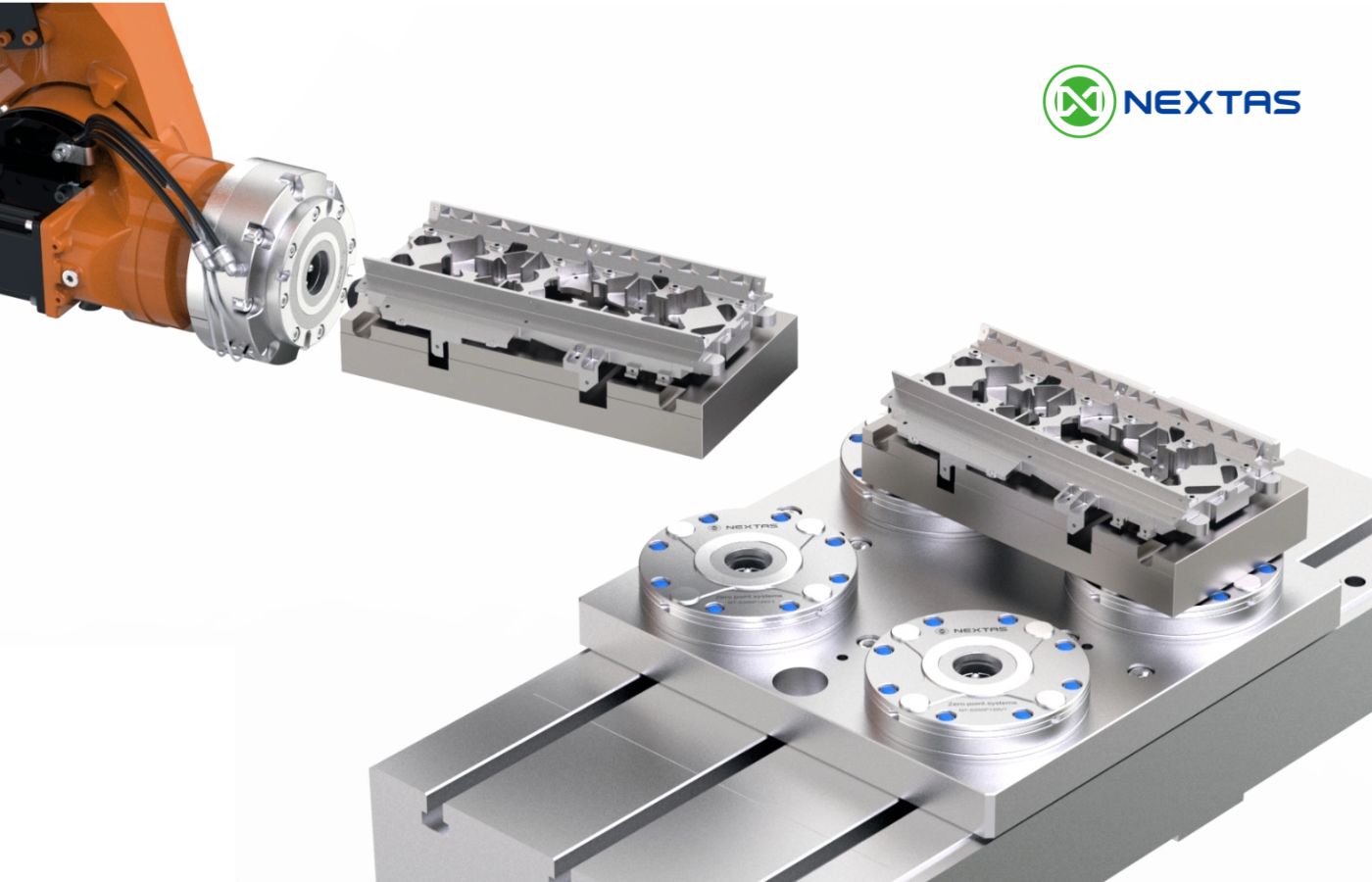
В 2026 году простой станка — это прямые потери. Если при каждом снятии детали приходится снова «ловить ноль» индикатором, вы теряете минуты (и деньги). Система базирования нулевой точки (zero-point clamping) позволяет готовить оснастку вне станка, быстро менять палеты и возвращать заготовку в тот же нулевой базис после контроля, CMM или EDM/WEDM.
