更适合
适合统一 EDM 工序链
适合电极、精密小件、检测件与夹具需要跨设备流转且仍要保留同一参考基准的项目。
对 E 系列项目来说,关键是电极、工件、夹具、检测位与自动化交接能否围绕同一个基准标准展开。前期资料越完整,越容易快速收敛到正确路线。
机床型号、EDM / WEDM / 磨削 / 检测链路、安装空间、气源条件、是否带机器人或自动料仓。
当前采用的 ITS / EROWA 风格夹持座、拉钉、定位片或托盘标准,以及是否要兼容历史夹具。
重复定位目标、换装频次、是否需要夹紧确认、是否计划把检测与自动化交接一起纳入同一套基准体系。
E 系列的价值在于把电极、精密零件、检测件和相关夹持载体放到同一基准逻辑下管理。对 EDM / WEDM 这类高度依赖基准一致性的工序来说,统一接口能明显减少重复找正、重设 Z 面与跨设备误差累积。
如果你的项目经常在电极制备、放电加工、线切割、磨削、检测和自动化移载之间切换,E 系列更适合作为工序链入口。它更强调“基准跟着工件与电极走”,而不是把定位精度只锁在某一台设备上。
更适合
适合电极、精密小件、检测件与夹具需要跨设备流转且仍要保留同一参考基准的项目。
先比较
实际选型通常先由机台空间、取放路径、夹具方向与夹持座标准决定,而不是先比较型号代码。
下一步
这一页重点在于选型、集成、维护和验收,而非仅展示产品图与参数。
围绕电加工链路真正会影响稳定性与效率的因素,先把关键价值点拆开看。
把 EDM、WEDM、磨削、检测与预调纳入同一接口体系后,可显著减少重复找正与二次设定。
标准型、侧立型、直角型与 EDM 专用型分别对应不同空间、工具干涉与上下料路径。
对高混流、小批量与多电极项目来说,统一夹持座和基准规则更容易把现场管理做规范。
当卡盘、夹持座、夹紧确认和编号管理都统一后,机器人与人工混合上下料都会更稳。
真正影响 E 系列项目成败的,通常不是纸面参数,而是以下三件事有没有先定清楚。
如果电极制备、放电、线切割、检测互相独立,E 系列的价值很难放大;如果它们需要高频流转,就值得优先考虑。
标准型适合通用布局;侧立型适合四轴或侧向取放;直角型通常更适合五轴或干涉敏感场景。
必须把夹持座规格、适配拉钉、机台端安装面、量具与基准验证方式一起定义,项目才不会后期返工。
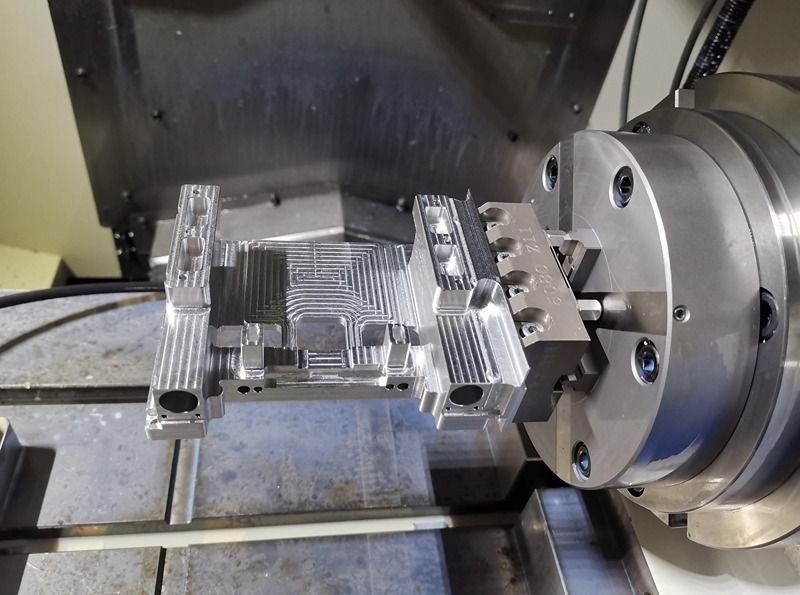
以下图片可用于快速判断卡盘结构、配套件方向与自动化衔接形式。

