In 2026, machine uptime is the new margin. If your changeovers still depend on manually indicating parts back to center, you’re paying for spindle time that produces no chips. A zero-point clamping system turns setup into a repeatable, measurable, and automatable workflow — enabling offline fixture prep, rapid pallet swaps, and consistent re-clamping after inspection, CMM measurement, or EDM/WEDM operations.
But “zero-point” doesn’t automatically mean “zero risk.” When you’re building a palletized workholding strategy for 3-axis, 4-axis, or 5-axis machining — especially in robotic or unmanned Flexible Manufacturing Systems (FMS) — you must choose a system that can hold position, pull down hard, and verify it’s seated correctly without human intervention.
Selection checklist (fast scan)
- Repeatability: Can you remove, measure, and re-clamp without losing your datum? (Target: <0.003mm for milling.)
- Pull-down clamping force: Can it resist vibration, chatter, and multi-axis roughing without micro-lift?
- Accuracy verification: Do you have airtightness/seat-check functions for lights-out automation?
- Chip/coolant protection: Is the interface sealed and self-cleaning?
- Spigot strategy: Does your pallet avoid over-positioning (binding) with a correct stud configuration?
1) Repeatability: the foundation of precision machining
Repeat positioning accuracy (repeatability) is the baseline requirement for a zero-point system. It defines whether a pallet can move between processes (CNC ↔ CMM ↔ EDM) and return to the same zero reference while staying inside your GD&T and tolerance stack.
Taper-type flexible positioning: stability over long production runs
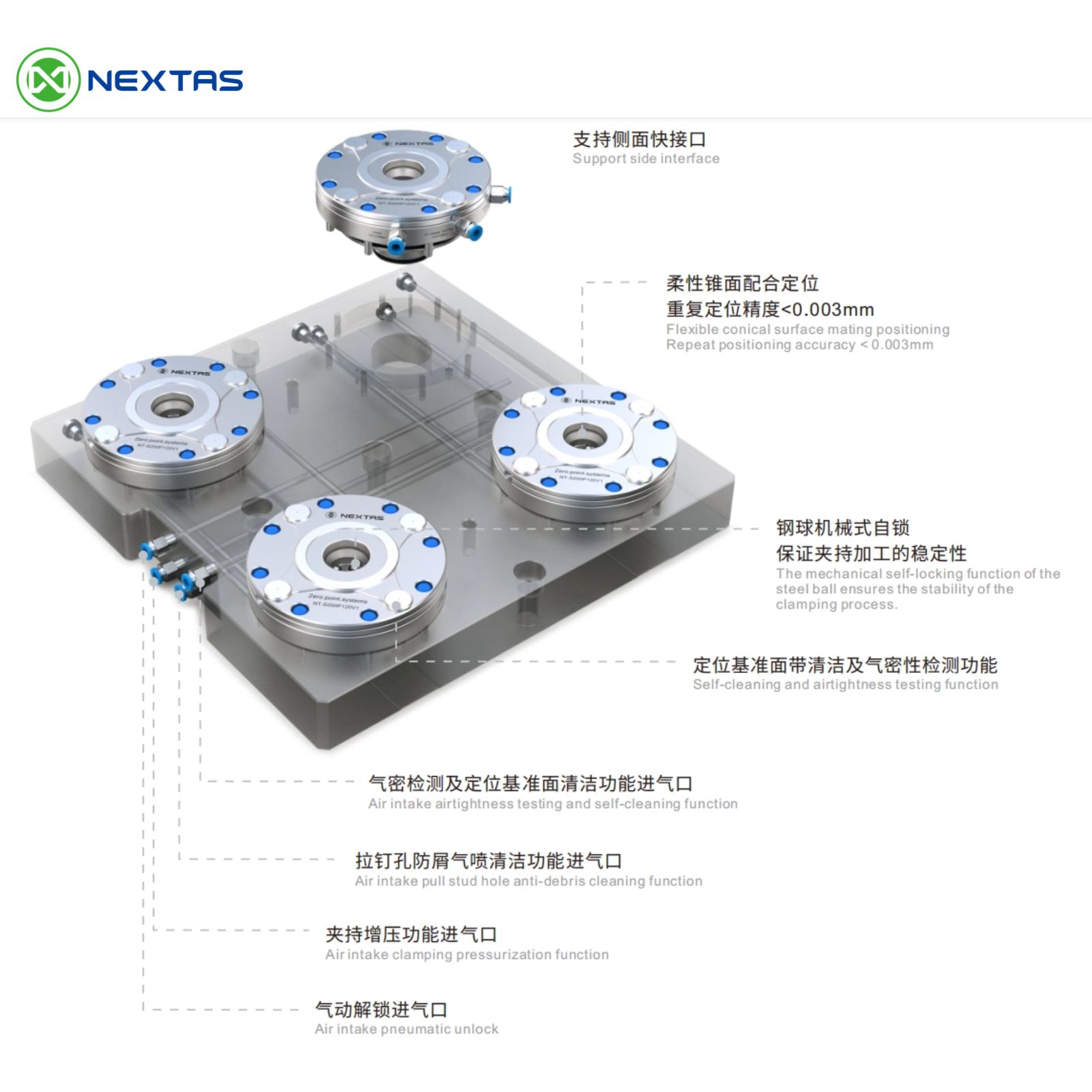
Flat datum interfaces can wear and “float” microscopically over time. Advanced systems reduce that risk with a taper-type flexible positioning structure that naturally centers the pull stud as it enters the chuck. The taper helps eliminate micro-gaps and supports long-term stability — especially important for high-mix production and frequent pallet cycling.
Target thresholds: what “good” repeatability looks like
- General heavy-duty milling: aim for <0.003mm repeatability.
- Multi-station pallets: verify system-wide repeatability remains within <0.005mm across 2/4/6-chuck combinations.
- Ultra-precision automation: for tight-tolerance cells, specify architectures built for <3μm repeat positioning.
