



Saisissez votre adresse e-mail pour demander la brochure. En raison du décalage horaire, nous vous l’enverrons le prochain matin ouvré (GMT+8, heure de Pékin).

Technologie de Verrouillage Central
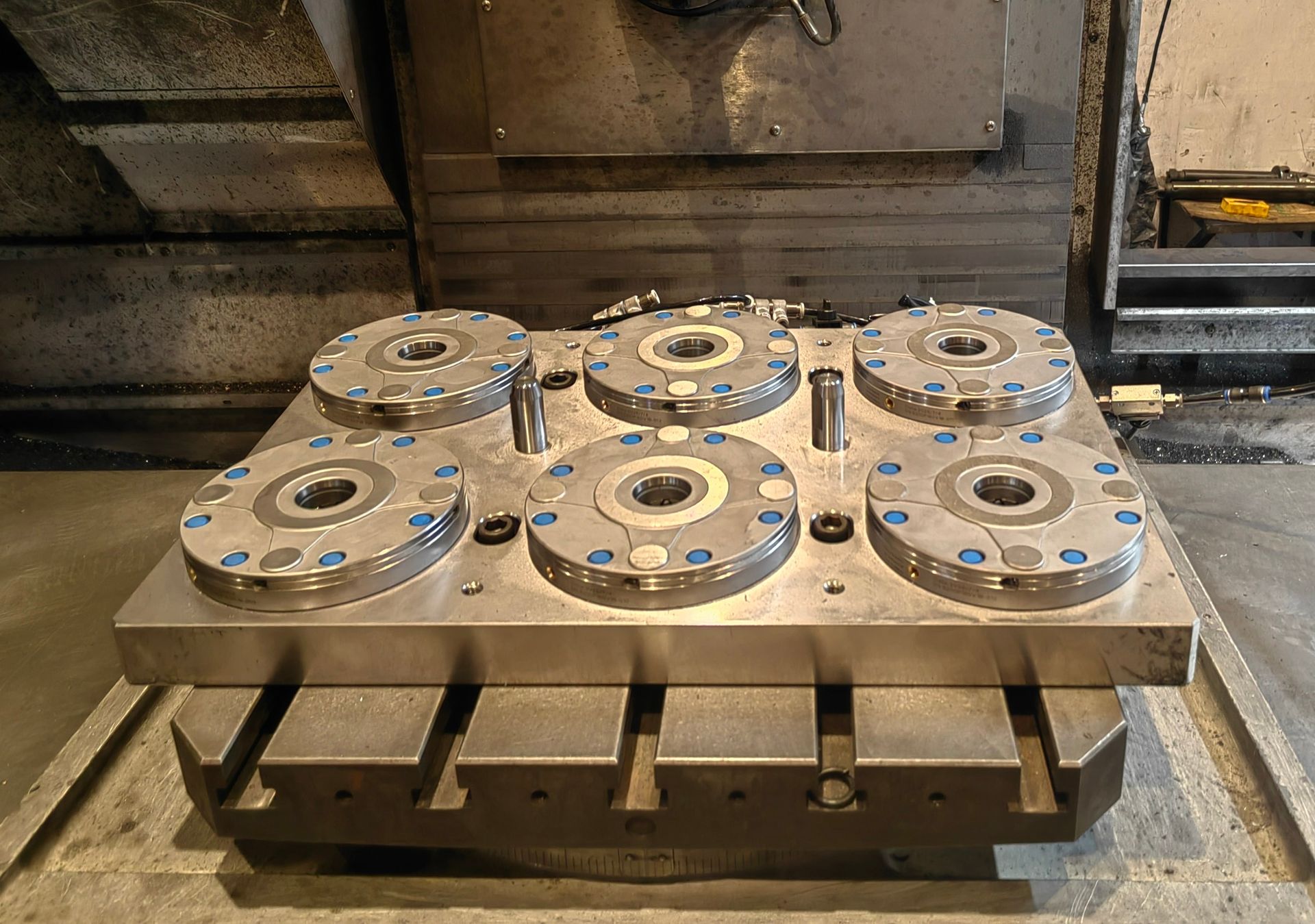
Systèmes de Serrage Point Zéro
Le Moteur de l'Efficacité du Changement Rapide
Le système de bridage zéro-point Nextas est conçu pour standardiser le positionnement et le verrouillage entre montages, palettes et tables machine. Il réduit les variations de réglage et favorise des changements plus rapides et plus répétables en production manuelle comme automatisée.
Répétabilité micrométrique Garantit une précision de positionnement répétable de ≤ 0,003 mm, assurant une qualité constante.
Verrouillage mécanique à sécurité intégrée Serre avec une force de ressort puissante, garantissant que les pièces restent verrouillées même en cas de perte de pression d'air.
Force de serrage immense Fournit une rigidité exceptionnelle pour résister aux opérations de coupe les plus exigeantes sans vibrations.
