Im Jahr 2026 ist Maschinenlaufzeit gleich Marge. Jede Minute, in der ein Bediener ein Werkstück wieder „einstellt“ und abtastet, ist verlorene Spindelzeit. Ein Nullpunkt-Spannsystem macht Umrüsten reproduzierbar, messbar und automatisierbar – mit Offline-Setup, schnellen Palettenwechseln und sicherem Re-Spannen nach KMG-Messung, Inspektion oder EDM/WEDM.
Aber: Nicht jedes „Zero-Point“-System ist automatisch „zero risk“. Wenn Sie eine palettierte Spannstrategie für 3-Achs-, 4-Achs- oder 5-Achs-Bearbeitung planen – besonders in robotergestützten oder unbemannten Flexible Manufacturing Systems (FMS) – müssen Sie ein System wählen, das Position hält, kräftig nach unten zieht und die korrekte Auflage selbst verifiziert.
Kurzcheck: Worauf Sie wirklich achten sollten
- Wiederholgenauigkeit: Paletten entfernen, messen, wieder einspannen – ohne Datumsverlust? (Ziel: <0,003 mm fürs Fräsen.)
- Niederzug- / Pull-down-Kraft: Bleibt die Palette auch beim 5-Achs-Schruppen satt auf der Z-Auflage?
- Genauigkeitsverifikation: Sitzkontrolle per Dichtheits-/Airtightness-Test für Lights-out?
- Span-/Kühlmittel-Schutz: Dichtungen + automatische Ausblasung?
- Bolzenstrategie: Vermeidet Ihre Palette Überbestimmung (Klemmen/Verkanten)?
1) Wiederholgenauigkeit: das Fundament präziser Bearbeitung
Die Wiederholpositioniergenauigkeit (Repeatability) ist die Basismetrik. Sie entscheidet, ob eine Palette zwischen CNC ↔ KMG ↔ EDM wandern kann und anschließend auf denselben Nullpunkt zurückkehrt – ohne dass Ihre Toleranzkette kollabiert.
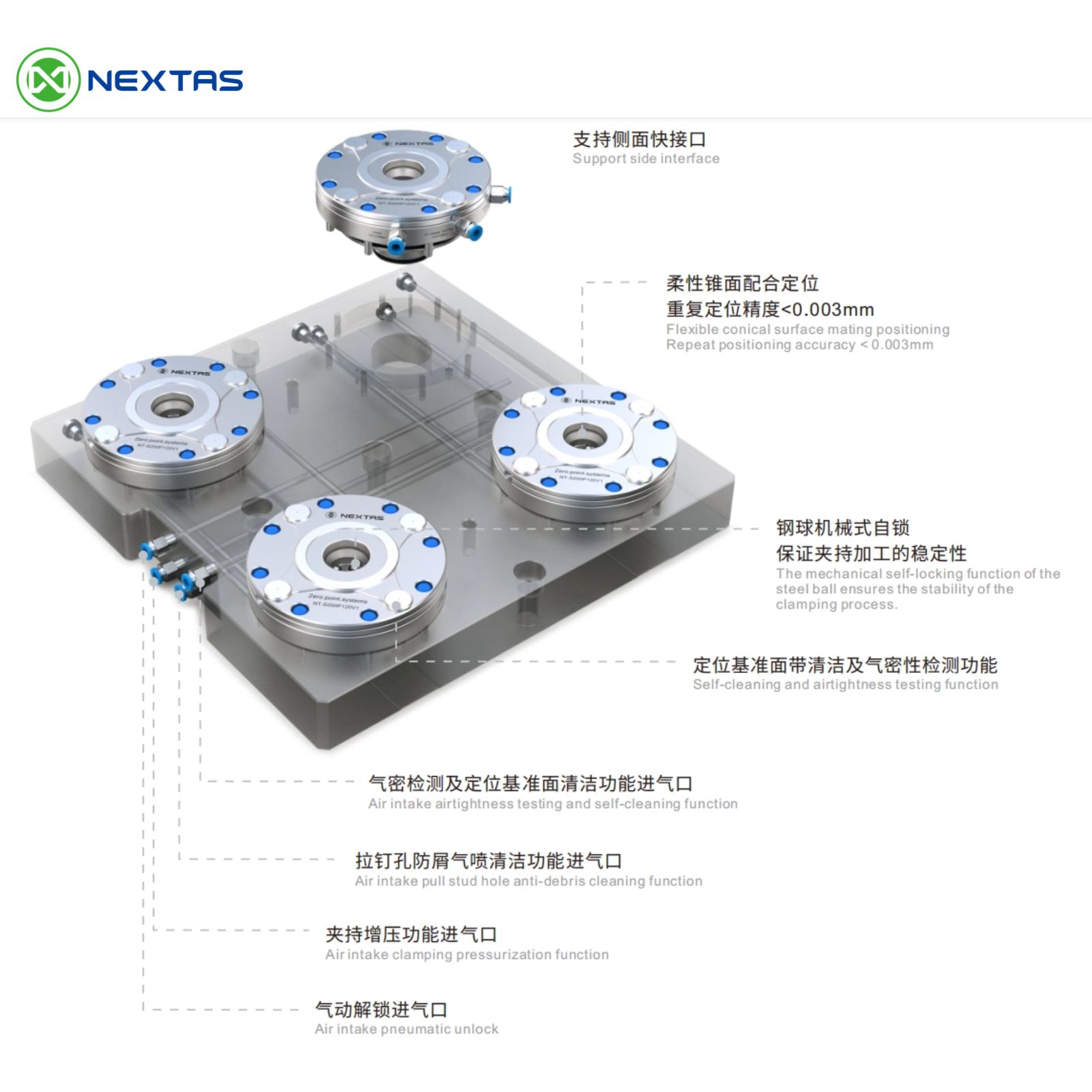
Konische, „flexible“ Zentrierung (Taper-Type) – warum das zählt
Flache Bezugsflächen können mikroskopisch verschleißen und über viele Zyklen „wandern“. Moderne Systeme nutzen daher eine konische, selbstzentrierende Positionierstruktur: Der Zugbolzen zentriert sich beim Einfahren automatisch, Mikrospalte werden reduziert und die Langzeitstabilität verbessert – besonders bei hoher Wechselrate im FMS.
Zielwerte in der Praxis
- Standard-Schwerzerspanung: <0,003 mm Wiederholgenauigkeit als verlässlicher Richtwert.
- Mehrfach-Aufnahmen (2/4/6 Spannmodule): Systemweit <0,005 mm über die gesamte Palette.
