重复定位精度
能否移除、测量、再夹紧后回到同一基准?目标 <0.003mm。
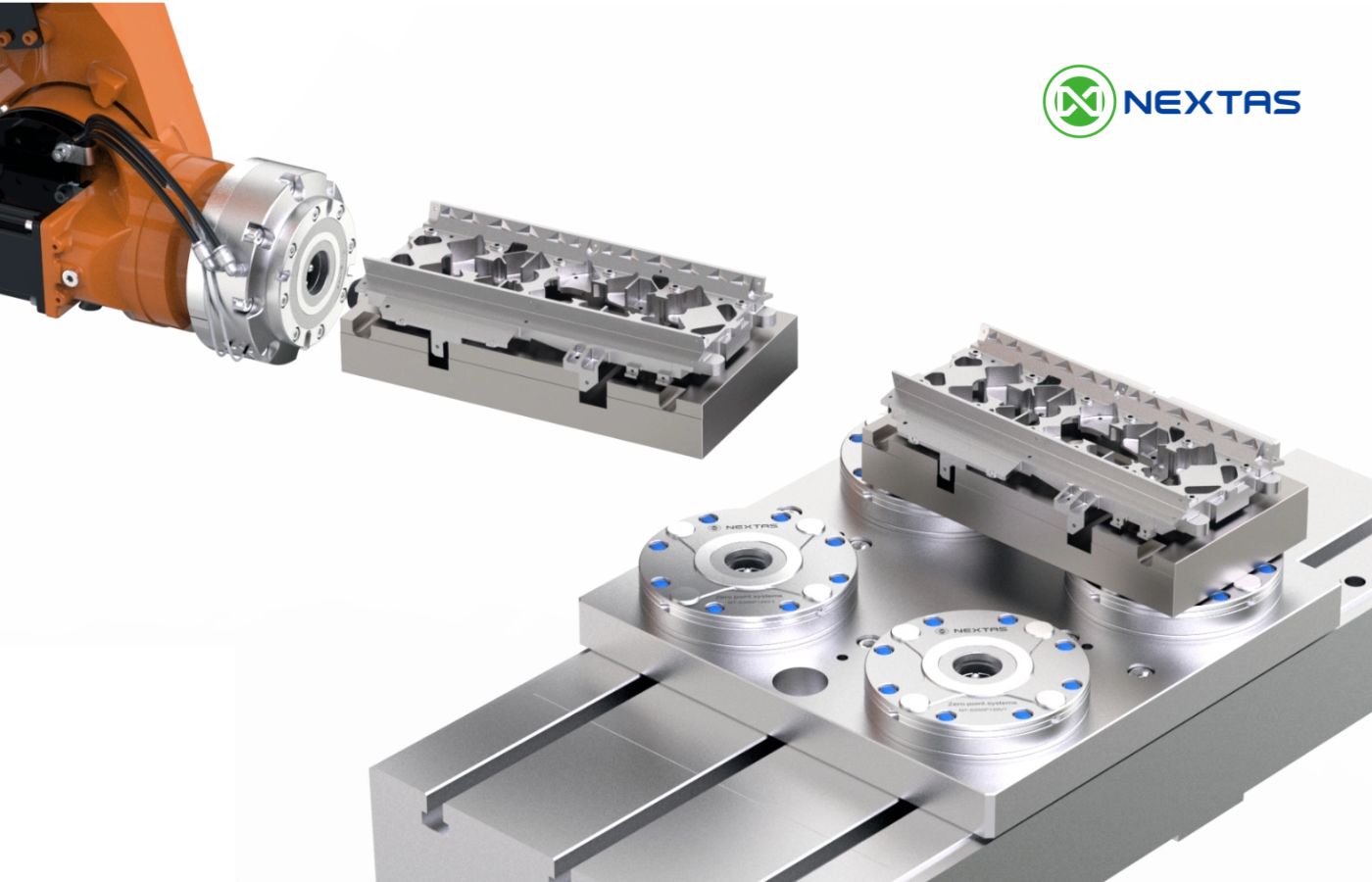
在当今制造环节,机床停机就是在烧钱。传统换型方式中,靠手工指示重新找正,每一批换装都要消耗可观的主轴空转时间。零点快换系统能把设置变成一个可重复、可衡量、可自动化的工作流 —— 使工件可以在CNC和EDM、CMM之间无缝流转,保持同一基准。
但是"零点系统"不自动等于"零风险"。特别是在五轴加工、重切削和无人FMS的场景里,你必须选择一个既能重复定位、又能在高振动和温度变化下保持夹紧力、还能在没有操作员的情况下自我验证座位状态的系统。
能否移除、测量、再夹紧后回到同一基准?目标 <0.003mm。
能否抵抗振动、颤刀和多轴粗切削而不会微微上浮?