Caractéristiques Principales du Module
- Répétabilité micrométrique: Garantit une précision de positionnement répétable de ≤ 0,003 mm, assurant une qualité constante.
- Verrouillage mécanique à sécurité intégrée: Serre avec une force de ressort puissante, garantissant que les pièces restent verrouillées même en cas de perte de pression d'air.
- Force de serrage immense: Fournit une rigidité exceptionnelle pour résister aux opérations de coupe les plus exigeantes sans vibrations.
- Prêt pour l'automatisation: Conçu pour une intégration transparente avec la robotique, avec des ports pour le contrôle, le nettoyage et la détection d'état.
Transmission rapide du projet
Envoyez le modèle de machine, la pièce et le temps de cycle visé
Nous utiliserons vos données process pour proposer la bonne configuration, les options catalogue pertinentes et le bon point de contact pour cette page produit.
Machine et interface
Partagez le modèle de machine, l’interface table ou broche, l’encombrement disponible et si le projet est un retrofit ou une nouvelle ligne.
Pièce et objectif de bridage
Indiquez la taille de la pièce, la matière, la logique actuelle de bridage, le volume et si le projet concerne usinage, contrôle ou transfert.
Précision et objectif d’automatisation
Ajoutez la répétabilité visée, les besoins en force de serrage, le plan palettes, le transfert robot et le premier goulot de cycle à traiter.
Meilleure compatibilité
Utilisez cette voie quand le module récepteur lui-même est la décision d'achat
Idéal pour les projets centrés sur les tirants, l'espacement des récepteurs, le routage d'air et la confirmation d'état verrouillé/déverrouillé sur palettes, étaux ou porteurs d'automatisation.
Comparer d'abord
Définissez l'encombrement du module, le routage d'entrée et les exigences de rétroaction d'abord
Les modules récepteurs simples, les blocs combinés et les versions prêtes au contrôle deviennent plus faciles à comparer une fois ces trois contraintes verrouillées.
Voie connexe
Pas tous les projets ne commencent par la même couche matérielle
Si le besoin réel est d'abord la standardisation de la table ou la logistique palette, passez à côté avant d'approfondir cette page module.
Spécifications TechniquesDétails du MécanismeGuide de sélection & d’intégrationQualité & fiabilité auditablesApplications de Fabrication AvancéesAide-mémoire: sélection • intégration • maintenance
Spécifications Techniques
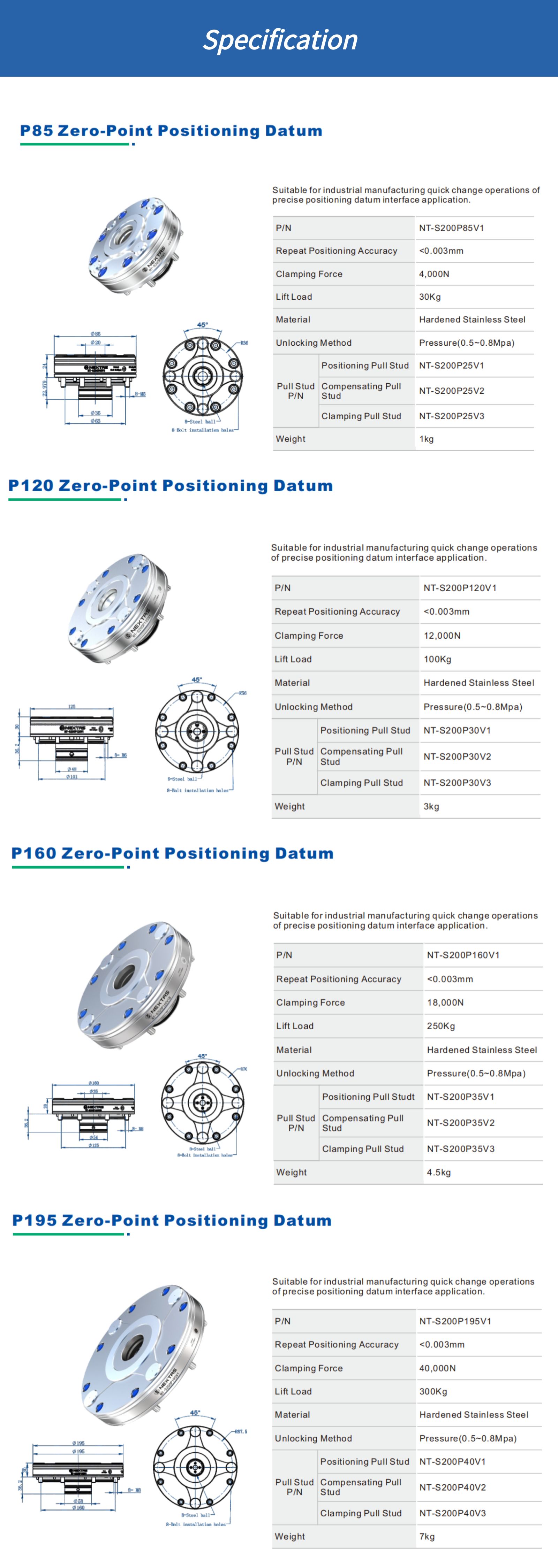
| Modèle | Diamètre du Module | Force de Serrage | Charge de Levage | Répétabilité |
|---|---|---|---|---|
| NT-S200P85V2 | 85 mm | 5 kN | 30 KG | ≤ 0,003 mm |
| NT-S200P85V1 | 85 mm | 4 kN | 30 KG | ≤ 0,003 mm |
| NT-S200P115V2 | 115 mm | 10 kN | 80 KG | ≤ 0,003 mm |
| NT-S200P120V1 | 120 mm | 12 kN | 100 KG | ≤ 0,003 mm |
| NT-S200P148V2 | 148 mm | 18 kN | 200 KG | ≤ 0,003 mm |
| NT-S200P160V1 | 160 mm | 18 kN | 250 KG | ≤ 0,003 mm |
| NT-S200P195V1 | 195 mm | 40 kN | 300 KG | ≤ 0,003 mm |