Shop-floor reality check: Don’t accept a catalog value alone. Ask for the test method (cycle count, load state, reference tooling, and measurement approach). Then reproduce a simplified verification in your shop — see Section 6.
2) Pull-down clamping force & heavy-duty load capacity
Repeatability tells you the pallet returns to the right location. Pull-down clamping force tells you whether it stays there during aggressive roughing, high feed milling, and simultaneous 5-axis motion. If pull-down force is weak, you may see micro-lift, chatter, tool breakage, or sudden tolerance drift — even when positioning repeatability looks “perfect” on paper.
Mechanical self-locking: fail-safe by design
The most solid systems use pneumatic unlocking + mechanical locking. In a Nextas-style design, clamping force is generated by a spring + steel ball self-locking structure. This means you can cut off shop air during machining and still maintain stable clamping force.
Why it matters for FMS: In lights-out environments, a sudden air pressure drop should not release a 200–800 kg pallet. Mechanical self-locking keeps the pallet secured until intentional pneumatic release.
Clamping pressurization (boost intake) for extreme cutting
For heavy-duty operations, some chucks provide a clamping pressurization function. By introducing air into a dedicated boost port during machining, pneumatic pressure works together with the mechanical spring force — increasing total downward tension and improving resistance to vibration.
Zero-point chuck technical specification comparison (2026)
Below is a practical sizing comparison (typical values) you can use as a starting point for selecting chuck capacity for pallet weight, cutting load, and machine size.
| Model Series | Repeatability | Clamping Force | Lifting Load (Capacity) | Material | Ideal Application |
|---|---|---|---|---|---|
| P85 (NT-S200P85V1) | <0.003mm | 4,000 N | 30 Kg | Hardened Stainless Steel | Compact 5-axis workholding, small electrodes |
| P120 (NT-S200P120V1) | <0.003mm | 12,000 N | 100 Kg | Hardened Stainless Steel | Standard CNC milling, general fixture pallets |
| P195 (NT-S200P195V1) | <0.003mm | 40,000 N | 300 Kg | Hardened Stainless Steel | Massive workpieces, heavy roughing |
| BDS Series | <3μm | 60 KN (60,000 N) | 100 Kg (Max load 800Kg) | Hardened Stainless Steel | Ultra-precision FMS, 4×90° fixed indexing |
Note: Hardened stainless steel construction is widely preferred for durability and suitability for harsh environments including EDM/WEDM and coolant-heavy milling.
