En 2026, le temps de broche est la marge. Chaque minute passée à recentrer manuellement une pièce est une minute perdue. Un système de serrage à point zéro rend le réglage répétable, mesurable et automatisable: préparation hors machine, changements rapides de palettes et re-serrage fiable après contrôle, CMM ou EDM/WEDM.
Mais attention: tous les systèmes « zero-point » ne se valent pas. Pour une stratégie de bridage palettisée en 3 axes, 4 axes ou 5 axes — surtout en FMS robotisé ou en production sans opérateur — il faut un système capable de repositionner, appuyer fortement et vérifier l’assise automatiquement.
À vérifier (résumé)
- Répétabilité: retirer, mesurer, re-serrer sans perdre le zéro. (Cible: <0,003 mm en fraisage.)
- Force pull-down: résistance au broutage, vibrations et ébauche multi-axes.
- Vérification: contrôle d’assise / test d’étanchéité pour FMS.
- Protection copeaux: soufflage d’air + étanchéité.
- Stratégie de goujons: éviter la sur-contrainte (over-positioning).
1) Répétabilité: fondation du usinage de précision
La précision de repositionnement détermine si une palette peut passer CNC ↔ CMM ↔ EDM puis revenir au même zéro tout en respectant les tolérances et la chaîne d’erreurs.
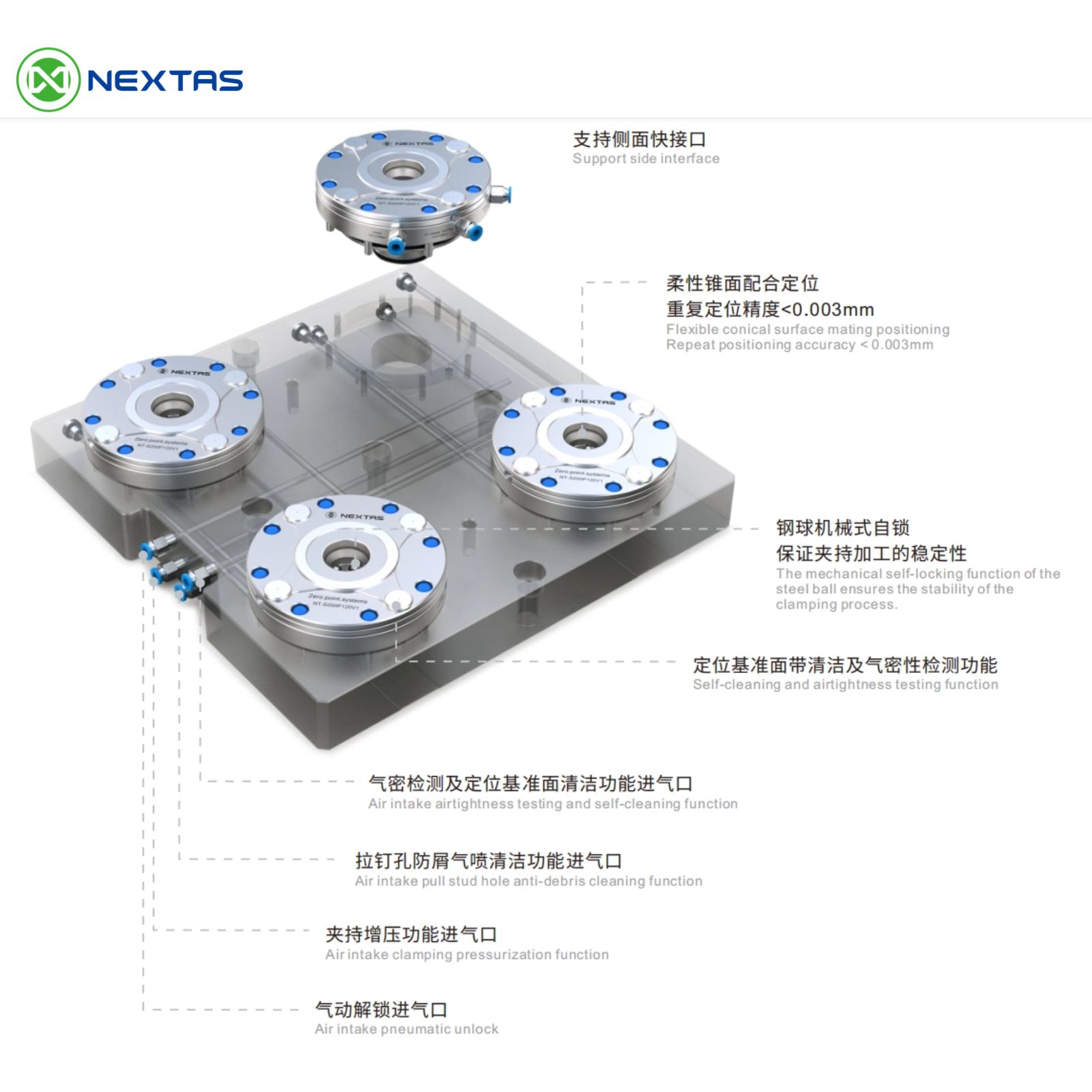
Positionnement conique (taper-type): auto-centrage et stabilité
Les interfaces planes peuvent se dégrader à l’échelle microscopique. Les systèmes de nouvelle génération utilisent une structure conique auto-centrante qui guide le goujon à l’entrée, réduit les micro-jeux et améliore la stabilité à long terme — particulièrement utile en palettisation à cycles fréquents.
Seuils recommandés
- Fraisage lourd standard: viser <0,003 mm de répétabilité.
- Multi-postes (2/4/6 chucks): maintenir <0,005 mm à l’échelle du système.
- Ultra-précision: architectures pouvant atteindre <3 μm pour cellules exigeantes.
- Astuce atelier: privilégier un système point zéro conique pour réduire la casse et améliorer les résultats CMM.