- Ultrapräzision: Für engste Zellen sind Architekturen bis <3 μm möglich.
Praxis-Tipp: Bewerten Sie Wiederholgenauigkeit zudem anhand des Datenblatts. Fragen Sie nach der Prüfmethode (Zykluszahl, Lastzustand, Messaufbau) und wiederholen Sie eine vereinfachte Prüfung in Ihrer Fertigung – siehe Abschnitt 6.
2) Niederzugkraft & Lastfähigkeit für Heavy-Duty
Wiederholgenauigkeit bringt Sie an die richtige Stelle. Niederzugkraft sorgt dafür, dass Sie dort bleiben – selbst bei Vibration, Rattern, hohen Zustellungen und simultaner 5-Achs-Bewegung.
Mechanische Selbsthemmung ist ein Sicherheitskriterium
Bewährt sind Systeme nach dem Prinzip pneumatisches Entriegeln + mechanisches Verriegeln. In Nextas-Spannmodulen erzeugt eine Feder + Stahlkugel-Selbsthemmung die Spannkraft. Dadurch kann die Druckluft während der Bearbeitung abgeschaltet werden – die Spannkraft bleibt stabil.
Wichtig fürs Lights-out-FMS: Bei Druckluftausfall darf eine schwere Palette nicht „frei“ werden. Mechanische Selbsthemmung hält die Palette sicher verriegelt, bis bewusst entriegelt wird.
Spannkraft-Boost (Pressurization) für extremes Schruppen
Für sehr harte Schnitte bieten manche Module eine Spannkraft-Pressurisierung: Über einen Boost-Port wirkt pneumatischer Druck zusätzlich zur Federkraft – die Gesamtniederzugkraft steigt, Micro-Lift sinkt.
Technische Vergleichstabelle (2026)
Als Startpunkt für die Auslegung (Palettengewicht, Schnittkräfte, Maschinengröße) hilft folgende Übersicht:
| Modellreihe | Wiederholgenauigkeit | Spannkraft | Hub-/Liftlast | Material | Typische Anwendung |
|---|---|---|---|---|---|
| P85 (NT-S200P85V1) | <0.003mm | 4,000 N | 30 Kg | Gehärteter Edelstahl | Kompakte 5-Achs-Spannung, kleine Elektroden |
| P120 (NT-S200P120V1) | <0.003mm | 12,000 N | 100 Kg | Gehärteter Edelstahl | Standard-Fräsen, allgemeine Paletten/Spannplatten |
| P195 (NT-S200P195V1) | <0.003mm | 40,000 N | 300 Kg | Gehärteter Edelstahl | Große Werkstücke, Heavy-Duty-Schruppen |
| BDS-Serie | <3μm | 60 KN (60,000 N) | 100 Kg (Max. Last 800Kg) | Gehärteter Edelstahl | Ultrapräzises FMS, 4×90° Indexierung |
Hinweis: Gehärteter Edelstahl ist besonders robust und eignet sich für Kühlschmierstoff-Umgebungen sowie EDM/WEDM.