在无人加工时,是否有气密检验或座位检查功能确认夹紧成功?
接触面是否密封自洁,能否抵抗冷却液和芯片污染?
这四点是选型的核心。如果其中任何一点不符合你的工况需求,整套系统的ROI就会大幅折扣。
重复定位精度是零点系统的入场券。它决定了托盘能否在CNC、CMM和EDM之间流转,每一次回到同一个零点基准,同时保持在你的GD&T和公差堆积范围内。
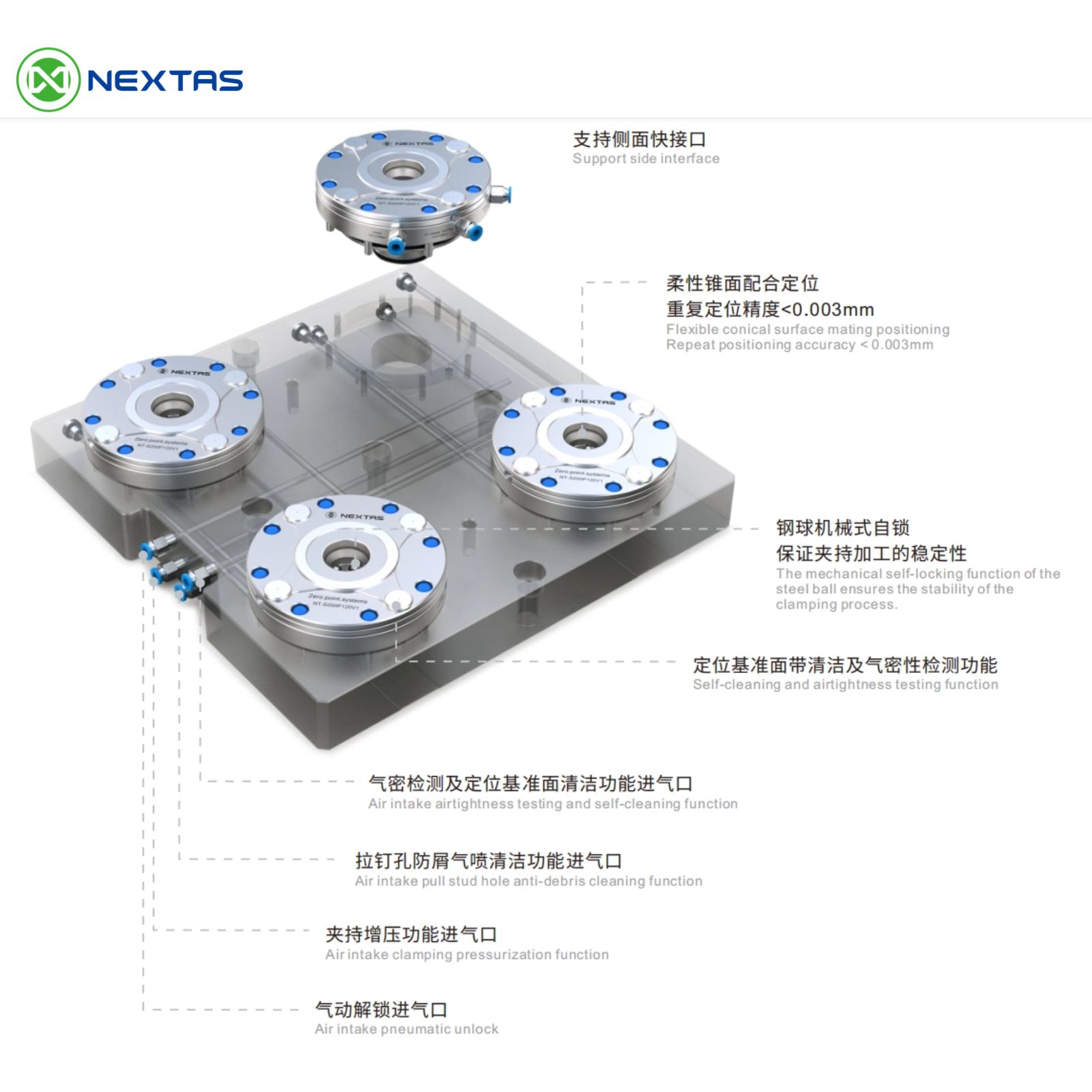
平面基准界面在长期使用中容易产生微观磨损和浮动。先进的零点系统采用锥面式柔性定位结构,使拉紧杆在进入夹爪时自然居中。这种结构能消除微间隙,特别适合高混合度生产和频繁托盘循环的场景。
车间现实验证:不要只听产品手册上的数字。要问供应商测试方法是什么(循环次数、负载状态、参考工装、测量方法),然后在自己的车间用简单的方法验证一遍。见下文第6节的验证清单。
重复定位精度告诉你托盘能回到对的位置。拉紧夹持力告诉你在高振动、高进给和多轴同步运动下,它能否呆在那儿。如果拉紧力不足,你可能会看到微微上浮、颤刀、断刀,甚至公差突然漂移 —— 即使定位精度在纸面上看起来"完美"。
最坚实的系统采用"气动快速释放 + 机械自锁"。在Nextas式设计中,夹紧力由弹簧和钢珠自锁结构生成。这意味着你可以在加工过程中切断车间气源,拉紧力依然稳定。
对FMS的好处:在无人加工环节,突然失气不应该释放一个200-800kg的托盘。机械自锁保证托盘在主动气动释放前始终锁定。