Conseil: ne vous fiez pas uniquement à la valeur catalogue. Demandez le protocole de test (nombre de cycles, charge, méthode de mesure) et reproduisez une vérification en atelier (voir Section 6).
2) Force pull-down & capacité pour l’ébauche lourde
La répétabilité vous place au bon endroit. La force pull-down empêche le micro-soulèvement pendant l’ébauche, le 5 axes simultané et les opérations vibratoires.
Verrouillage mécanique auto-bloquant: une exigence de sécurité
Les systèmes les plus fiables combinent déverrouillage pneumatique et verrouillage mécanique. Dans les chucks Nextas, la force provient d’un ensemble ressort + billes acier auto-bloquant. Ainsi, l’air peut être coupé pendant l’usinage sans perte de serrage.
En production lights-out: une chute de pression d’air ne doit jamais libérer une palette lourde. Le verrouillage mécanique maintient le serrage jusqu’au déverrouillage volontaire.
Sur-pression de serrage (boost) pour coupe extrême
Certains systèmes disposent d’une fonction de pressurisation: l’air injecté dans un port dédié s’ajoute à la force mécanique et augmente la force d’appui totale.
Comparatif technique (2026)
Table utile pour choisir la taille du chuck selon le poids de palette, l’effort de coupe et la machine:
| Modèle | Répétabilité | Force de serrage | Charge de levage | Matériau | Application idéale |
|---|---|---|---|---|---|
| P85 (NT-S200P85V1) | <0.003mm | 4,000 N | 30 Kg | Inox trempé | 5 axes compact, petites électrodes |
| P120 (NT-S200P120V1) | <0.003mm | 12,000 N | 100 Kg | Inox trempé | Fraisage standard, palettes générales |
| P195 (NT-S200P195V1) | <0.003mm | 40,000 N | 300 Kg | Inox trempé | Grosses pièces, ébauche lourde |
| Série BDS | <3μm | 60 KN (60,000 N) | 100 Kg (Charge max 800Kg) | Inox trempé | FMS ultra-précis, indexation fixe 4×90° |
Note: l’inox trempé est durable et adapté aux environnements avec arrosage ainsi qu’à l’EDM/WEDM.