Но «zero-point» не гарантирует качество сам по себе. Для 3/4/5-осевой обработки и особенно для роботизированных и безлюдных FMS (Flexible Manufacturing Systems) критично оценить три параметра: повторяемость, прижим (pull-down) и автоматическую проверку посадки.
Что проверить (короткий список)
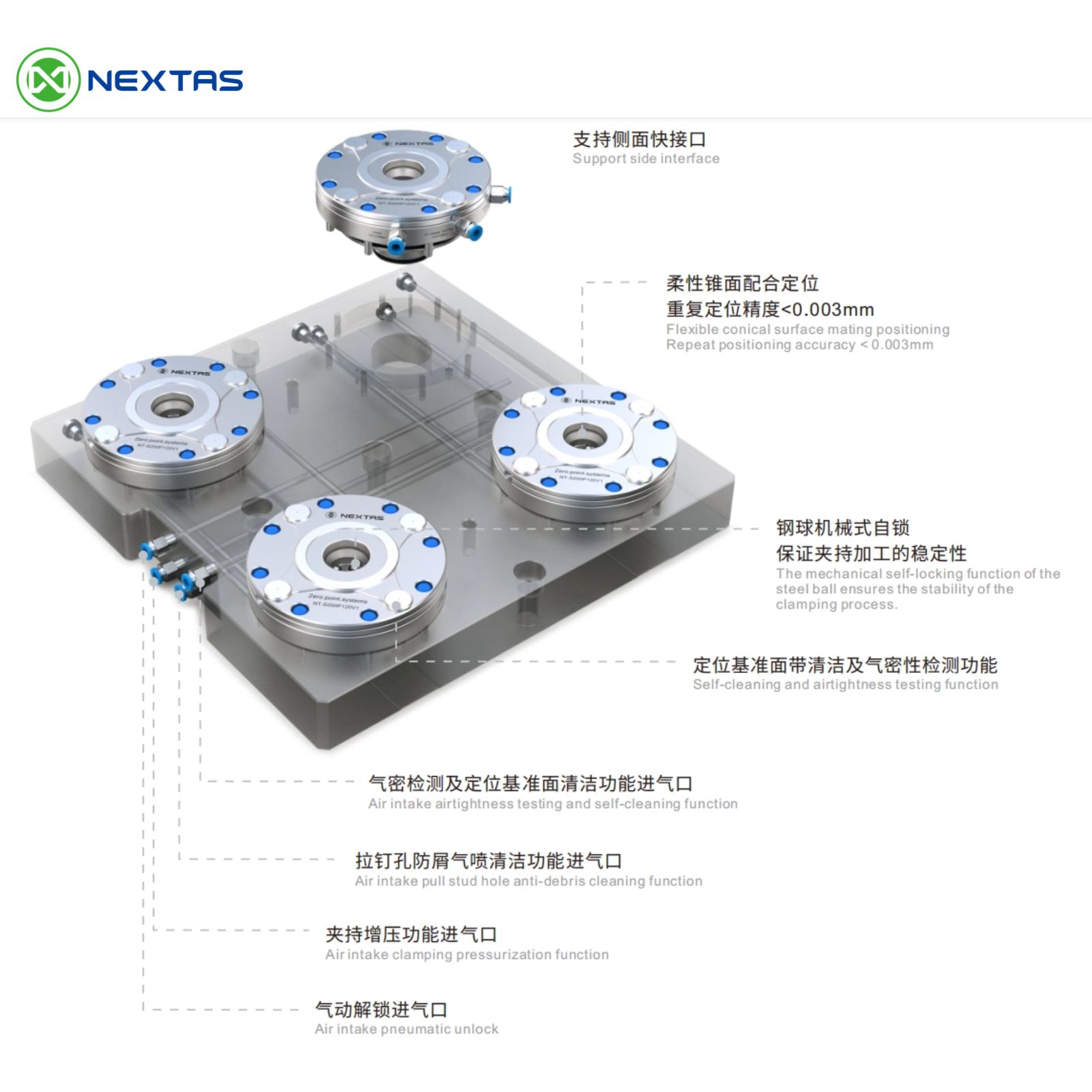
- Повторяемость: можно ли снять палету и вернуть её без потери допуска? (Цель: <0.003mm.)
