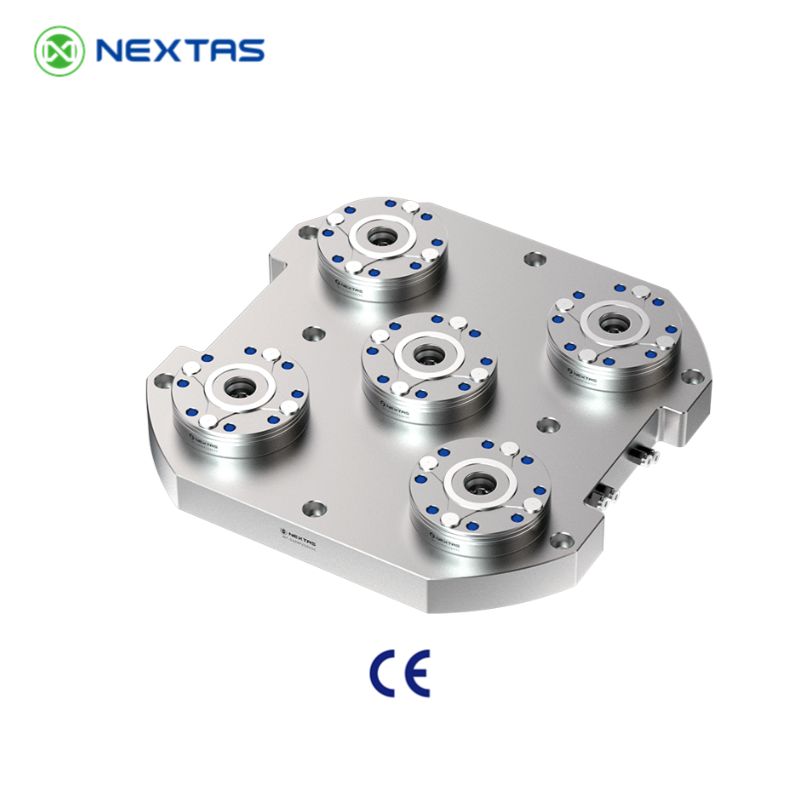
Sześciostanowiskowy system mocowania punktu zerowego

Ściąga: dobór • integracja • utrzymanie
Kompaktowa ściąga „na halę”, która pomaga dobrać konfigurację, poprawnie zintegrować z maszyną/automatyką i utrzymać stabilną powtarzalność w produkcji.
1) Dobór: wybierz właściwą konfigurację
| Gdy najważniejsze jest… | Zacznij od… | Dlaczego to działa |
|---|---|---|
| Szybkie przezbrojenia / produkcja high-mix | Ujednolić interfejs (punkt zerowy / ITS / 3R) między maszynami i używać płyt/palet oprzyrządowania. | Umożliwia przygotowanie offline i wymianę w sekundy z minimalnym ustawianiem. |
| Dostęp 5-osiowy i prześwit narzędzia | Wybierz rozwiązanie low-profile i zaplanuj prześwity (wysokość stosu, korpus, dostęp klucza). | Zmniejsza ryzyko kolizji i zachowuje zasięg w głębokich cechach. |
| Praca bez nadzoru / cela z robotem | Dodać potwierdzenia (clamp-OK / obecność detalu), ochronę przed wiórami i procedurę odzyskiwania. | Ogranicza błędy załadunku i zwiększa niezawodność automatyzacji. |
| Ciężkie zgrubne / duże siły skrawania | Więcej podparć i sztywności (więcej punktów mocowania, sztywniejsza baza, krótszy stack-up). | Minimalizuje ugięcie i chroni jakość powierzchni. |
2) Integracja: co przygotować przed montażem
| Element | Typowa opcja | Wskazówka praktyczna |
|---|---|---|
| Mocowanie i bazy | Rozstaw śrub + kołki / rowki / krawędź bazowa | Ustal bazę master i trzymaj „paletę wzorcową”/część wzorcową do szybkiej weryfikacji. |
| Media | Czyste, suche powietrze z FRL; stabilne ciśnienie; (hydraulika/elektryka gdy potrzebne) | Regularnie odwadniaj FRL i unikaj długich, dławiących przewodów spowalniających działanie. |
| Handshake sterowania | M-kody/PLC I/O: clamp, unclamp, clamp-OK, fault | Stosuj time-outy i stany bezpieczne; loguj sygnały, by znaleźć sporadyczne przestoje. |
| Walidacja procesu | Makro sondy / kontrola czujnikiem / pierwsza sztuka | Ustal bazę powtarzalności po montażu i porównuj ją co tydzień. |
3) Utrzymanie: stabilna powtarzalność
| Ryzyko / zużycie | Wczesny objaw | Zapobieganie / szybka poprawka |
|---|---|---|
| Wióry na powierzchniach bazujących | Detal się przestawia, spada powtarzalność | Przedmuch + przetarcie powierzchni; w razie potrzeby osłony/strumień powietrza czyszczącego. |
