En 2026, el tiempo de husillo es margen. Cada minuto de reajuste manual y “recentrado” es tiempo perdido. Un sistema de sujeción de punto cero convierte el setup en un proceso repetible, medible y automatizable: preparación offline, cambios rápidos de pallet y re-sujeción consistente después de inspección, CMM o EDM/WEDM.
Pero cuidado: no todos los sistemas “zero-point” ofrecen el mismo nivel de seguridad y control. Si estás diseñando una estrategia de fijación paletizada para 3 ejes, 4 ejes o 5 ejes —especialmente en FMS con robots o fabricación “lights-out”— necesitas un sistema que posicione, tire hacia abajo con fuerza y además verifique el asiento sin intervención humana.
Checklist rápido (lo esencial)
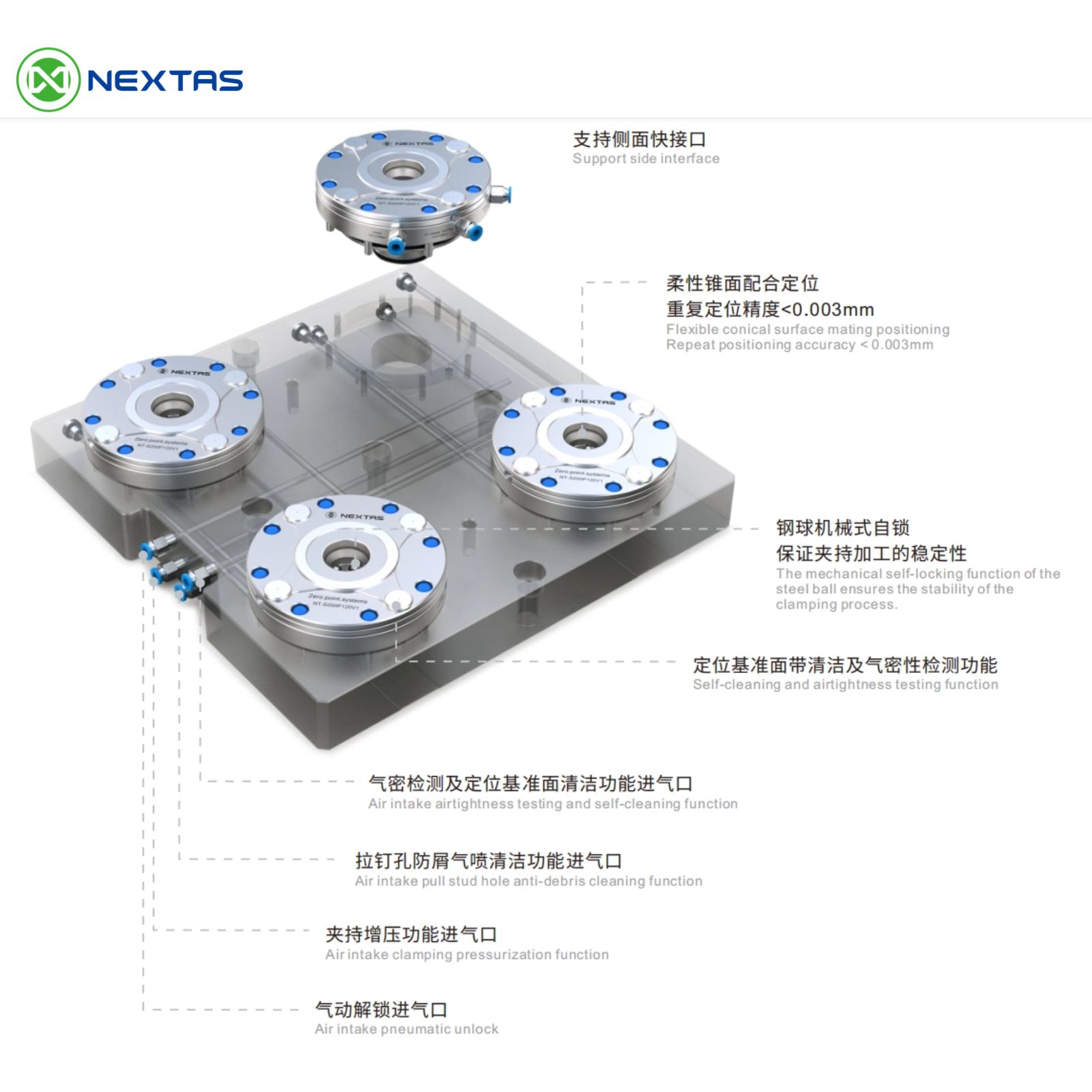
- Repetibilidad: quitar, medir y volver a sujetar sin perder el cero. (Objetivo: <0,003 mm en fresado.)