- Pull-down усилие: удерживает ли система палету на базе Z при жёстком черновом резании?
- Проверка точности: seat-check/тест герметичности для работы без оператора.
- Защита от стружки: air-jet очистка + уплотнения, чтобы СОЖ и грязь не попадали в механизм.
- Стратегия spigot’ов: избегаем over-positioning (закусывания) при многоточечном базировании.
1) Повторяемость: основа точной обработки
Повторяемость позиционирования определяет, сможете ли вы переносить палету между станками и измерением (CNC ↔ CMM ↔ EDM) и возвращаться в тот же ноль, не выходя за поле допуска.
Коническое (taper) самоустанавливающееся базирование
Плоские поверхности базирования со временем могут изнашиваться и давать микросмещения геометрии. Современные системы используют коническую самоустанавливающуюся структуру: spigot центрируется при входе в chuck, уменьшая микрозазоры и повышая долгосрочную стабильность.
Целевые уровни повторяемости
- Обычное heavy-duty фрезерование: ориентируйтесь на <0.003mm.
- Многопозиционные палеты (2/4/6 chuck): система должна держать <0.005mm по всей палете.
- Ultra-precision: для высокоточных ячеек актуальны решения с <3μm.
Практика: не полагайтесь только на паспорт. Запросите методику теста (циклы, нагрузка, измерение) и повторите упрощённый тест у себя — алгоритм в разделе 6.
2) Pull-down прижим и грузоподъёмность для heavy-duty
Повторяемость отвечает за «куда вернулись». Pull-down прижим отвечает за «как плотно сели» на базу Z при вибрации, chatter и одновременной 5-осевой обработке. Жёсткое соединение палеты со столом снижает риск микроподъёма и поломки инструмента.
Механическое самоблокирование = безопасность
Надёжные системы используют принцип пневматическое разблокирование + механическая блокировка. В chuck’ах Nextas усилие создаётся пружиной и стальными шариками (самоблокирующаяся механика). Воздух можно отключить во время резания — прижим остаётся стабильным.
Важно для FMS: при падении давления в пневмосети тяжёлая палета не «упадёт» — она останется заблокированной.
Усиление прижима (boost/pressurization)
Для особо жёсткого чернового резания некоторые системы имеют boost port. При подаче воздуха в дополнительный канал пневматика работает вместе с пружинами, увеличивая суммарный pull-down прижим.
Сравнение характеристик zero-point chuck (2026)
Таблица ниже помогает выбрать размер chuck по массе палеты, режимам резания и типу станка.