3) Genauigkeit verifizieren: zuverlässig im unbemannten Betrieb
Wenn niemand mehr jede Palette abtastet, muss das System selbst prüfen, ob die Auflage korrekt ist. Genau hier punkten integrierte Verifikationsfunktionen.
A) Dichtheitsprüfung / Airtightness Seat-Check
Die Dichtheitsprüfung leitet nach dem Spannen Luft über einen Sensorport. Sitzt die Palette plan auf der Z-Referenz, ist der Kreislauf dicht. Verhindern Späne eine plane Auflage, entweicht Luft – ein NPN/PNP-Sensor erkennt den Druckabfall und kann die CNC stoppen.
B) Selbstreinigende Luftdüse & Span-/Kühlmittel-Schutz
In der Praxis entscheidet Sauberkeit über μm. Integrierte Luft-Ausblasung reinigt beim Entriegeln die Z-Auflage und die Bolzenaufnahme. O-Ring-Dichtungen verhindern, dass Späne und Kühlschmierstoff in die Mechanik gelangen – weniger Wartung, stabilere Genauigkeit.
C) Lift-Funktion beim Entriegeln (Schutz der Z-Referenz)
Schwere Paletten können beim Aufsetzen die Datumsebene beschädigen. Eine definierte Hub-/Lift-Funktion hebt die Palette beim pneumatischen Entriegeln leicht an, um Kratzer und Mikro-Dellen auf der Z-Referenz zu vermeiden.
4) Überbestimmung vermeiden: richtige Zugbolzen-Konfiguration
Ein Top-Spannmodul reicht nicht, wenn die Palette kinematisch „falsch“ definiert ist. Mehrere starre Zentrierbolzen können zu Überbestimmung führen – durch Temperaturdrift oder Toleranzen verkantet die Palette und klemmt.