Spécifications Communes (Tous Modèles)
- Actionnement:Déverrouillage pneumatique (6 bar)
- Matériau du corps:Acier inoxydable trempé, résistant à la corrosion
Variantes Multi-Postes et Modules Auxiliaires
Pour les applications de palettisation ou d'automatisation multi-postes, nous proposons des configurations étendues et des modules de positionnement auxiliaires.
2 Postes
- NT-S200P120ZH2A / NT-S200P120ZH2B
- NT-S200P160ZH2A / NT-S200P160ZH2B
4 Postes
- NT-S200P120ZH4A / NT-S200P120ZH4B
- NT-S200P160ZH4A / NT-S200P160ZH4B
6 Postes
- NT-S200P120ZH6A / NT-S200P120ZH6B
- NT-S200P160ZH6A / NT-S200P160ZH6B
Modules de Positionnement Auxiliaires
- 2 postes : NT-S200P120WJ2 / NT-S200P160WJ2
- 4 postes : NT-S200P120WJ4 / NT-S200P160WJ4
Contactez notre équipe pour les configurations personnalisées et les spécifications complètes de ces variantes.
Détails du Mécanisme
Conçu pour une Performance Infaillible
Les modules point zéro Nextas sont la base de l'efficacité manufacturière moderne. Chaque module est fabriqué en acier allié trempé de haute qualité pour une rigidité et une durée de vie maximales. Le mécanisme interne ingénieux utilise une pression pneumatique (généralement 6 bar) pour vaincre de puissants ressorts lors du déverrouillage. Lorsque l'air est évacué, ces ressorts attirent et verrouillent instantanément et vigoureusement la tirette de serrage, créant ainsi une connexion positive, à l'abri des vibrations et totalement sécurisée.
Voir en Action: La Puissance du Changement Instantané
Découvrez comment notre système de serrage point zéro transforme votre flux de travail. Cette démonstration met en évidence la vitesse incroyable et la précision impeccable de notre mécanisme de verrouillage, permettant des changements de palette en quelques secondes.
(7)%20(1).png?updatedAt=1754553736043)
Caractéristiques de la Solution à Entrée par le Bas
- Positionnement par ajustement conique flexible · Précision de positionnement répétable <0,003mm.
- Structure de verrouillage à billes de haute précision assurant la stabilité.
- ③⑥ Fonction de suralimentation pneumatique augmentant la force de serrage.
- ④⑦ Test d'étanchéité et fonction d'auto-nettoyage de la surface.
- ⑤⑧ Verrouillage/déverrouillage pneumatique et fonction de levage du mandrin.
- Fonction de nettoyage par jet à l'intérieur du trou de la tirette pour éviter les débris.
- Test d'étanchéité à l'air et auto-nettoyage de la surface de positionnement.

Fonctions Clés du Système
- Auto-verrouillage Mécanique: Maintient 100% de la force de serrage même en cas de perte de pression d'air.
- Amplificateur de Force de Serrage: Une fonction turbo optionnelle augmente la force de maintien pour les travaux lourds.
- Soufflage d'Air Auto-nettoyant: Des canaux intégrés éliminent les débris avant le serrage pour assurer une assise parfaite.
- Surveillance de Position: Prêt pour les capteurs afin de confirmer l'état verrouillé/déverrouillé pour une automatisation sécurisée.

