2026’da rekabetin dili nettir: daha az duruş, daha fazla talaş. İş parçasını her söküp taktığınızda yeniden merkezlemek ve indikatörle ayarlamak zorundaysanız, gerçek anlamda üretmeyen spindle dakikalarına para ödüyorsunuz. Sıfır nokta bağlama sistemi (zero-point clamping), offline hazırlık ve hızlı palet değişimi ile bu darboğazı kırar; CMM ölçümü veya EDM/WEDM sonrası parçayı aynı referans “zero” noktasına güvenle geri getirir.
Ama tüm sistemler aynı değildir. Robotlu ve insansız FMS (Flexible Manufacturing System) ortamlarında sistem; konumlandırmalı, Z ekseninde aşağı çekerek (pull-down) sağlam kilitlemeli ve oturma doğrulamasını otomatik yapmalıdır.
Neleri değerlendirmelisiniz? (hızlı özet)
- Tekrarlanabilirlik: palet çıkıp tekrar geldiğinde aynı sıfıra dönebiliyor mu? (Hedef: <0.003mm.)
- Pull-down (aşağı bastırma) kuvveti: kaba talaşta, 5 eksende mikro-kalkma ve titreşim engelleniyor mu?
- Doğruluk doğrulama: sızdırmazlık/seat-check fonksiyonu ve güvenli interlock.
- Talaş & soğutma sıvısı koruması: air-jet temizleme + contalı yapı.
- Spigot stratejisi: over-positioning (sıkışma) riskini doğru stud kombinasyonu ile önleme.
1) Tekrarlanabilirlik: hassas işleme için temel
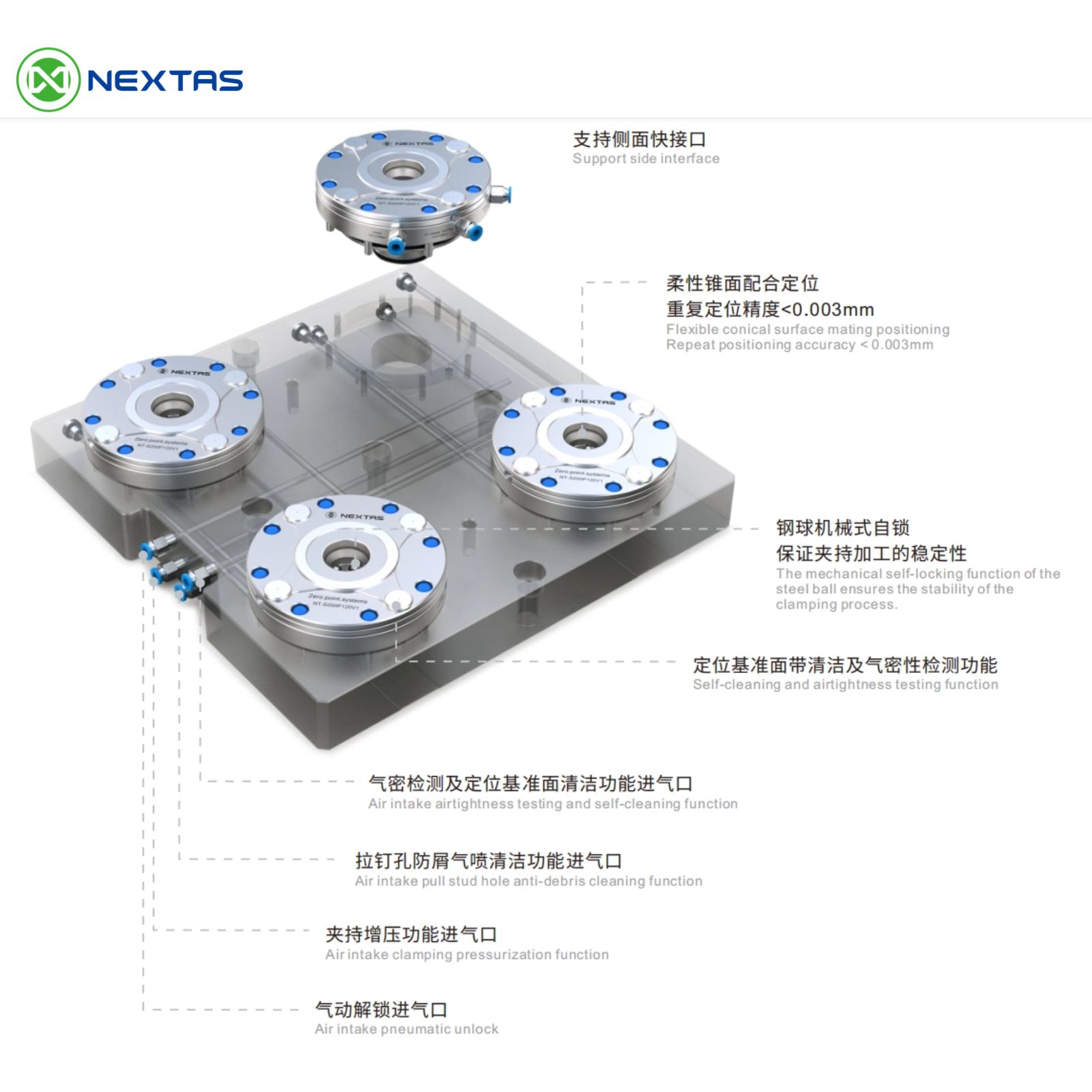
Tekrarlı konumlandırma hassasiyeti, paletli işleme dünyasında her şeyin başlangıcıdır. Parça CMM’ye gittiğinde, EDM’ye taşındığında veya operatör kontrolü için söküldüğünde; geri döndüğünde aynı sıfır referansa tolerans kaybetmeden oturmalıdır.