3) Vérifier l’assise et la fiabilité en automatisation sans opérateur
En fabrication sans opérateur, le système doit se contrôler lui-même: assise, propreté, verrouillage. Les fonctions de vérification deviennent indispensables.
A) Test d’étanchéité (seat-check)
Le test d’étanchéité fait circuler de l’air via un port capteur après serrage. Si la palette est parfaitement en appui sur le datum Z, le circuit se ferme. Si un copeau crée un micro-jour, l’air fuit et un capteur NPN/PNP détecte la chute de pression et peut arrêter la machine.
B) Soufflage autonettoyant & protection anti-copeaux
Copeaux et arrosage sont les ennemis des microns. Recherchez un soufflage d’air automatique au déverrouillage, pour nettoyer le datum Z et l’interface du goujon. Des joints (type O-ring) protègent la mécanique contre saletés et fluide.
C) Fonction de levage au déverrouillage (protéger le datum)
Les palettes lourdes peuvent marquer la surface de référence. Une élévation contrôlée lors du déverrouillage soulève légèrement la palette et limite les impacts et l’usure.
4) Éviter la sur-contrainte: configuration intelligente des goujons
Un excellent chuck ne suffit pas si la palette est trop contrainte. Quatre goujons rigides peuvent entrer en conflit à cause des dilatations et tolérances, entraînant un blocage (over-positioning).