| Модель | Повторяемость | Усилие зажима | Подъём при разжиме | Материал | Применение |
|---|---|---|---|---|---|
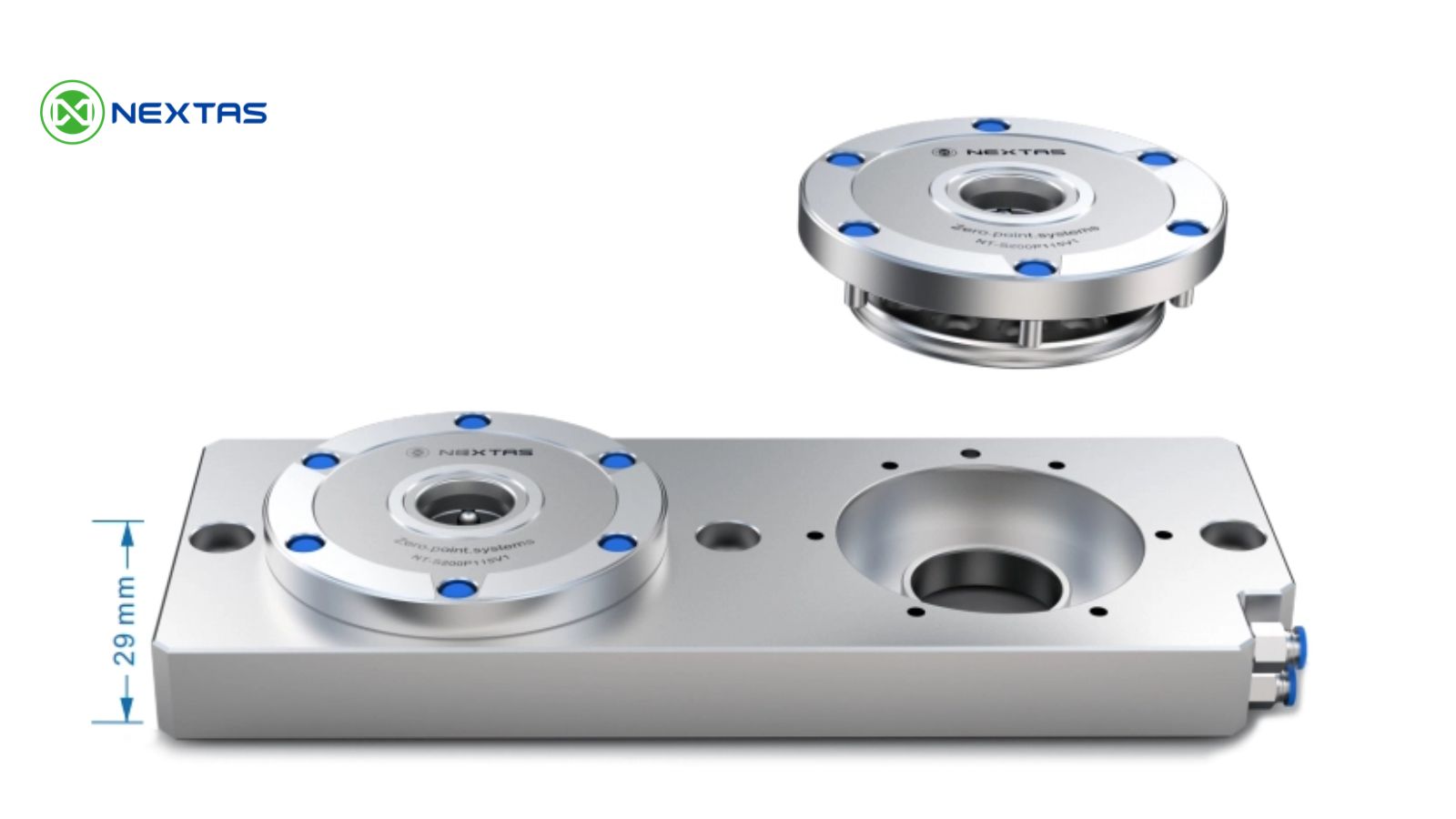
| P85 (NT-S200P85V1) | <0.003mm | 4,000 N | 30 Kg | Hardened Stainless Steel | Компактная 5-осевая оснастка, малые электроды |
| P120 (NT-S200P120V1) | <0.003mm | 12,000 N | 100 Kg | Hardened Stainless Steel | Стандартное фрезерование CNC, универсальные палеты |
| P195 (NT-S200P195V1) | <0.003mm | 40,000 N | 300 Kg | Hardened Stainless Steel | Крупные заготовки, тяжёлое черновое резание |
| BDS Series | <3μm | 60 KN (60,000 N) | 100 Kg (Max load 800Kg) | Hardened Stainless Steel | Ultra-precision FMS, фиксированная индексация 4×90° |
Примечание: закалённая нержавеющая сталь повышает ресурс и подходит для EDM/WEDM и сред с активной СОЖ.