对于重切削作业,某些夹爪提供夹紧压力增强功能。通过在加工过程中向专门的增压口引入气体,气压与机械弹簧力协同工作,增加总体向下张力,提高抗振能力。
下面是一个实用的选型对比表(典型值),你可以用它作为起点,根据托盘重量、刀具负载和机床规格选择夹爪容量。
| 型号系列 | 重复定位精度 | 拉紧力 | 承载能力(提升负荷) | 材质 | 适用场景 |
|---|---|---|---|---|---|
| P85 (NT-S200P85V1) | <0.003mm | 4,000 N | 30 Kg | 淬硬不锈钢 | 紧凑型五轴加工、小型放电电极 |
| P120 (NT-S200P120V1) | <0.003mm | 12,000 N | 100 Kg | 淬硬不锈钢 | 标准CNC加工、通用工装托盘 |
| P195 (NT-S200P195V1) | <0.003mm | 40,000 N | 300 Kg | 淬硬不锈钢 | 大型工件、重型粗切削 |
| BDS系列 | <3μm | 60 KN (60,000 N) | 100 Kg(最大负荷800Kg) | 淬硬不锈钢 | 超精密FMS、四工位90°固定分度 |
当操作员无法逐一验证每个托盘时,你的零点系统必须自己确认它夹紧正确。这就是内置的准确性验证功能成为必需(而不是奢侈品)的地方。
气密检验功能在夹紧后通过专门的传感器口路由气体。如果托盘完全平坦地贴在Z基准上,气路密闭。如果芯片或杂物产生微间隙,气泄漏,连接的NPN/PNP传感器可以触发机床停机 —— 防止零件报废和保护主轴。