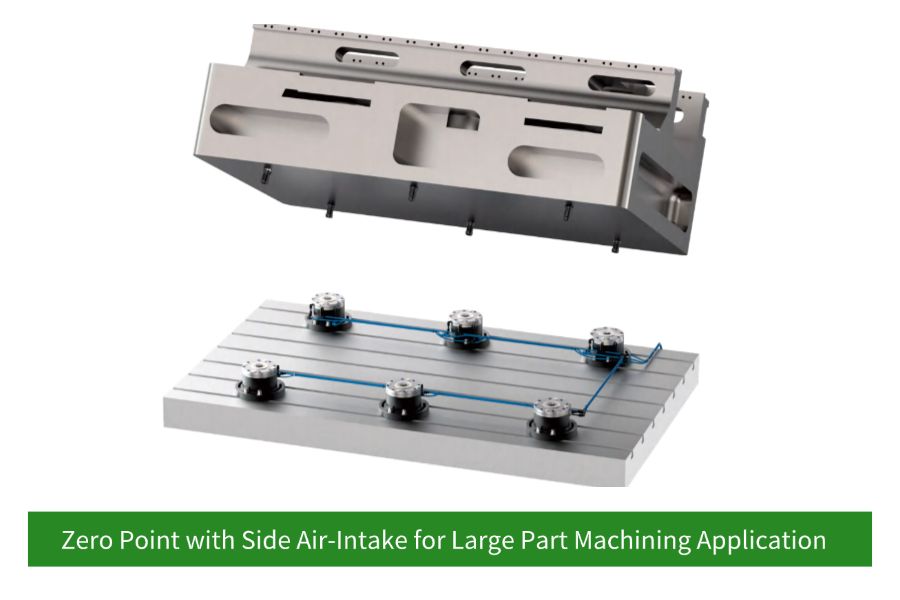
Solutions d'Alimentation Flexibles
Selon la configuration de votre ligne de production, vous pouvez choisir flexiblement la "Solution à Entrée Latérale". Notre équipe d'ingénierie peut vous fournir des recommandations de configuration optimales.
(7).png?updatedAt=1754553737609)
Qualité & fiabilité auditables
Avec le serrage zéro-point, la répétabilité n’est pas qu’une valeur: elle dépend des matériaux, du rectifiage de précision et des tests fonctionnels. Nextas vise une performance stable dans des environnements réels copeaux + lubrifiant.
Matériaux & résistance à l’usure
- Acier trempé et résistant à la corrosion sur les surfaces critiques de positionnement/verrouillage.
- Surfaces d’engagement rectifiées pour maintenir la répétabilité au fil des cycles.
- Conçu pour l’exposition au lubrifiant: étanchéité robuste et gestion des débris.
Tests fonctionnels
- Contrôle d’étanchéité et de l’actionnement pour un déverrouillage constant.
- Chemins de soufflage auto-nettoyants pour protéger l’assise en environnement copeaux.
- Guide de validation de répétabilité disponible pour réception et FAT.
Support & documentation
- Fichiers CAD/STEP sur demande pour accélérer la conception d’outillage.
- Proposition de configuration: entraxes, plan de raccordement, suggestions de BOM.
- Pièces de rechange et checklist maintenance pour un uptime prévisible.
Guide de sélection & d’intégration
Comment spécifier un système zéro-point pour votre machine
- 1. Définir l’objectif de changement: échange de palettes, d’outillages, ou les deux. Cela fixe le nombre de récepteurs et la stratégie palette.
- 2. Choisir la taille du récepteur: selon le poids de l’outillage, les efforts de coupe et l’encombrement (85 / 120 / 160 / 195 mm).
- 3. Sélectionner les goujons de traction: standard, compact ou anti-rotation selon le dégagement et les références.
- 4. Concevoir la sous-plaque: optimiser l’entraxe pour l’accès outil, l’évacuation des copeaux et le drainage du lubrifiant.
- 5. Déterminer le routage d’air: entrée par le dessous pour une tuyauterie propre; entrée latérale si le passage sous table est impossible.
- 6. Préparer l’automatisation: ajouter des capteurs de confirmation serré/desserré pour APC/robots et séquences PLC sûres.
Scénarios de retrofit courants
Un zéro-point est le plus rentable quand une interface est standardisée sur plusieurs montages. Voici les voies d’upgrade les plus fréquentes que nous accompagnons.
CNC 3 axes → outillages à changement rapide
Installer un motif de récepteurs sur une sous-plaque et ajouter des goujons sur vos étaux/outillages. Parfait pour la petite série et la variété.
CNC 5 axes → serrage compact, accès maximal
Mises en page denses et outillages bas profil pour maximiser l’accès outil et réduire les reprises de référence.
Cellule automatisée → pool palettes / APC / robot
Ajouter des signaux de confirmation et standardiser les palettes pour des changements sûrs sans opérateur et plus de temps broche.