Konik (taper) tip esnek konumlandırma
Düz yüzey datumları zamanla mikroskobik aşınma ve geometri kayması yaşayabilir. Bu nedenle ileri seviye sistemler konik tip esnek konumlandırma kullanır: spigot chuck içine girerken kendi kendini merkezler, mikro boşlukları azaltır ve uzun vadeli stabilite sağlar.
Hedef tekrarlanabilirlik eşikleri
- Standart heavy-duty frezeleme: <0.003mm tekrarlanabilirlik hedefleyin.
- Çok istasyonlu (2/4/6 chuck) kombinasyonlar: sistem genelinde <0.005mm tolerans korunmalı.
- Ultra hassasiyet: otomasyon hücrelerinde <3μm seviyeleri gerçek fark yaratır.
Pratik not: katalog değerini tek başına yeterli görmeyin. Test metodunu (çevrim sayısı, yük koşulu, ölçüm yaklaşımı) isteyin ve sahada tekrar edin — 6. bölümde adım adım var.
2) Pull-down kuvveti ve heavy-duty yük kapasitesi
Tekrarlanabilirlik “doğru yere gelmeyi” sağlar; pull-down kuvveti ise parçanın “oraya kilitlenmesini”. Sert 5 eksen kaba talaşta mikro-kalkma, chatter ve takım kırılması riskini azaltmak için makine tablası ile palet arasında rijit bağ şarttır.
Mekanik kendinden kilitleme (self-locking) neden önemli?
En güvenilir sistemler pnomatik açma + mekanik kilitleme prensibiyle çalışır. Nextas tarzı tasarımda kilitleme kuvveti yay + çelik bilya mekanizmasıyla oluşur. Bu sayede işleme sırasında hava kesilse bile kilit kuvveti stabil kalır.
Güvenlik avantajı: ani hava kaybında ağır palet serbest kalmaz; kilit mekanik olarak tutulur. Çözmek için yalnızca kontrollü basınç verilir.
Boost (pressurization) ile ekstra sıkma
Ağır kesimde bazı sistemler clamping pressurization (boost portu) sunar. İşleme sırasında boost girişine basınç verildiğinde, pnömatik basınç yay kuvvetine eklenir ve toplam aşağı bastırma kuvveti artar.
Zero-point chuck teknik karşılaştırma (2026)
Aşağıdaki tablo, palet ağırlığı ve kesme kuvvetine göre uygun chuck boyutunu belirlemek için pratik bir başlangıçtır.
| Model | Tekrarlanabilirlik | Sıkma kuvveti | Kaldırma kapasitesi | Malzeme | Önerilen kullanım |
|---|---|---|---|---|---|
| P85 (NT-S200P85V1) | <0.003mm | 4,000 N | 30 Kg | Hardened Stainless Steel | Kompakt 5 eksen, küçük elektrotlar |
| P120 (NT-S200P120V1) | <0.003mm | 12,000 N | 100 Kg | Hardened Stainless Steel | Standart CNC frezeleme, genel fikstür paletleri |
| P195 (NT-S200P195V1) | <0.003mm | 40,000 N | 300 Kg | Hardened Stainless Steel | Büyük iş parçaları, ağır kaba talaş |
| BDS Series | <3μm | 60 KN (60,000 N) | 100 Kg (Max load 800Kg) | Hardened Stainless Steel | Ultra hassas FMS, 4×90° sabit indeksleme |
Not: Tüm premium datum chuck’lar, EDM/WEDM ve zorlu soğutma sıvısı ortamlarına uygun dayanım için genellikle sertleştirilmiş paslanmaz çelikten üretilir.