3) How to verify accuracy in unmanned automation
When operators aren’t present to indicate every pallet, your zero-point system must confirm it is seated correctly. This is where built-in accuracy verification becomes a requirement (not a luxury).
A) Airtightness testing (seat-check) for chip-sensitive datums
An airtightness testing function routes air through a dedicated sensor port after clamping. If the pallet sits perfectly flush on the Z datum, the circuit seals. If chips or debris create a micro-gap, air leaks and a connected NPN/PNP sensor can trigger a machine stop — preventing scrapped parts and protecting your spindle.
B) Self-cleaning air-jet & anti-chip protection
Coolant and chips are the enemies of repeatability. Look for integrated air-jet cleaning that blasts the Z-datum and spigot interface during unlocking, plus solid sealing (e.g., O-rings) to prevent cutting fluid and debris from entering the mechanism.
C) Unclamp lift function for heavy pallets
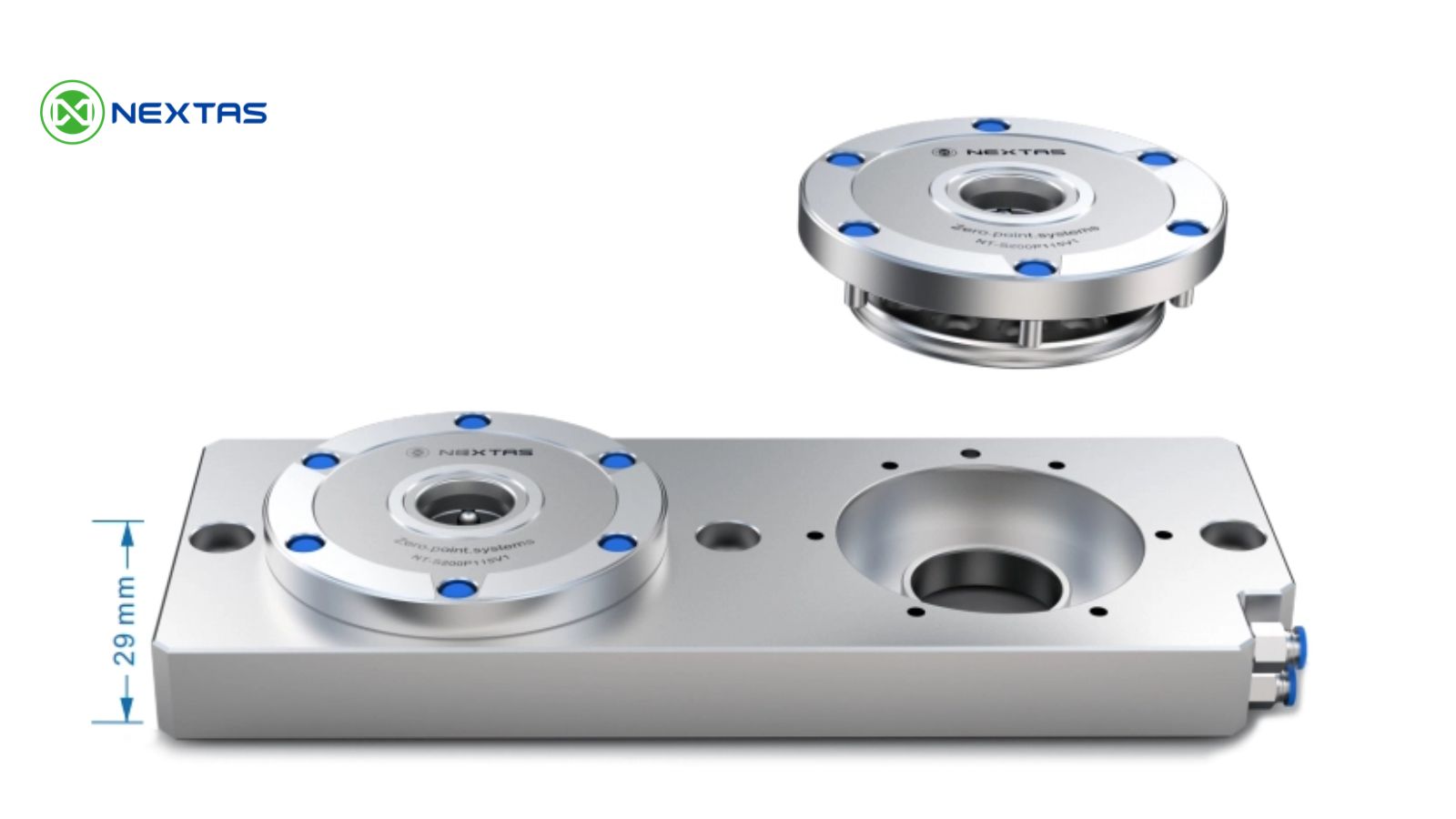
Heavy pallets can impact the datum surface during loading/unloading. A controlled lifting load mechanism helps gently lift the pallet off the Z reference during pneumatic unlocking — protecting the datum plane from microscopic dings and preserving long-term accuracy.