Bewährte Architektur: drei Funktionsarten von Zugbolzen (Spigots):
- Positionierbolzen: Nullspiel, definiert X/Y als „True Zero“.
- Kompensationsbolzen: Richtungsfreigang, verhindert Verspannung durch thermische Ausdehnung.
- Spannbolzen: radialer Freigang, liefert Spann-/Niederzugkraft ohne X/Y zu überdefinieren.
Best Practice (4-fach): 1× Positionier + 1× Kompensation + 2× Spannen. Maximale Steifigkeit, kein Klemmen.
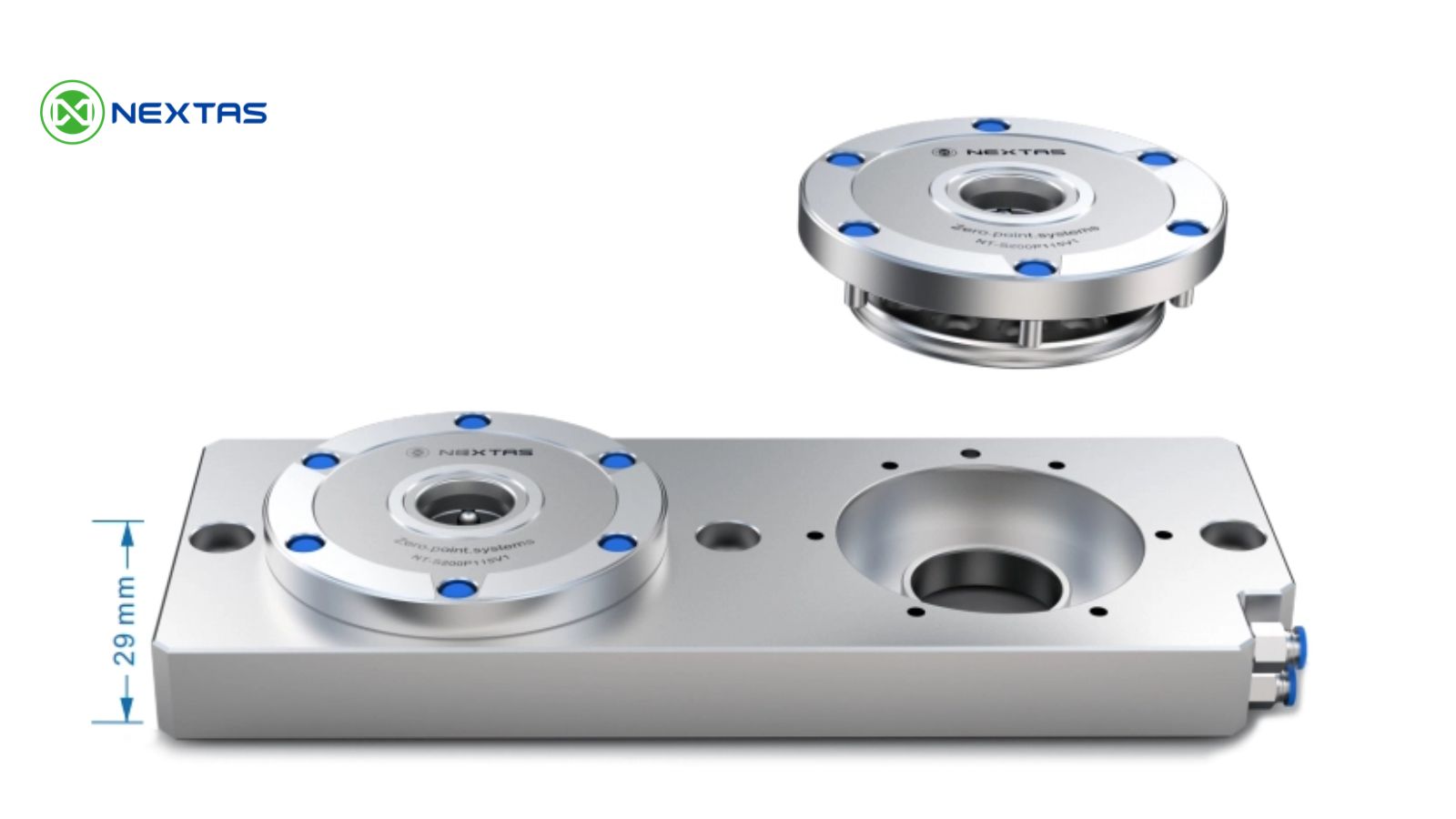
5) Integration & FMS-Trends 2026
Nullpunktspanntechnik sollte modular sein. Standardisierte Lochabstände wie 52 mm und 96 mm erleichtern Retrofit und Skalierung – besonders, wenn Sie bestehende Spannmittel weiterverwenden wollen.
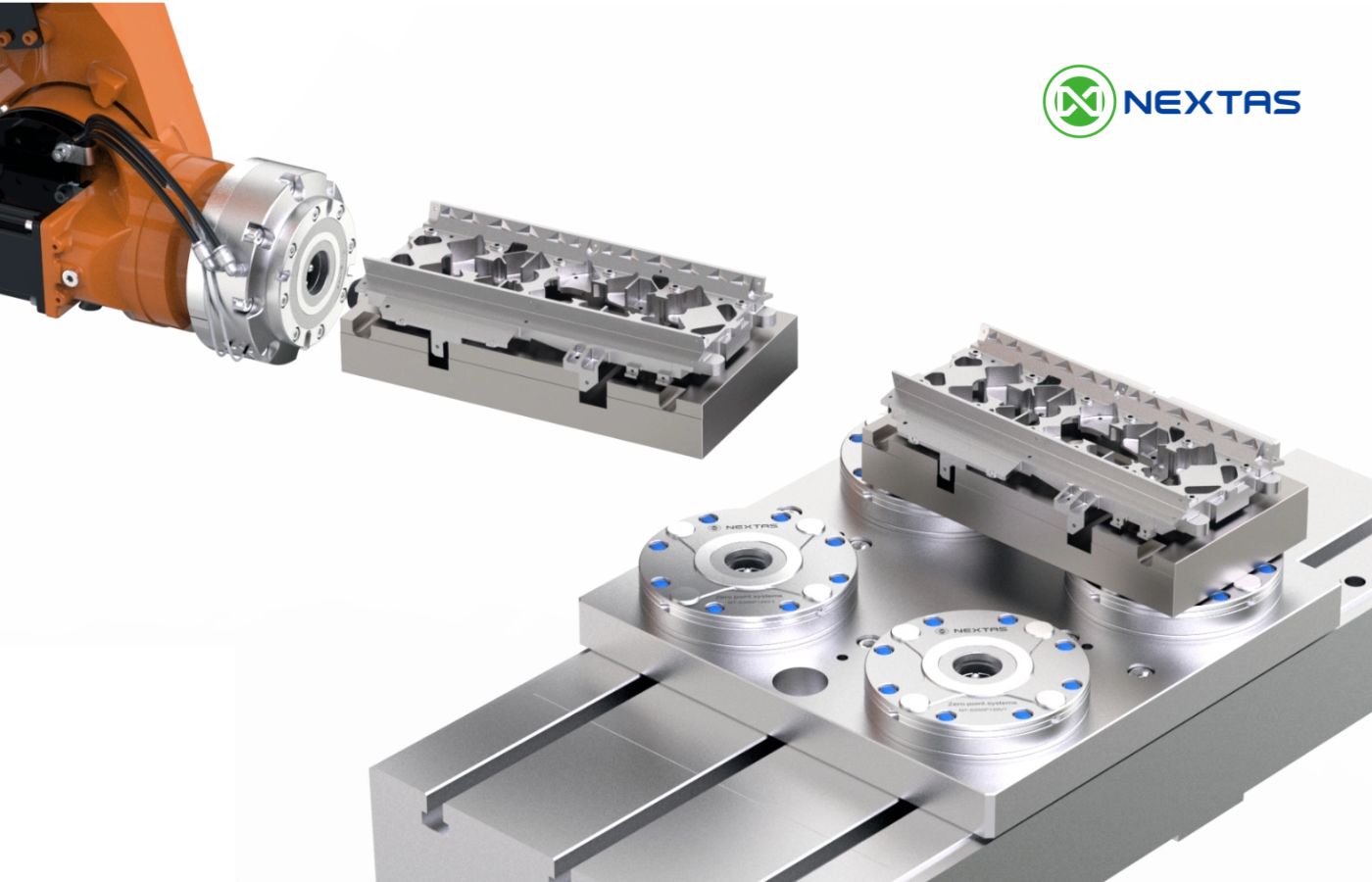
Typischer 2026-FMS-Stack:
- Schnellwechsel-Datumplatte
- 6-Achs-Roboter (z. B. KUKA, FANUC, Mitsubishi)
- Palettenpool / Träger / Rundtisch für 24/7 Betrieb
- Optional: MES/ERP-Anbindung für Echtzeitdaten
6) So verifizieren Sie Wiederholgenauigkeit & Sitz (Checkliste)
Wenn Sie reproduzierbare Ergebnisse wollen, testen Sie unter realen Bedingungen. Dieses Vorgehen eignet sich für Abnahme und Inbetriebnahme:
Wiederholgenauigkeits-Zyklustest
- Testpalette mit Referenzartefakt (z. B. Messstift, geschliffener Block).