- Fuerza pull-down: estabilidad frente a vibración, chatter y desbaste multieje.
- Verificación de precisión: función de estanqueidad / seat-check para FMS.
- Protección contra virutas: sellos + limpieza por chorro de aire.
- Estrategia de espárragos: evitar sobre-posicionamiento (bloqueo/atasco).
1) Repetibilidad: la base del mecanizado de precisión
La precisión de reposicionamiento define si un pallet puede ir de CNC ↔ CMM ↔ EDM y volver al mismo cero manteniendo tolerancias dimensionales y GD&T.
Posicionamiento cónico (taper-type) para auto-centrado
Las superficies planas pueden sufrir microdesgaste con el tiempo. Los sistemas de nueva generación usan una estructura cónica auto-centrante que guía el espárrago al entrar, minimizando holguras y mejorando la estabilidad a largo plazo, especialmente en celdas con cambios frecuentes.
Umbrales recomendados
- Fresado pesado estándar: busca <0,003 mm de repetibilidad.
- Multiestación (2/4/6 chucks): mantener <0,005 mm a nivel de sistema.
- Ultraprecisión: arquitecturas que pueden llegar a <3 μm en celdas exigentes.
Tip de ingeniería: no evalúes solo la cifra del catálogo. Pide el método de prueba (ciclos, carga, configuración de medición) y replica una verificación en tu planta (ver Sección 6).
2) Fuerza pull-down y capacidad para desbaste pesado
La repetibilidad te coloca en la posición. La fuerza pull-down evita micro-elevaciones y desplazamientos durante desbaste, 5 ejes simultáneos y operaciones con alta vibración.
Bloqueo mecánico auto-retentivo (seguridad real)
Los sistemas más fiables combinan desbloqueo neumático con bloqueo mecánico. En chucks Nextas, la fuerza de apriete proviene de un conjunto muelle + bolas de acero auto-retentivo. Así, durante el mecanizado puedes cortar el aire sin perder fuerza de sujeción.
Para FMS lights-out: si cae la presión de aire, el pallet debe permanecer bloqueado. El auto-bloqueo mecánico mantiene la sujeción estable hasta el desbloqueo intencional.
Presurización de apriete (boost) para corte extremo
Algunos sistemas incorporan función de presurización: al inyectar aire en un puerto dedicado durante el mecanizado, la presión neumática se suma a la fuerza del muelle y aumenta la fuerza total hacia abajo.
Comparativa técnica (2026)
Tabla útil para seleccionar el tamaño del chuck según peso del pallet, fuerzas de corte y tamaño de máquina:
| Modelo | Repetibilidad | Fuerza de apriete | Carga de elevación | Material | Aplicación ideal |
|---|---|---|---|---|---|
| P85 (NT-S200P85V1) | <0.003mm | 4,000 N | 30 Kg | Acero inoxidable endurecido | 5 ejes compacto, electrodos pequeños |
| P120 (NT-S200P120V1) | <0.003mm | 12,000 N | 100 Kg | Acero inoxidable endurecido | Fresado estándar, pallets de uso general |
| P195 (NT-S200P195V1) | <0.003mm | 40,000 N | 300 Kg | Acero inoxidable endurecido | Piezas grandes, desbaste pesado |
| Serie BDS | <3μm | 60 KN (60,000 N) | 100 Kg (Carga máx. 800Kg) | Acero inoxidable endurecido | FMS ultrapreciso, indexación fija 4×90° |
Nota: el acero inoxidable endurecido ofrece alta durabilidad y es apto para entornos con refrigerante y EDM/WEDM.