用于 EDM / WEDM / 检测链路的标准基准卡盘结构参考图。

适合用来理解卡盘与夹持座侧的接口关系及安装方式。

适合电极与精密零件在放电工序中的重复定位与转序。

用于判断清洁、气动解锁与接触面布局逻辑。

适合与机器人、料仓或电极管理单元做标准化交接。
帮助理解 ITS / EROWA 风格接口在电加工现场的典型使用方式。
先按布局用途理解每个主要型号,选型效率会比只看参数更高。
适合大多数电极、工件、检测位与通用机台布局,是最常见的统一基准入口。
适合侧向装夹、四轴空间受限、取放路径受限或需要提升侧面可达性的项目。
适合五轴或特殊工位布局,用来绕开刀具干涉并优化上下料空间。
更聚焦于放电加工链路与电极应用,适合更轻量但需要高重复定位的场景。
| 型号 | 定位 | 重复定位精度 | 夹紧力 / 载重 | 压力 | 重量 |
|---|---|---|---|---|---|
| NT-S100P100V1 | 标准气动卡盘 | <0.003 mm | >6,000 N | 0.5–0.8 MPa | 5.3 kg |
| NT-S100P100V2 | 侧立式气动卡盘 | <0.003 mm | >6,000 N | 0.5–0.8 MPa | 7.1 kg |
| NT-S100P100V3 | 直角式气动卡盘 | <0.003 mm | >6,000 N | 0.5–0.8 MPa | 17.7 kg |
| NT-S100P80V1 | EDM 专用气动卡盘 | <0.003 mm | 4,000 N / 15 kg 载重 | 0.5–0.8 MPa | 2.0 kg |
| 配套件 | 型号 | 用途 | 备注 |
|---|---|---|---|
| 夹紧拉钉 | NT-S200P55V2 | 卡盘与夹持座 / 托盘侧的标准夹持接口 | 请与实际夹持座标准一起确认 |
| 强力定位片 | NT-S100P90V1 | 适合更高刚性与支撑需求的配套 | 每片含 8 个 M8 支撑脚 |
| 90 型定位片 | NT-S100P90V2 | 常规基准片配置 | 每片含 4 个 M8 支撑脚与 4 个 M5 螺钉 |
| 50 型定位片 | NT-S100P50V1 | 小尺寸应用或轻量夹持座方案 | 每片含 4 个 M8 支撑脚 |
很多工厂在导入 E 系列时,会把它放进 ITS / EROWA 风格的电极、工件、检测流转体系里。关键是确认夹持座、拉钉、机台安装面、定位片、机器人夹爪与量具是否围绕同一标准定义,而不是只看”名义兼容”。
建议保留一套基准样座 / 基准量具,用来做换线验证、跨机台比对与周期点检。
不要只买卡盘本体。夹持座、拉钉、定位片、支撑脚、托盘与标签规则应当同时建立。
如果 CMM、对刀或预调位仍使用另一套基准,E 系列的价值会被明显削弱。
| 你最在意的事 | 建议先看 | 为什么这样更有效 |
|---|---|---|
| 多工序频繁流转 | 先统一夹持座、卡盘与量具标准 | 先解决基准一致性,再谈换装效率,后续返工最少。 |
| 五轴或空间干涉 | 优先比较侧立 / 直角型布局 | 很多项目真正的限制是工具可达性与取放空间,而不是夹紧力本身。 |
| 无人化运行 | 把夹紧确认与防呆逻辑一起纳入 | 只做机械接口而不做信号联锁,夜间运行风险会很高。 |
| 保留旧夹具资产 | 先核对拉钉、定位片与安装面 | 早点确认兼容边界,可以避免后续整批夹具重做。 |