3) İnsansız otomasyonda doğruluk nasıl doğrulanır?
Lights-out üretimde operatör her paleti indikatörle kontrol edemez. Bu yüzden zero-point sisteminizin oturma kontrolünü ve kendi kendine temizliği desteklemesi gerekir.
A) Sızdırmazlık (airtightness) ile oturma doğrulaması
Airtightness test fonksiyonunda palet sıkıldıktan sonra sensör portundan hava verilir. Palet Z datumuna tam oturursa devre kapanır. Mikro talaş yüzünden boşluk varsa hava kaçar; NPN/PNP sensör düşüşü algılar ve CNC’ye durdurma sinyali gönderir.
B) Air-jet temizleme ve talaş koruması
Talaş ve soğutma sıvısı hassasiyetin düşmanıdır. Kilit açıldığında Z datum ve spigot arayüzünü temizleyen otomatik air-jet ve mekanizmayı koruyan contalar (O-ring) uzun ömür için kritiktir.
C) Açmada kaldırma (lifting) fonksiyonu
Ağır paleti hassas datum yüzeyine “oturtmak” zamanla hasar biriktirebilir. Bazı sistemlerde açma sırasında paleti hafifçe yukarı kaldıran lifting load mekanizması bulunur; Z referansını çizilmeye karşı korur.
4) Over-positioning’i önleyin: doğru spigot yerleşimi
Chuck tek başına yeterli değildir; palet altındaki spigot/pull stud düzeni kinematik olarak doğru olmalıdır. Çok sayıda rijit merkezleme stud’u, tolerans ve sıcaklık değişiminde sıkışma (over-positioning) yaratabilir.