3) Cómo verificar el asiento y la precisión en automatización sin operario
En fabricación lights-out, el sistema debe confirmarlo todo: que el pallet está asentado, limpio y bloqueado. Por eso son clave las funciones inteligentes de verificación.
A) Prueba de estanqueidad (seat-check)
La prueba de estanqueidad introduce aire por un puerto sensor tras el apriete. Si el pallet apoya perfectamente sobre el datum Z, el circuito sella. Si hay micro-virutas, el aire se fuga y un sensor NPN/PNP detecta la caída de presión y puede detener la máquina.
B) Auto-limpieza por aire y protección anti-viruta
Virutas y refrigerante degradan micras. Busca chucks con chorro de aire automático al desbloquear, limpiando el datum Z y la interfaz del espárrago. Sellos tipo O-ring ayudan a evitar que suciedad y fluido entren al mecanismo.
C) Función de elevación al desbloquear (protección del datum)
Apoyar pallets pesados puede dañar la superficie de referencia. Una elevación controlada durante el desbloqueo separa suavemente el pallet del datum Z, reduciendo impactos y desgaste.
4) Evitar el sobre-posicionamiento: configuración inteligente de espárragos
Un chuck excelente no sirve si el pallet está “sobre-definido”. Montar cuatro espárragos rígidos puede generar conflictos geométricos por temperatura o tolerancias, provocando atascos.