Guide rapide — dimensionnement et implantation des récepteurs
Ces recommandations aident à préparer une interface palettisation / changement rapide. Le choix final dépend des efforts de coupe, des moments et des contraintes machine — partagez votre configuration, nous proposerons une implantation.
| Cas d’usage | Charge typique | Récepteur recommandé | Nombre typique | Notes |
|---|---|---|---|---|
| Montages / étaux compacts 5 axes | ≤ 30 kg | 85 mm | 3–4 |
|
| Setups 3 axes avec changement rapide (général) | ≤ 100 kg | 120 mm | 4 |
|
| Montages lourds / tombstones | ≤ 250 kg | 160 mm | 4–6 |
|
| Grandes palettes / automatisation / APC | ≤ 500 kg | 195 mm | 6–8 |
|
Entrée par le bas vs entrée latérale (routage)
| Option | Idéal quand | Notes de tuyauterie | Notes d’automatisation |
|---|---|---|---|
| Entrée par le bas | Vous pouvez faire passer l’air par la table/sous-plaque pour une installation propre et protégée. |
|
|
| Entrée latérale | Le passage à travers la table est impossible ou vous devez rétrofiter rapidement une plaque existante. |
|
|
Applications de Fabrication Avancées
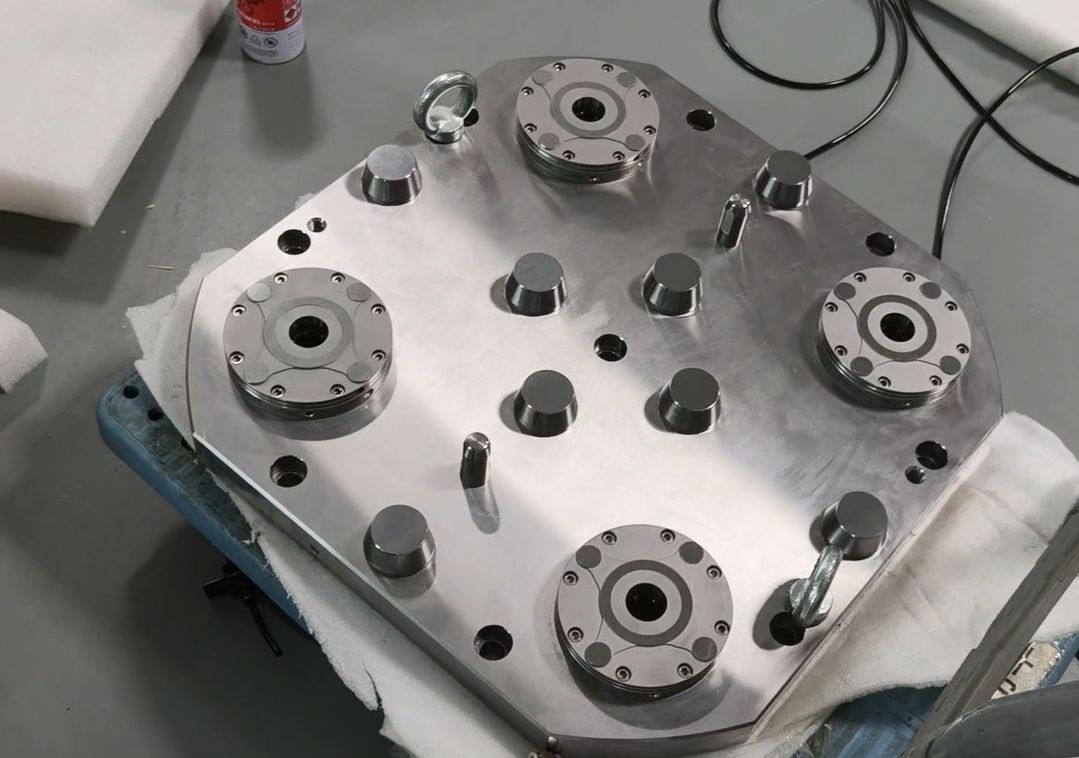
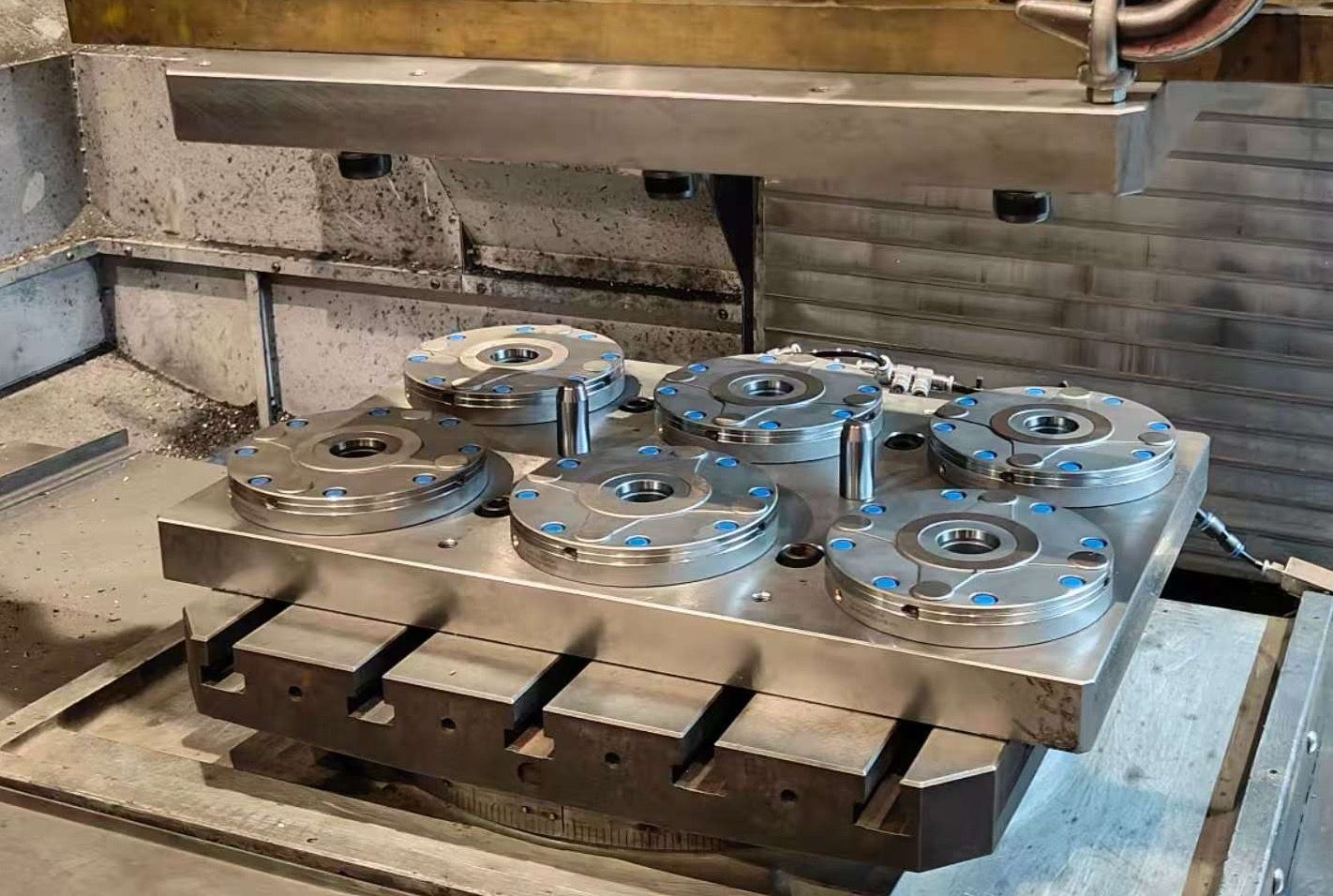
Préparation Hors Ligne & Palettisation
Montez vos outillages et fixez les pièces sur des palettes pendant que la machine fonctionne, augmentant considérablement le temps d'utilisation de la machine.
Standardisation Multi-Machines
Utilisez le même montage sur plusieurs machines (3 axes, 5 axes, MMT) pour une flexibilité ultime et un inventaire de montages réduit.

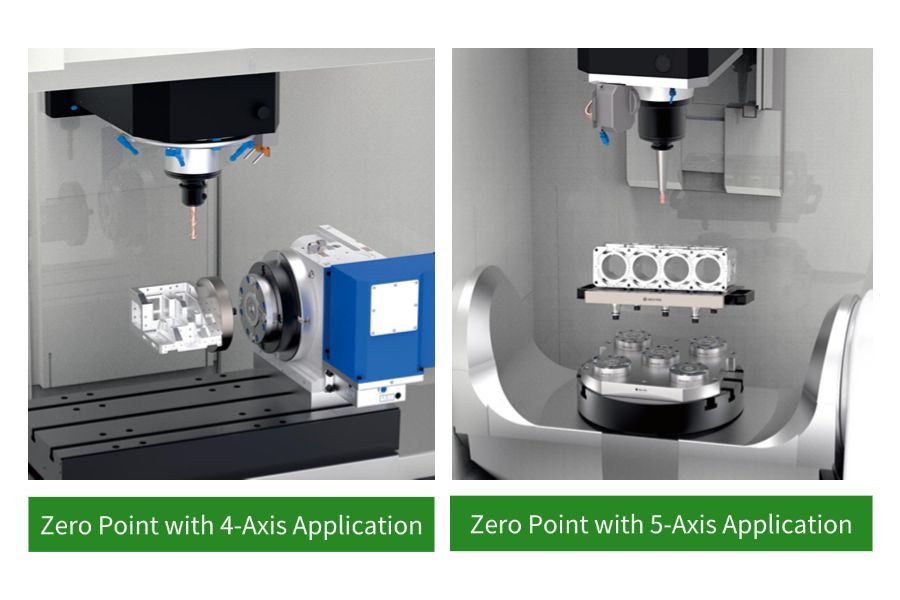
Intégration Complète à l'Automatisation
La détection intégrée et le contrôle pneumatique fournissent le retour d'information nécessaire aux changeurs de palettes robotisés et aux cellules sans opérateur.