冷却液和芯片是重复定位精度的大敌。要找具有集成气喷清洁的系统,在气动快速释放时喷射Z基准和拉紧杆界面,加上实心密封(如O形圈)防止切削液和杂物进入机制。
重托盘在装卸时可能冲击基准面。受控的提升辅助机制在气动快速释放时轻轻抬起托盘 —— 保护Z基准平面免受微观凹陷,长期保持精度。
再好的夹爪也只是系统的一半。你的托盘上的拉紧杆是否配置正确,决定了这个装置是运动学正确还是容易卡死。多个硬性定位杆会产生几何冲突(称为"过定位"),特别是当温度变化或加工公差堆积时。
为了防止卡紧,Nextas风格的工程设计采用三种功能性拉紧杆:
最佳实践(四工位托盘):1根定位杆 + 1根补偿杆 + 2根夹紧杆。这样既能完全约束托盘,又能完全消除过定位风险。
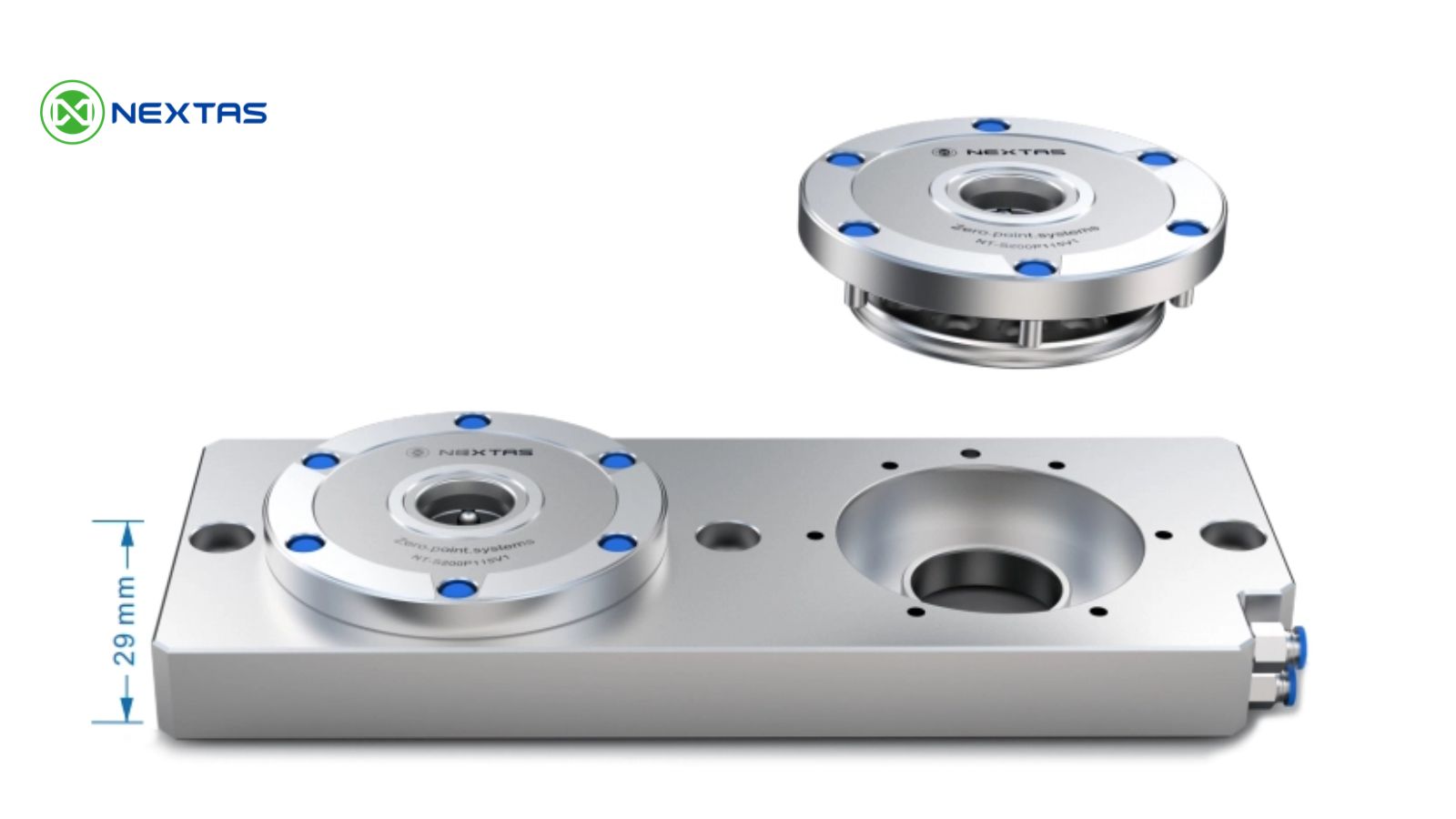
随着工业4.0加速演进,零点系统应该易于集成和扩展。采用业界标准的52mm和96mm孔距的模块化设计,能简化改造和扩展 —— 特别是当你需要与现有自定心虎钳和托盘兼容时。
在2026年,最常见的FMS模式结合:
如果你想要可预测的结果,就要在实际条件下验证系统。下面是许多加工车间在调试和PPAP式工艺认可时使用的实用工作流程。
在2026年的制造环境中,选择正确的零点快换系统是把握机床有效加工时间的关键。核心要点是:
如果你准备好为车间指定一套零点快换方案,下一步是把你的机床型号、材料、工件尺寸和公差目标告诉我们。我们的工程师可以评估你的夹爪类型、拉紧杆布局和验证策略,确保这套系统能真正落地。