Una solución robusta usa tres tipos funcionales de espárragos:
- Espárrago de posicionamiento: sin holgura, fija X/Y (cero real).
- Espárrago compensador: holgura direccional, absorbe dilatación y evita tensiones.
- Espárrago de apriete: holgura radial, aporta fuerza de sujeción sin restringir X/Y.
Best practice (4 posiciones): 1 posicionamiento + 1 compensación + 2 apriete. Rigidez total sin atascos.
5) Integración y tendencias FMS 2026
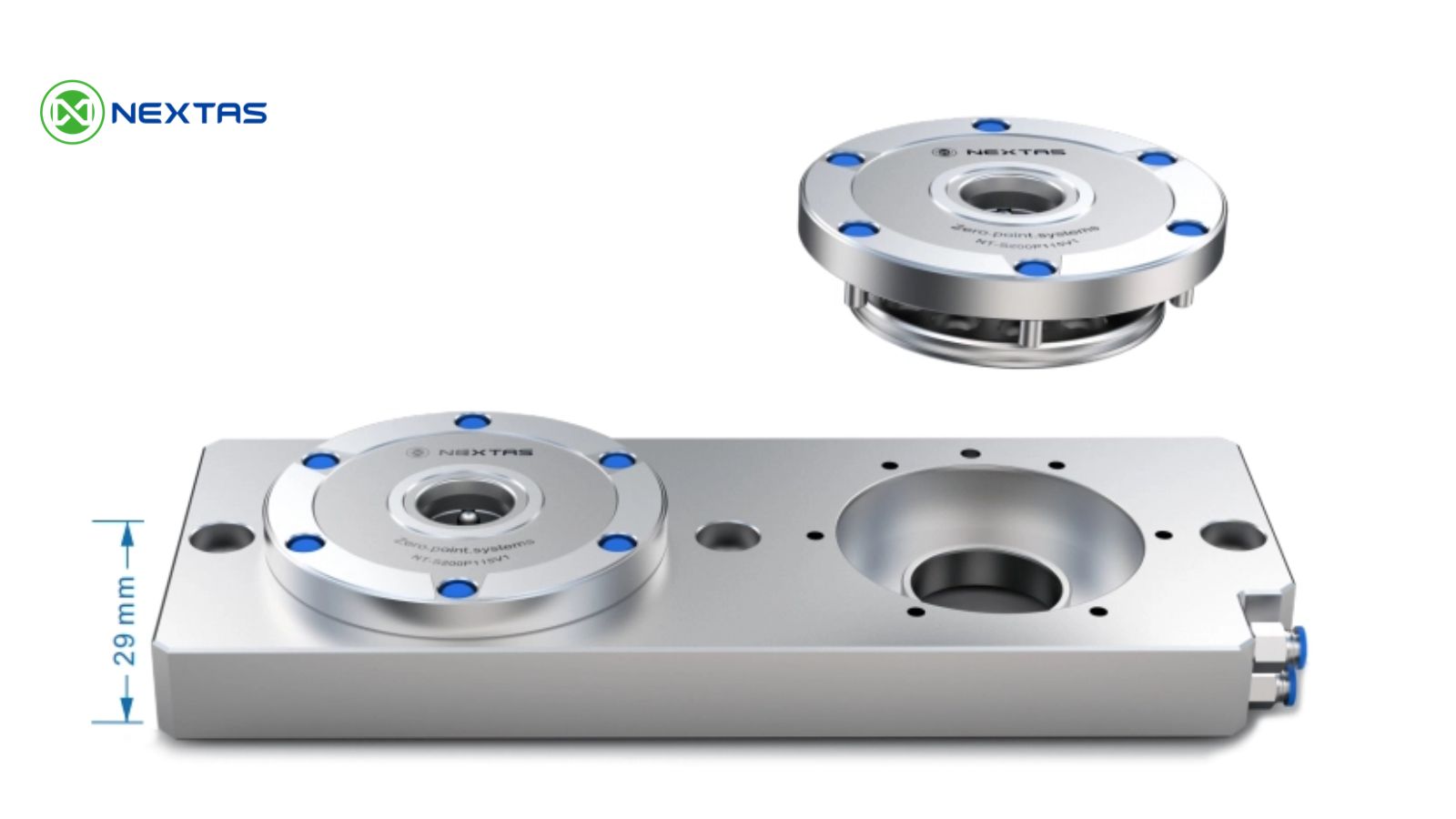
La modularidad importa. Distancias estándar de agujeros como 52 mm y 96 mm facilitan integraciones con placas y mordazas existentes, y hacen el sistema escalable.
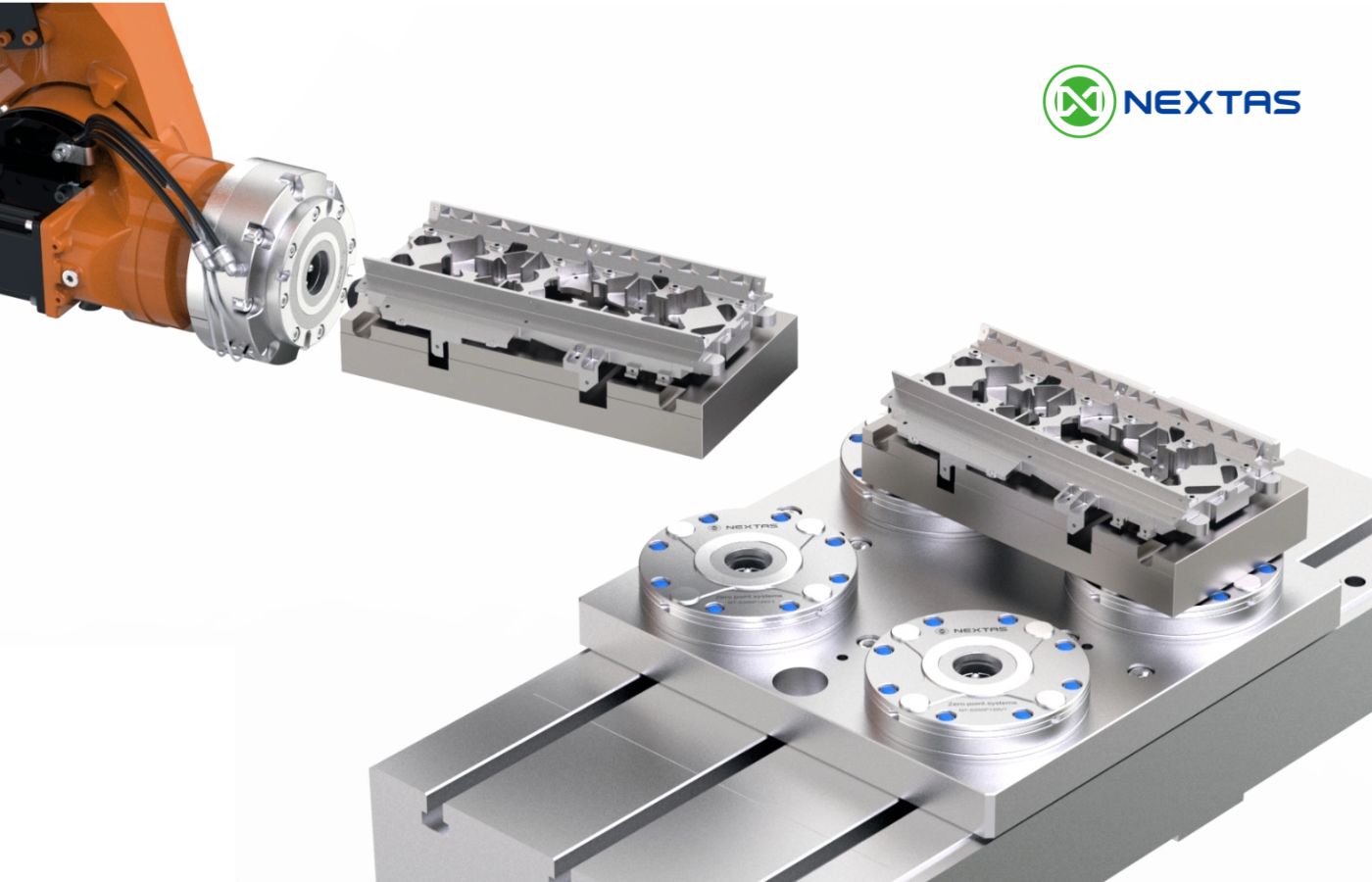
En 2026, un stack típico para FMS incluye:
- Placa datum de cambio rápido
- Robot de 6 ejes (KUKA, FANUC, Mitsubishi)
- Pool de pallets / almacén / mesa giratoria 24/7
- Opcional: integración MES/ERP para datos en tiempo real
6) Cómo verificar repetibilidad y asiento (procedimiento práctico)
Para confiar en el sistema, verifica bajo condiciones reales. Este checklist se usa habitualmente en puesta en marcha:
Test de repetibilidad (ciclos)
- Prepara un pallet con un artefacto de referencia (pasador calibrado o bloque rectificado).
- Sujeta, palpa/indica y registra valores X/Y/Z.