Usinage 5 Axes et Complexe
Les modules compacts permettent des montages créatifs avec une interférence minimale, offrant un accès maximal aux outils.
Choisissez d'abord la bonne architecture point zéro
La plupart des problèmes de changement sont résolus plus tôt quand la disposition des récepteurs, le routage d'entrée et la stratégie palette sont adaptés à la machine et à la famille de pièces avant que la conception du montage soit figée.
Modules récepteurs simples
Idéal pour les montages compacts, le travail 5 axes, les étaux ou les palettes qui ont besoin d'une interface bas profil et d'un accès maintenance simple.
Blocs combinés
Un point de départ plus solide quand un montage a besoin de plusieurs points de bridage, d'une rigidité de support plus élevée ou d'une disposition palettisée plus dense.
Entrée par le bas vs entrée latérale
Choisissez l'entrée par le bas quand le routage sous-table est disponible et que la protection est prioritaire. Choisissez l'entrée latérale quand l'accès retrofit ou le routage utilitaire rend la connexion latérale plus pratique.
Quoi envoyer pour une recommandation de module sûre
Machine & encombrement
Table machine, zone de montage disponible, limite de hauteur d'empilement et si le montage est 3 axes, 4 axes ou 5 axes.
Montage & charge
Masse du montage, famille de pièces, sévérité d'ébauche et si le montage doit circuler entre l'usinage et l'inspection.
Routage utilitaire
Dites-nous si l'air peut passer par la table, par une sous-plaque ou uniquement par le côté afin que la sélection d'entrée reste pratique.
Objectif d'automatisation
Partagez vos objectifs de temps de changement, le nombre de palettes, les exigences de transfert robot et les signaux de confirmation serrage/desserrage que vous besoin.
Études de Cas
Système de Serrage Point Zéro à Double Station



Système de Serrage Point Zéro à Quatre Stations


Système de Serrage Point Zéro à Six Stations

Aide-mémoire: sélection • intégration • maintenance
Référence compacte, orientée atelier, pour choisir la bonne configuration, intégrer proprement à la machine/à l’automatisation et garder une répétabilité stable en production.
1) Sélection: choisir la bonne configuration
| Si votre priorité est… | Commencez par… | Pourquoi c’est utile |
|---|---|---|
| Changements rapides / production high-mix | Standardisez une interface (point zéro / ITS / 3R) sur vos machines et utilisez des plaques/palettes dédiées. | Permet la préparation hors machine et des changements en secondes avec peu de reprise d’origine. |
| Accès 5 axes et dégagement outil | Choisissez un profil bas et anticipez le dégagement (hauteur d’empilement, corps, accès clé). | Réduit les risques de collision et conserve la portée en cavités profondes. |
| Usinage sans surveillance / cellule robotisée | Ajoutez des confirmations (clamp-OK / présence pièce), une protection copeaux et une séquence de reprise. | Diminue les erreurs de chargement et fiabilise l’automatisation. |
| Ébauche lourde / efforts de coupe élevés | Augmentez les appuis et la rigidité (plus de points de serrage, base plus rigide, empilement plus court). | Limite la déflexion et protège l’état de surface. |
2) Intégration: à préparer avant l’installation
| Élément | Choix typique | Astuce pratique |
|---|---|---|
| Montage et références | Trame de fixation + pions / clavettes / arête de référence | Définissez un repère maître et gardez une palette/pièce étalon pour des contrôles rapides. |
| Énergies | Air propre et sec avec FRL; pression stable; (hydraulique/électrique si besoin) | Purger le FRL régulièrement et éviter les flexibles longs/restrictifs qui ralentissent l’actionnement. |
| Handshake de commande | M-codes/PLC I/O: clamp, unclamp, clamp-OK, défaut | Utilisez des temporisations et états sûrs; journalisez les signaux pour diagnostiquer les arrêts intermittents. |
| Validation process | Macro palpage / comparateur / contrôle première pièce | Fixez une référence de répétabilité après installation puis comparez chaque semaine. |
3) Maintenance: stabiliser la répétabilité
| Risque / usure | Symptôme précoce | Prévention / correctif rapide |
|---|---|---|
| Copeaux sur surfaces de référence | Décalage pièce, dérive de répétabilité | Soufflage + essuyage des portées; ajouter protections/air de nettoyage si nécessaire. |
| Joints/racleurs et glissières | Actionnement lent, fuites, serrage irrégulier | Contrôler régulièrement; limiter coolant/abrasifs; remplacer les pièces d’usure proactivement. |
| Visserie desserrée / portées abîmées | Désalignement, marques de vibration | Contrôle couple; utiliser des pions; ébavurer légèrement à la pierre (sans ‘usiner’ le repère). |
| Air/huile contaminé | Mouvement collant, alarmes en automatisation | Améliorer filtration/séchage; purger; prévoir un kit de rechange simple. |
Besoin de CAD/STEP, d’un plan de montage ou d’une recommandation pour votre pièce?