以下场景展示了 E 系列在跨设备流转中的应用——把装夹基准延伸到加工、检测和自动化链路。
适合电极制备、放电加工、归还储位、再调用等高频流转场景。
适合在不同设备间转序且仍希望保持统一基准、减少重复校正的项目。
把同一基准延伸到 CMM、预调和首件确认,可以更快发现异常来源。
当工件、电极与夹持座标准化后,更容易与机器人、料仓和调度系统衔接。
E 系列常用于高精度与无人化链路,安装与维护规范往往比单纯参数更重要。
建议使用洁净、干燥、稳定的压缩空气,并配置过滤、排水与减压单元,避免密封件与滑动部位过早磨损。
先确认安装面平面度、刚性、定位销或基准边,再做首轮重复定位验证,不要只依赖螺栓锁紧来保证基准。
建立定位面吹气、擦拭、点检、密封件检查与基准样座周期验证规则,尤其是在石墨粉尘或介质污染较重的现场。
适合希望把电极制造、放电、检测与修正全部串到同一夹持座逻辑下的模具项目,可减少“机台准、检测不准”的断层。
先核对安装面、夹持座与拉钉适配,再决定是否局部改造。这样能在不推倒重来的前提下逐步导入统一基准。
先把最依赖重复定位的放电或检测工位标准化,再扩展到自动料仓、机器人抓取与更多机台,风险会更低。
把车间最常问的三个问题集中到一页:怎么选、怎么装、怎么维持稳定。
| 1)选型重点 | 建议起点 | 原因 |
|---|---|---|
| 高频转序 / 高混流 | 先统一一套夹持座与量具标准 | 统一接口之后,卡盘选型和夹具设计才不会各做各的。 |
| 五轴加工与工具避让 | 优先评估侧立型或直角型 | 很多干涉问题可在布局阶段提前解决,避免后期返工。 |
| 夜班或无人化 | 把夹紧确认与恢复逻辑一起规划 | 可明显降低误抓、未夹紧运行与停机排查难度。 |
| 重视精度一致性 | 建立基准样座与验证流程 | 长期稳定性不是靠一次装好,而是靠持续可验证。 |
| 2)集成前准备 | 典型做法 | 现场建议 |
|---|---|---|
| 安装与基准 | 安装孔位 + 定位销 / 基准边 | 定义基准样座面,并保留一套标准量具用于快速复核。 |
| 气源与公用工程 | 洁净干燥空气 + FRL | 避免长距离细管造成动作迟缓,定期排水并检查压力波动。 |
| 信号联锁 | 夹紧、松开、夹紧到位、故障信号 | 建议与 PLC / 机床 M code / 机器人握手一起定义安全状态。 |
| 首件验证 | 探针、百分表或检测位复核 | 安装完成后先跑 20–50 次重复动作,再进入正式生产。 |
| 3)维护关注点 | 早期症状 | 预防与处理 |
|---|---|---|
| 定位面与接触面污染 | 重复定位漂移、工件微偏 | 建立吹气 + 擦拭动作,必要时加防屑结构或辅助气吹。 |
| 密封件 / 滑动部位磨损 | 动作变慢、漏气、夹紧不稳 | 按周期点检并提前备件,不要等故障后再停线处理。 |
| 螺栓松动或安装面受损 | 振纹、偏位、异常磨痕 | 定期复核扭矩,轻微碰伤可修整,基准面勿随意再加工。 |
| 气源或现场介质污染 | 卡滞、误报警、自动化不稳定 | 提升过滤与干燥等级,并减少石墨粉、介质残留进入结构内部。 |
确认机台端安装面平整、无明显翘曲,定位销或基准边已建立,螺栓扭矩符合要求。
建议以基准样座或标准量具进行多次夹紧 / 松开循环验证,再评估是否满足目标精度。
若接入自动化,需验证夹紧到位、松开到位、异常超时、人工恢复与安全互锁逻辑。
把初次验证数据记录下来,后续每周或每月用同一方法复测,才能快速发现漂移来源。