Bu riski azaltmak için üç spigot tipi kullanılır:
- Konumlandırma spigotu: boşluk yok; X/Y’yi kesin sınırlar ve true zero’yu belirler.
- Kompanzasyon spigotu: yönlü boşluk; dönmeyi sınırlar ve termal genleşmeyi absorbe eder.
- Sıkma spigotu: radyal boşluk; X/Y’yi kısıtlamadan kilidi tutar ve pull-down’u artırır.
En iyi uygulama (4 chuck palet): 1 konumlandırma + 1 kompanzasyon + 2 sıkma spigotu. Tam rijit konumlandırma + sıkışmasız çalışma sağlar.
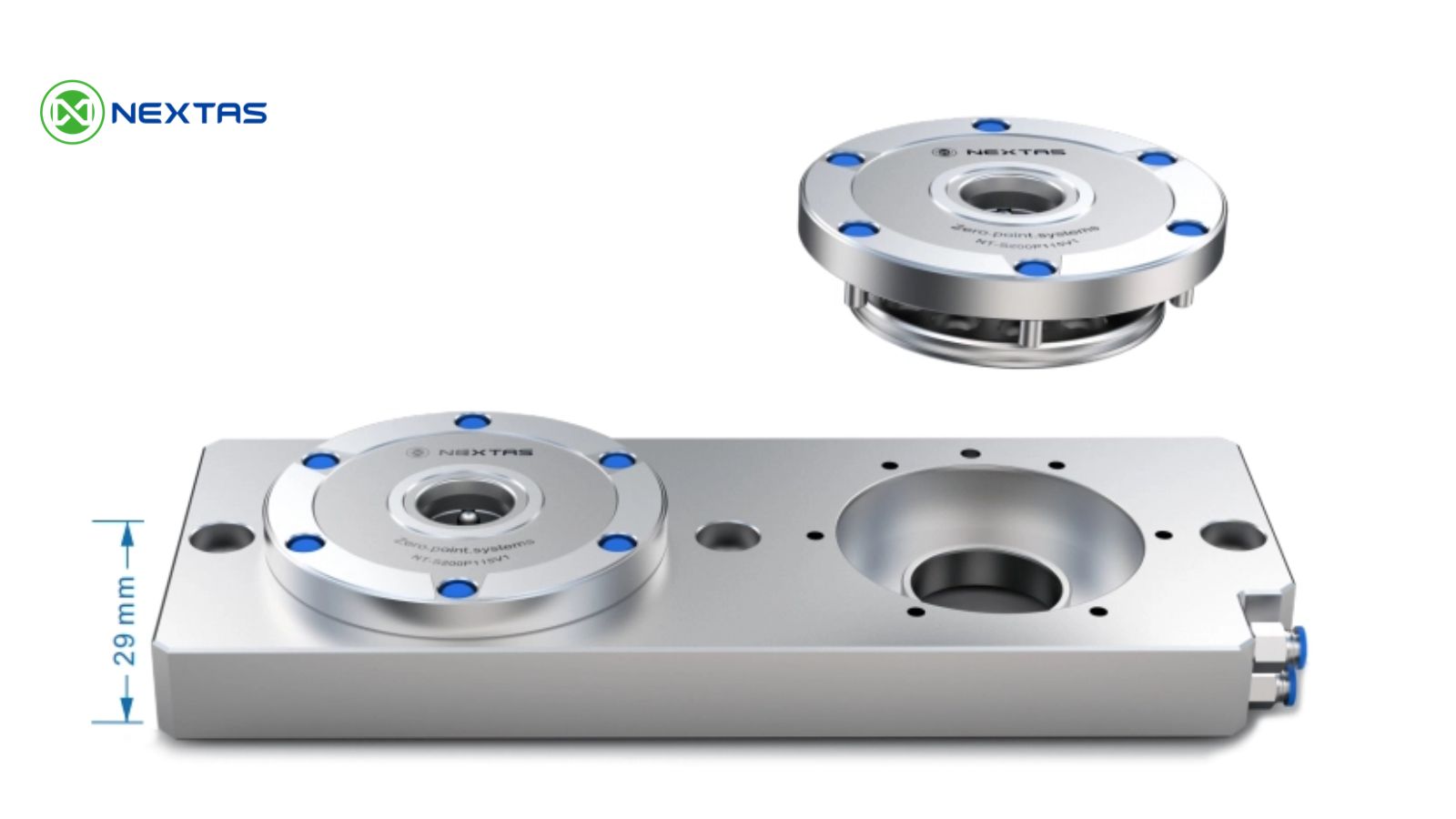
5) Entegrasyon ve 2026 FMS trendleri
Industry 4.0’da modülerlik önemlidir. 52mm ve 96mm delik aralığı gibi endüstri standardı tasarımlar entegrasyonu kolaylaştırır ve mevcut vise/fixture altyapısıyla uyumu artırır.
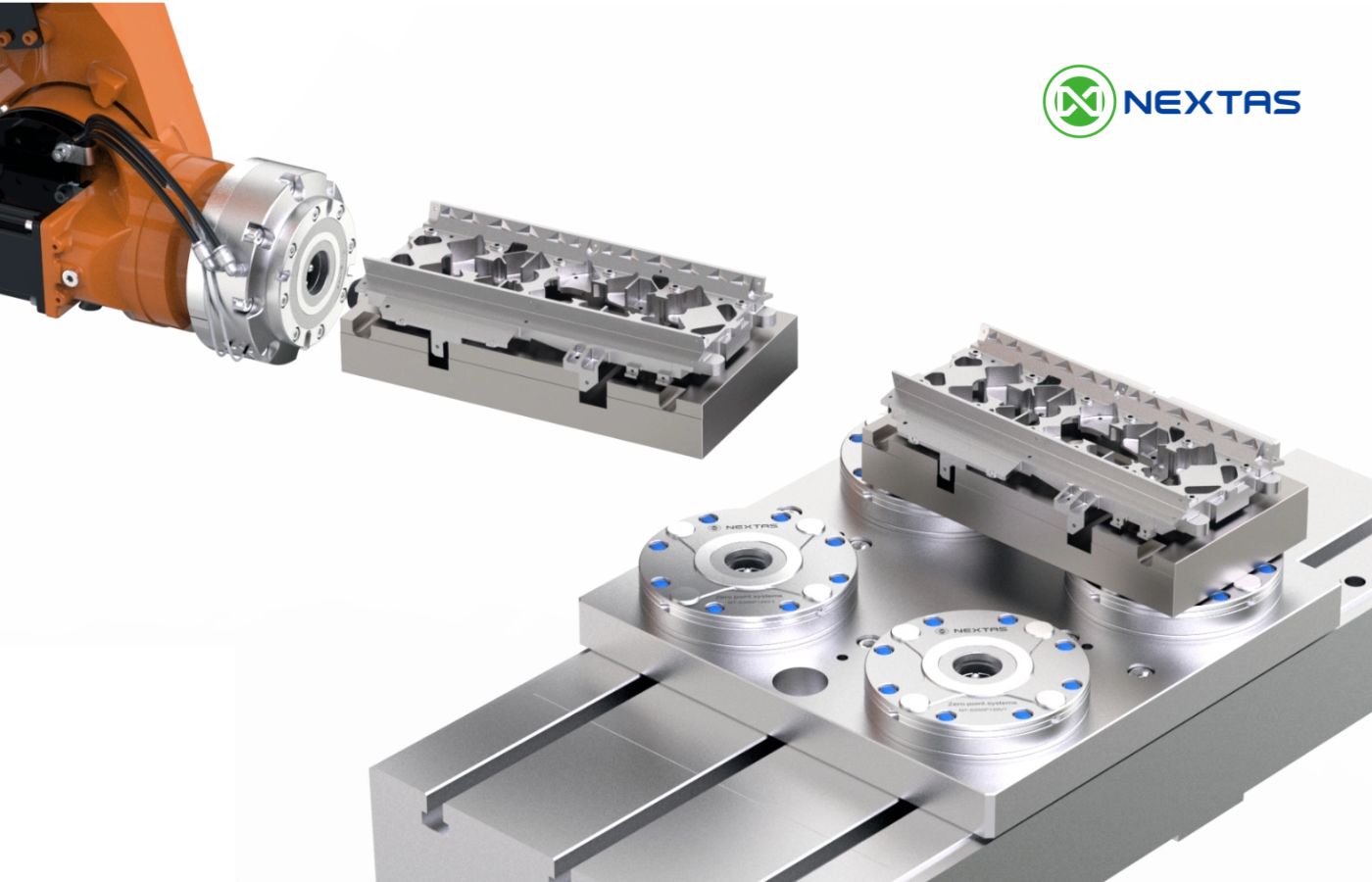
2026’da yaygın FMS yapısı şu bileşenleri içerir:
- quick-change datum plate
- 6 eksen robot (KUKA, FANUC, Mitsubishi vb.)
- palet havuzu / gantry / döner magazin ile 24/7 planlama
- MES/ERP bağlantısı ile canlı üretim verisi
6) Tekrarlanabilirlik ve oturma doğrulaması: saha kontrol listesi
Kurulumda gerçek koşullarda doğrulama yapın. Aşağıdaki adımlar birçok atölyede devreye alma sırasında standarttır.
Tekrarlanabilirlik testi (çevrim)
- Sert referans artefaktlı bir test paleti hazırlayın (ölçü pimi / taşlanmış blok).