Contactez-nousComplétez Votre Système
Articles Associés
Checklist: données produit & évaluation
Utilisez cette checklist pour valider la répétabilité, la force de tirage (pull-down) et l’adéquation à l’automatisation lors du choix d’un fournisseur.
Spécifications clés
| Composants | Récepteurs + goujons + plaque/palette (configurable) |
|---|---|
| Répétabilité | Cibles typiques jusqu’à ≤ 0,003 mm (selon application) |
| Verrouillage | Verrouillage mécanique fail-safe; déverrouillage pneumatique/hydraulique |
| Objectif | Changements rapides d’outillage/palette pour 3 & 5 axes |
| Surfaces d’usure | Interfaces trempées sur zones critiques |
| Options | Manuel / pneumatique / hydraulique, plusieurs tailles et motifs de goujons |
Astuce: partagez matière, modèle machine et temps de cycle cible. Nous proposons configuration + objectifs mesurables.
Compatibilité & standards
- Compatible palettes, tombstones, étaux, mandrins et outillages sur mesure.
- Mise en page optimisable pour dégagement, flux copeaux, accès lubrifiant.
- Adapté APC/robots avec confirmation serrage et séquencement sûr.
Résultats mesurés (avant → après)
- Temps de réglage: minutes/secondes au lieu de re-référencer manuellement (selon process).
- Référence stable après re-serrage: moins de palpage entre opérations.
- Moins de rebut: moins d’erreurs de position/tilt sur les pièces multi-opérations.
Configuration de serrage
- Définition BOM: quantité, type de goujon, visserie, raccordement (si besoin).
- Stratégie de datums: faces de référence, direction pull-down, anti-rotation.
- Empilage: plaque/palette → récepteur → outillage/étau/mandrin → pièce (vérifier rigidité).
Preuves & validation
- Plan d’implantation (PDF/CAD) avec entraxes et schéma de références.
- Photos/vidéos machine du cycle serré/desserré et changement palette.
- Extrait de contrôle: test de répétabilité après re-serrage/palpage (échantillon possible).
Livraison & support
- Proposition sous 24–48 h après réception des infos pièce/machine.
- Support pièces: goujons, joints, composants; checklist maintenance incluse.
- Vidéo FAT optionnelle avant expédition pour ensembles clés.
Questions Fréquentes
Comment fonctionne le verrouillage mécanique fail-safe?
Le serrage est mécanique et constant via des ressorts précontraints. L’air (typiquement 6 bar) sert uniquement au déverrouillage. En cas de perte d’air, la pièce reste serrée — idéal pour l’usinage sans surveillance.
Quelle différence entre entrée d’air par dessous et latérale?
L’entrée par dessous fait passer l’air via la table/sous-plaque pour une installation propre. L’entrée latérale est utilisée si le passage sous table est impossible; les flexibles se raccordent sur le côté du module.
Peut-on l’utiliser hors usinage CNC?
Oui: CMM, gabarits de soudure, lignes d’assemblage, EDM… partout où le repositionnement répétable et le changement rapide améliorent le débit.
Quelle maintenance prévoir?
Nettoyez l’assise, contrôlez périodiquement et lubrifiez légèrement selon le manuel. En environnement copeaux/lubrifiant, un essuyage régulier et des checks d’étanchéité aident à garder un déverrouillage constant.
Comment intégrer la confirmation serré/desserré en automatisation?
Les modules peuvent recevoir des capteurs (proximité) pour confirmer serrage/desserrage. Le signal est raccordé au PLC/robot pour valider l’état avant lancement du cycle.
Comment choisir la taille (85 / 120 / 160 / 195 mm)?
Selon l’encombrement palette/outillage, le poids et les efforts de coupe. Les petites tailles conviennent aux montages compacts 5 axes; les grandes augmentent la rigidité/capacité pour palettes lourdes, tombstones et ébauche.
Quel goujon choisir et pourquoi sa qualité compte?
Le goujon est l’interface de précision. Sa géométrie, dureté et finition impactent répétabilité et usure. Choisissez selon dégagement, épaisseur d’outillage et besoin d’anti-rotation.
Quelle qualité d’air/filtration recommander?
Utilisez un air propre et sec à la pression spécifiée (typiquement 6 bar). Un filtre-régulateur/FRL protège les joints et stabilise le temps de déverrouillage, surtout en automatisation.
Peut-on rétrofiter un étau ou un outillage existant?
Oui. On ajoute souvent des goujons sur une plaque adaptatrice ou la base de l’outillage. L’essentiel: datums stables (planéité + perçage) et dégagement copeaux/lubrifiant pour une assise toujours propre.