- Desbloquea y vuelve a sujetar durante 20–30 ciclos (más si habrá cambios frecuentes).
- Calcula desviación máxima y dispersión; compáralas con tu presupuesto de tolerancia.
Validación del seat-check con virutas y refrigerante
- Introduce “contaminación” controlada (viruta fina, película de refrigerante) y repite el apriete.
- Confirma que la función de estanqueidad detecta falta de apoyo.
- Verifica que el interlock CNC/PLC detiene el ciclo de forma segura.
Confianza en la fuerza pull-down
- Ejecuta un programa de desbaste que históricamente generaba chatter o movimiento.
- Compara acabado, rotura de herramienta y deriva dimensional.
- Si existe boost, pruébalo y compara resultados.
Conclusión y siguientes pasos
Un sistema de punto cero bien especificado reduce tiempos de cambio, mejora la estabilidad y habilita automatización fiable. Prioriza <0,003 mm de repetibilidad, bloqueo mecánico y verificación de asiento si tu objetivo es un FMS con robots y operación 24/7.
¿Listo para reducir el tiempo de cambio y automatizar con seguridad?
Cuéntanos tu máquina (3/5 ejes o EDM), tamaño de pallet y tolerancias objetivo. Te recomendaremos una arquitectura de chucks y espárragos adecuada.
- Company: Nextas
- WhatsApp: +86 13415429444
- Email: sandy@nextas.com
- Website: https://www.nextastech.com/