- Sıkın, prob/indikatör ile X/Y/Z değerlerini kaydedin.
- 20–30 çevrim boyunca aç-kapa yapın (yüksek frekanslı üretimde daha fazla).
- Maksimum sapma ve standart sapmayı hesaplayıp tolerans bütçenizle kıyaslayın.
Seat-check doğrulaması (talaş & soğutma)
- Kontrollü kontaminasyon (ince talaş, hafif soğutma filmi) ekleyin.
- Sensörün oturmama durumunu güvenilir şekilde algıladığını doğrulayın.
- CNC/PLC interlock’un güvenli durdurma yaptığını test edin.
Pull-down güven testi
- Geçmişte titreşim/chatter yaratan kaba talaş programını çalıştırın.
- Yüzey izi, titreşim paterni ve ölçüm driftini değerlendirin.
- Boost varsa, yüzey kalitesi ve takım ömrünü karşılaştırın.
Sonuç ve sonraki adım
Doğru zero-point sistemi, setup darboğazını azaltmanın en hızlı yoludur. <0.003mm tekrarlanabilirlik, mekanik self-locking ve oturma doğrulaması insansız robotlu FMS için kritik seçim kriterleridir.
Değişim sürelerini %90’a kadar düşürmeye Başlamaya Hazır
Makine tipinizi (3 eksen / 5 eksen / EDM), palet ölçünüzü ve tolerans hedefinizi paylaşın — mühendislerimiz size uygun datum chuck ve spigot mimarisini önersin.
- Şirket: Nextas
- WhatsApp: +86 13415429444
- Email: sandy@nextas.com
- Web: https://www.nextastech.com/