| Uszczelki/zgarniacze i prowadnice | Wolne działanie, nieszczelności, nierówne mocowanie | Regularnie sprawdzaj; trzymaj chłodziwo/ścierniwo z dala; wymieniaj elementy zużywalne z wyprzedzeniem. |
| Poluzowane śruby / uszkodzone powierzchnie styku | Niespodziewane przestawienie, ślady drgań | Kontrola momentu; kołki ustalające; delikatne usunięcie zadziorów (nie „obrabiaj” bazy). |
| Zanieczyszczone powietrze/olej | Zacinanie, alarmy w automatyce | Lepsza filtracja i osuszanie; odwadnianie; prosty zestaw części zapasowych. |
Potrzebujesz CAD/STEP, rozstawu mocowania lub rekomendacji pod Twój detal?
Skontaktuj sięUzupełnij swój system

Płyty mocujące punktu zerowego
Idealna baza. Nasze płyty są dostarczane z zainstalowanymi modułami, co ułatwia montaż na każdej maszynie.
Zobacz szczegóły →
Automatyczny zmieniacz palet
Zmaksymalizuj czas pracy maszyny dzięki w pełni zintegrowanemu systemowi zbudowanemu wokół naszej podstawowej technologii.
Zobacz szczegóły →Lista kontrolna: dane i ocena
Ta lista pomaga zweryfikować powtarzalność, siłę dociągu (pull-down) i dopasowanie do automatyzacji przy ocenie dostawcy.
Kluczowe parametry
| Skład systemu | Odbiorniki + pull study + płyta/paleta montażowa (konfigurowalne) |
|---|---|
| Powtarzalność | Typowe cele do ≤ 0,003 mm (zależnie od aplikacji) |
| Ryglowanie | Fail-safe mechaniczne; zwalnianie pneumatyczne/hydrauliczne |
| Cel przezbrojeń | Szybka wymiana przyrządów/palet dla 3 i 5 osi |
| Powierzchnie zużycia | Hartowane interfejsy w krytycznych strefach bazowania i ryglowania |
| Opcje | Ręczne / pneumatyczne / hydrauliczne, różne rozmiary i wzory studów |
Wskazówka: podaj materiał, model maszyny i docelowy takt — dobierzemy konfigurację i mierzalne cele.
Kompatybilność i standardy
- Współpracuje z paletami, tombstonami, imadłami, uchwytami i przyrządami specjalnymi.
- Układ można zaprojektować pod prześwit, przepływ wiórów i dostęp chłodziwa.
- Dla APC/robota: potwierdzenie zacisku i bezpieczna sekwencja.
Efekty mierzalne (przed → po)
- Czas ustawienia: minuty/sekundy zamiast ręcznego ponownego bazowania (zależnie od procesu).
- Stabilna baza po ponownym zaciśnięciu: mniej pomiarów sondą między operacjami.