Une architecture éprouvée utilise trois types fonctionnels:
- Goujon de positionnement: sans jeu, fixe X/Y (zéro réel).
- Goujon compensateur: jeu directionnel, absorbe la dilatation et évite le grippage.
- Goujon de serrage: jeu radial, apporte la force pull-down sans sur-contraindre X/Y.
Best practice (4 postes): 1 positionnement + 1 compensation + 2 serrage. Rigidité maximale, zéro risque de blocage.
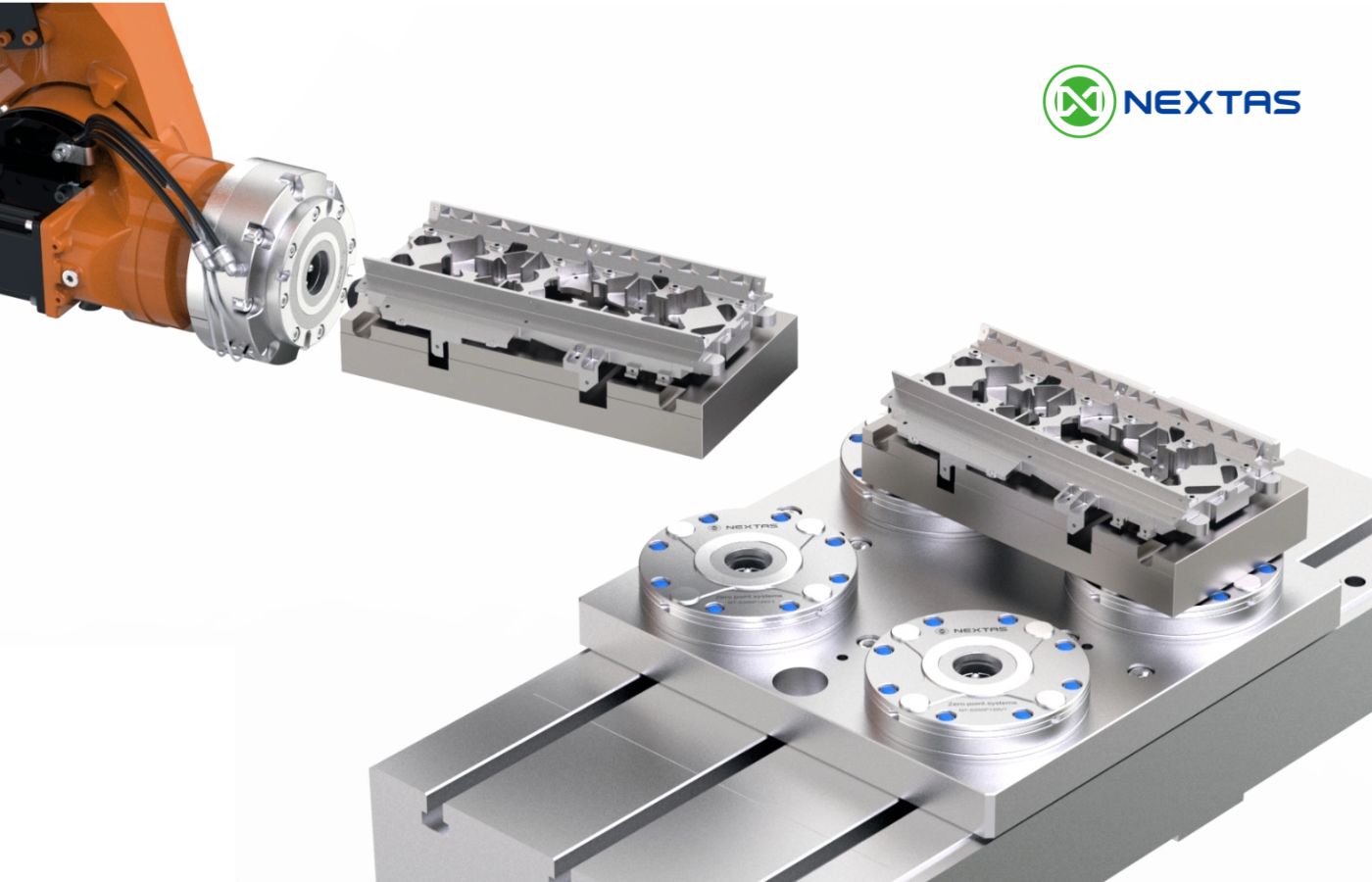
5) Intégration & tendances FMS 2026
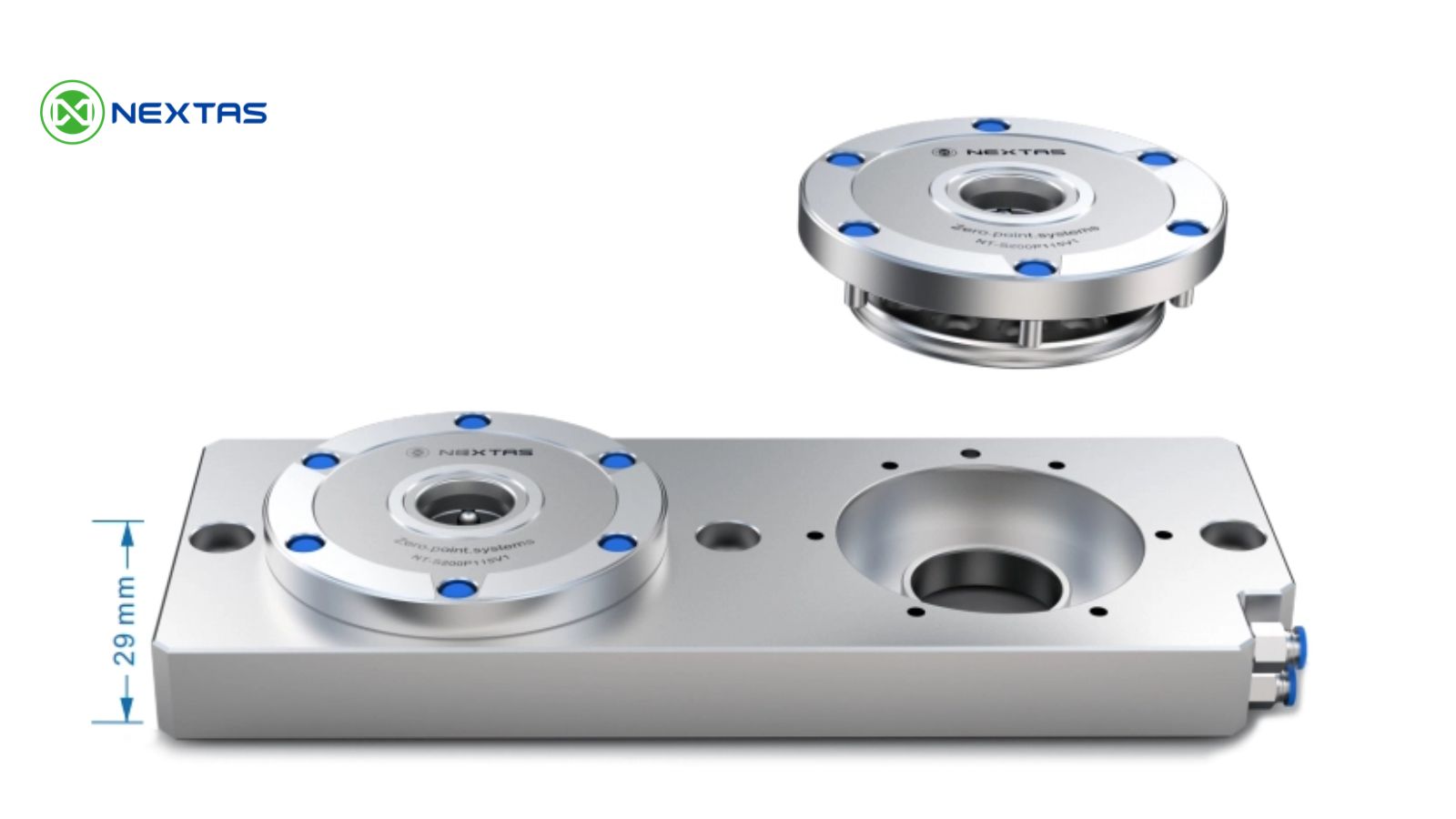
La modularité accélère l’intégration. Des entraxes standards comme 52 mm et 96 mm facilitent les rétrofits et la compatibilité avec des équipements existants.
Stack FMS typique en 2026:
- Plaque datum à changement rapide
- Robot 6 axes (KUKA, FANUC, Mitsubishi)
- Magasin/pool palettes / portique / plateau tournant 24/7
- Option: connexion MES/ERP pour collecte de données
6) Vérifier répétabilité et assise (checklist atelier)
Pour sécuriser votre process, testez en conditions réelles. Checklist recommandée à la mise en service:
Test de répétabilité (cycles)
- Préparez une palette avec un artefact de référence (pion, bloc rectifié).