3) Как проверять посадку и точность в безлюдной автоматизации
В lights-out режиме никто не пройдётся индикатором по каждой палете. Поэтому нужны встроенные функции проверки посадки и самоочистки.
A) Проверка герметичности (airtightness seat-check)
Система подаёт воздух через сенсорный порт после зажима. Если палета полностью прилегает к Z-датуму — контур герметичен. Если между поверхностями попала стружка, появляется утечка; датчик NPN/PNP фиксирует падение давления и отправляет сигнал остановки в ЧПУ, предотвращая брак.
B) Самоочистка air-jet и антистружечная защита
Стружка и СОЖ разрушают повторяемость. Ищите air-jet продувку, которая очищает Z-датум и интерфейс spigot при разжиме, а также уплотнения (O-ring), чтобы грязь не попадала внутрь механизма.
C) Подъём при разжиме для тяжёлых палет
Если тяжёлую палету опускать прямо на датум-поверхность, со временем появятся микроповреждения. Функция lifting load слегка приподнимает палету при разжиме и защищает базовые плоскости.
4) Избегайте over-positioning: правильная схема spigot’ов
Chuck — только половина решения. Если поставить несколько «жёстких» центрирующих studs, температурные изменения и допуски могут вызвать закусывание — over-positioning.
Практика Nextas разделяет spigot’ы по функциям:
- Positioning spigot: без зазора; фиксирует X и Y и задаёт true zero.
- Compensating spigot: направленный зазор; ограничивает вращение и компенсирует терморасширение.
- Clamping spigot: радиальный зазор; даёт дополнительный pull-down, не ограничивая X/Y.
Best practice (4 точки): 1 positioning + 1 compensating + 2 clamping spigot’а. Жёсткое позиционирование без риска закусывания.
5) Интеграция и тренды FMS 2026
Совместимость — ключ в Industry 4.0. Модульные стандарты отверстий 52 мм и 96 мм упрощают интеграцию с существующей оснасткой и масштабирование.
Типичная FMS-ячейка 2026 года включает:
- quick-change datum plate
- 6-осевого робота (KUKA, FANUC, Mitsubishi и др.)
- пул палет / портальную систему / карусель для 24/7
- подключение к MES/ERP для сбора данных
6) Проверка повторяемости и посадки: чек-лист
Надёжность начинается с верификации. Ниже — простой тестовый протокол для ввода в эксплуатацию.
Тест повторяемости (циклы)
- Подготовьте тестовую палету с твёрдым эталоном (калиброванный штифт/шлифованный блок).
- Зажмите, измерьте (проба/индикатор) и запишите X/Y/Z.
- Повторите разжим/зажим 20–30 циклов (больше при частых сменах).
- Посчитайте максимум отклонений и σ; сравните с бюджетом допусков.
Проверка seat-check (стружка и СОЖ)
- Добавьте контролируемое загрязнение (мелкая стружка, тонкая плёнка СОЖ).
- Убедитесь, что датчик надёжно фиксирует неполную посадку.
- Проверьте interlock CNC/PLC: безопасная остановка при утечке.
Проверка pull-down на реальных режимах
- Запустите черновую программу, которая раньше вызывала вибрацию/chatter.
- Оцените следы, качество поверхности и уход размеров после обработки.
- Если доступен boost — сравните шероховатость и стойкость инструмента.
Итог и следующие шаги
Инвестиции в zero-point систему быстрее всего убирают потери на переналадке. Для роботизированных FMS выбирайте: <0.003mm повторяемость, механическое самоблокирование и автоматическую проверку посадки.
Готовы сократить переналадку до 90%?
Сообщите тип станка (3-осевой / 5-осевой / EDM), размер палеты и целевую точность — инженеры Nextas предложат подходящий datum chuck и схему spigot’ов.
- Компания: Nextas
- WhatsApp: +86 13415429444
- Email: sandy@nextas.com
- Сайт: https://www.nextastech.com/