- Mniej braków: mniej błędów pozycjonowania i przechyłów w procesach wielooperacyjnych.
Konfiguracja mocowania
- BOM: liczba odbiorników, typ studa, osprzęt, portowanie (jeśli dotyczy).
- Strategia baz: powierzchnie odniesienia, kierunek dociągu, elementy antyrotacyjne.
- Stos: płyta/paleta → odbiornik → przyrząd/imadło/uchwyt → detal (sprawdź sztywność).
Dowody i weryfikacja
- Rysunek układu (PDF/CAD) z rozstawem odbiorników i schematem bazowania.
- Zdjęcia/wideo z maszyny z cyklu zacisk/zwolnienie i wymiany palety.
- Wyciąg z kontroli: test powtarzalności po ponownym zaciśnięciu / test sondy (próbka).
Dostawa i wsparcie
- Propozycja w 24–48 h po otrzymaniu danych detalu i ograniczeń maszyny.
- Wsparcie części: study, uszczelnienia, komponenty; lista konserwacji w komplecie.
- Opcjonalne wideo FAT przed wysyłką dla kluczowych zestawów.
Najczęściej zadawane pytania (FAQ)
Jak działa fail-safe mechaniczne ryglowanie?
Zacisk realizują sprężyny wstępnie napięte — mechanicznie i stale. Pneumatyka (zwykle 6 bar) służy do zwalniania. Przy utracie powietrza detal pozostaje zaciśnięty, co jest idealne dla automatyzacji.
Czym różni się dolny i boczny wlot powietrza?
Dolny wlot prowadzi powietrze przez stół/płytę pośrednią — czysto i bezpiecznie. Boczny wlot stosuje się, gdy nie da się prowadzić instalacji przez stół; przewody podłącza się z boku modułu.
Czy moduły nadają się do innych zastosowań niż CNC?
Tak: stacje pomiarowe CMM, przyrządy spawalnicze, linie montażowe i EDM — wszędzie tam, gdzie powtarzalne pozycjonowanie i szybka wymiana zwiększają wydajność.
Jaka konserwacja jest wymagana?
Utrzymuj czyste powierzchnie dosiadu, kontroluj okresowo i lekko smaruj zgodnie z instrukcją. W środowisku wiórów i chłodziwa pomaga rutynowe czyszczenie i kontrola szczelności.
Jak zintegrować potwierdzenie zacisku dla automatyzacji?
Moduły mogą mieć porty pod czujniki zbliżeniowe, które potwierdzają zacisk/zwolnienie. Sygnał podaje się do PLC lub sterownika robota, aby zweryfikować stan przed startem cyklu.
Jak dobrać rozmiar (85 / 120 / 160 / 195 mm)?
Uwzględnij gabaryty palety/przyrządu, masę i obciążenia skrawania. Mniejsze rozmiary są dobre dla kompaktowych 5 osi; większe zwiększają sztywność i nośność dla ciężkich palet i zgrubnej obróbki.
Jaki pull stud wybrać i czy jakość ma znaczenie?
Pull stud to precyzyjny interfejs — wpływa na powtarzalność i zużycie. Dobierz typ wg prześwitu, grubości przyrządu i ewentualnej antyrotacji. Szlifowane study o stabilnej twardości utrzymują parametry przez długi czas.
Jakie powietrze/filtracja są zalecane?
Stosuj czyste, suche powietrze o wymaganym ciśnieniu (zwykle 6 bar). Filtr-reduktor/FRL chroni uszczelnienia i stabilizuje zwalnianie, co jest kluczowe w automatyzacji.
Czy mogę doposażyć istniejący przyrząd lub imadło?
Tak. Często dodaje się pull study do płyty adaptacyjnej lub podstawy przyrządu. Kluczowe są stabilne bazy (płaskość i rozstaw śrub) oraz miejsce na wióry/chłodziwo, aby system zawsze siadał czysto.