4) Avoid over-positioning: intelligent spigot configuration
A world-class chuck is only half the system. The pull studs / spigots on your pallet determine whether the setup is kinematically correct or prone to binding. Installing multiple rigid centering studs can create geometric conflict (known as over-positioning) when temperature changes or machining tolerances stack up.
To prevent jamming, Nextas-style engineering uses three functional spigot types:
- Positioning spigot: zero clearance; locks X and Y as the true zero reference.
- Compensating spigot: directional clearance; restricts rotation and absorbs thermal expansion.
- Clamping spigot: radial clearance; engages locking and increases pull-down force without restricting X/Y.
Best-practice (4-chuck pallet): 1 positioning + 1 compensating + 2 clamping spigots. This fully constrains the pallet while eliminating over-positioning risk.
5) System integration & 2026 FMS trends
As Industry 4.0 accelerates, a zero-point system should be easy to integrate and scale. Modular designs with 52mm and 96mm industry-standard hole spacing simplify retrofits and expansion — especially if you need compatibility with existing self-centering vises and pallets.
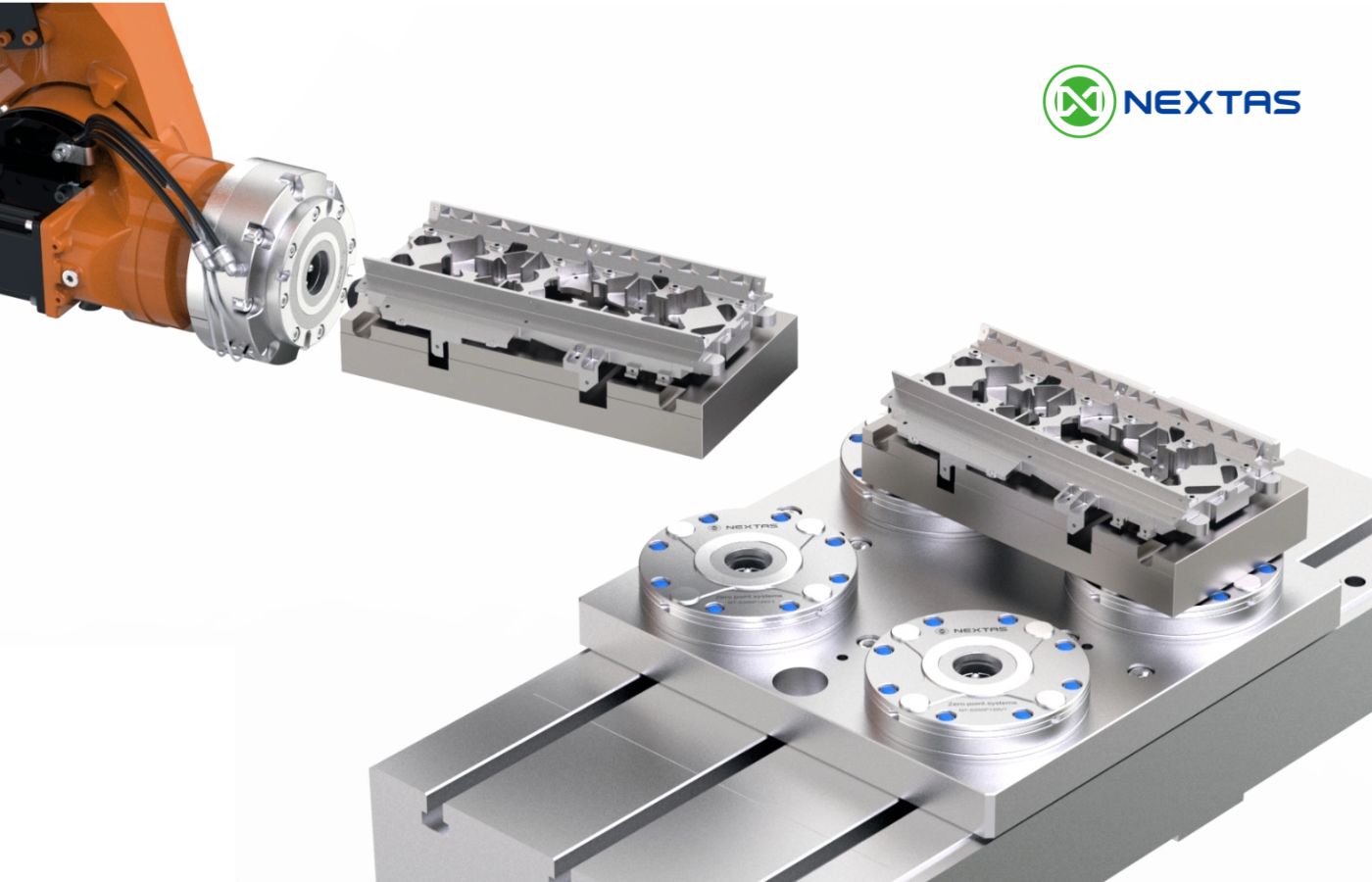
In 2026, the most common FMS pattern combines:
- A quick-change datum plate
- A 6-axis robot (e.g., KUKA, FANUC, Mitsubishi)
- A pallet pool / truss / rotary storage system for 24/7 scheduling
- Optional MES/ERP connectivity for real-time production data
6) Verification checklist: repeatability & seating accuracy
If you want predictable results, validate the system under real conditions. Here is a practical workflow many machining teams use during commissioning and PPAP-style process qualification.