- Serrez, palpez/indiquez et enregistrez X/Y/Z.
- Déverrouillez puis re-serrez sur 20–30 cycles (plus si changement fréquent).
- Calculez écart max et dispersion; comparez au budget de tolérance.
Validation seat-check (copeaux & arrosage)
- Ajoutez une “pollution” contrôlée (copeaux fins, film d’arrosage) et serrez.
- Vérifiez que le test d’étanchéité détecte la non-assise.
- Testez l’interverrouillage CNC/PLC: arrêt sûr en cas de fuite.
Test de force pull-down
- Lancez un programme d’ébauche qui provoquait du broutage ou un déplacement.
- Comparez état de surface, casse outil et dérive dimensionnelle.
- Si disponible, testez le boost et comparez.
Conclusion & prochaines étapes
Un système point zéro bien choisi réduit les temps de changement, stabilise l’usinage et rend l’automatisation fiable. Priorisez <0,003 mm de répétabilité, verrouillage mécanique et contrôle d’assise pour une production 24/7 robotisée.
Prêt à accélérer vos changements et sécuriser votre FMS?
Indiquez votre machine (3/5 axes ou EDM), taille de palette et tolérances cibles. Nous proposerons une architecture chucks + goujons adaptée.
- Company: Nextas
- WhatsApp: +86 13415429444
- Email: sandy@nextas.com
- Website: https://www.nextastech.com/