- Spannen, antasten/indizieren, X/Y/Z protokollieren.
- Entriegeln und erneut spannen für 20–30 Zyklen (bei hoher Wechselrate mehr).
- Max. Abweichung und Streuung berechnen; gegen Toleranzbudget prüfen.
Seat-Check unter Spänen & KSM
- Kontrolliert „Verschmutzung“ einbringen (feine Späne, dünner KSM-Film) und klemmen.
- Prüfen, ob die Dichtheitsfunktion Nicht-Auflage zuverlässig erkennt.
- CNC/PLC-Interlock testen: Programmstop bei Leckage.
Niederzugkraft: Praxistest
- Schruppprogramm fahren, das früher Rattern/Bewegung ausgelöst hat.
- Oberfläche, Werkzeugstandzeit und Maßdrift vergleichen.
- Falls verfügbar: Boost-Pressurisierung testen und Ergebnisse vergleichen.
Fazit & nächste Schritte
Ein präzises Nullpunkt-Spannsystem reduziert Rüstzeit, erhöht Prozesssicherheit und macht Automatisierung beherrschbar. Priorisieren Sie <0,003 mm Wiederholgenauigkeit, mechanische Selbsthemmung und integrierte Sitzverifikation, wenn Sie Paletten durch Robotik und FMS laufen lassen.
Möchten Sie Ihre Umrüstzeit deutlich verkürzen?
Teilen Sie Maschinentyp (3-Achs/5-Achs/EDM), Palettengröße und Ziel-Toleranzen – wir empfehlen eine passende Spannmodul- und Zugbolzen-Architektur.
- Company: Nextas
- WhatsApp: +86 13415429444
- Email: sandy@nextas.com
- Website: https://www.nextastech.com/