Repeatability cycle test
- Prepare a test pallet with a hardened reference artifact (e.g., gauge pin or ground block).
- Clamp, probe/indicate, and record X/Y/Z reference values.
- Unclamp and re-clamp for 20–30 cycles (more if your process is high frequency).
- Calculate max deviation and standard deviation; compare against your tolerance budget.
Seat-check validation (chips & coolant)
- Introduce controlled contamination (fine chips, light coolant film) and repeat clamp cycles.
- Confirm the airtightness sensor (or seat verification logic) reliably detects non-flush seating.
- Verify your CNC/PLC interlock stops the program safely when a leak is detected.
Pull-down force confidence check
- Run a roughing program that historically causes chatter or part movement.
- Inspect witness marks, chatter patterns, and post-process measurement drift.
- If available, test boost pressurization and compare surface finish and tool life.
Conclusion & next steps
Investing in a high-precision zero-point clamping system is one of the fastest ways to remove setup bottlenecks and stabilize automation. Prioritize <0.003mm repeatability, mechanical self-locking pull-down stability, and built-in seat verification if you’re running pallets through robots and FMS cells.
Want a recommendation for your machine & pallet size?
Share your machine type (3-axis / 5-axis / EDM), pallet weight, and tolerance target. Our engineers will propose a datum chuck + spigot architecture and verification strategy that fits your cell.
- Company: Nextas
- WhatsApp: +86 13415429444
- Email: sandy@nextas.com
- Website: https://www.nextastech.com/