Saisissez votre adresse e-mail pour demander la brochure. En raison du décalage horaire, nous vous l’enverrons le prochain matin ouvré (GMT+8, heure de Pékin).





Système d'outillage universel
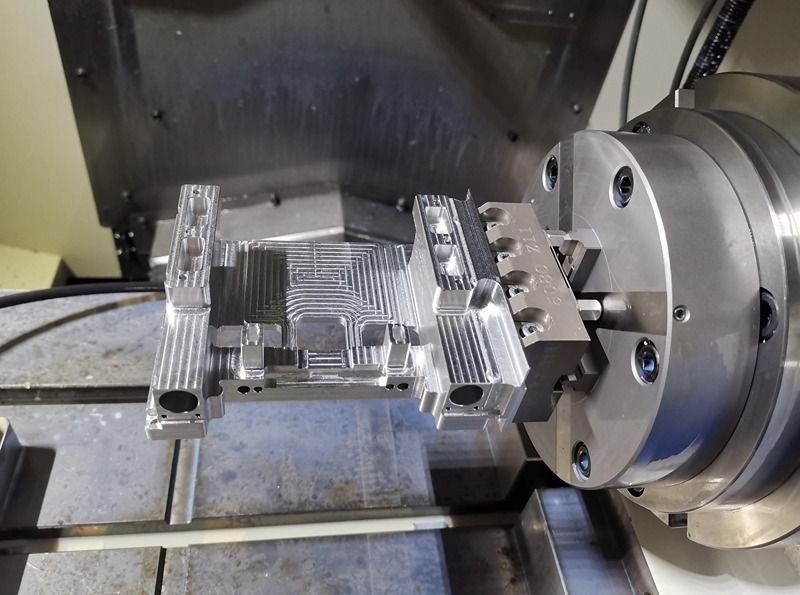
Mandrin d'automatisation série E
Précision pour la fabrication automatisée
Le Mandrin Série E de Nextas est une plateforme datum de précision pour l’EDM et le positionnement automatisé. Le catalogue actuel comprend des configurations Model 100 standard, en angle droit, verticales latérales et orientées EDM afin de standardiser le transfert répétable des références entre EDM, WEDM, rectification et inspection.
Répétabilité alignée sur le catalogue: Les variantes Model 100 listées sont spécifiées avec une précision de répétition <0,003 mm.
Force de serrage selon le modèle: Les variantes principales Model 100 sont données pour >6 000 N; la NT-S100P80V1 est listée à 4 000 N.
Intégration de type ITS: Conçu pour l’intégration avec des porte-pièces et palettes de type ITS 50 / ER-036345; validez la combinaison porte-pièce/tirette avant standardisation.
Construction en acier inoxydable trempé: Conçu en acier inoxydable trempé pour l’EDM, le WEDM, la rectification et le positionnement automatisé.
Transmission rapide du projet
Envoyez le modèle de machine, la pièce et le temps de cycle visé
Nous utiliserons vos données process pour proposer la bonne configuration, les options catalogue pertinentes et le bon point de contact pour cette page produit.
Machine et interface
Partagez le modèle de machine, l’interface table ou broche, l’encombrement disponible et si le projet est un retrofit ou une nouvelle ligne.
Pièce et objectif de bridage
Indiquez la taille de la pièce, la matière, la logique actuelle de bridage, le volume et si le projet concerne usinage, contrôle ou transfert.
Précision et objectif d’automatisation
Ajoutez la répétabilité visée, les besoins en force de serrage, le plan palettes, le transfert robot et le premier goulot de cycle à traiter.
Meilleure adéquation
Choisissez cette voie lorsqu'une référence datum doit suivre la chaîne EDM
Idéal pour les workflows d'électrodes et de pièces de précision nécessitant un transfert répétable entre l'électroérosion, le WEDM, la rectification, la mise au zéro et le contrôle.
Comparer d'abord
Vérifiez le standard de porte-électrode, l'orientation du mandrin et l'accès à l'air
Cela détermine généralement si une disposition pneumatique standard, verticale latérale ou en angle droit est le meilleur ajustement avant une comparaison modèle par modèle.
Étape suivante
Accédez directement à la section de décision dont vous avez besoin
Utilisez les raccourcis ci-dessous lorsque le vrai goulot d'étranglement est la sélection, l'intégration ou la planification de la maintenance.
Accéder par tâche
Utilisez la page en fonction de votre question de workflow d'abord
Commencez par la section qui correspond à l'étape du projet : sélection de la famille de mandrins, vérification de l'intégration côté EDM ou mise en place de la maintenance quotidienne autour du transfert sans surveillance.
Axe sélection
Adaptez le style de mandrin au standard de porte-électrode, à la taille de l'électrode et à la question de savoir si le workflow est assisté par un opérateur ou s'oriente vers un transfert EDM sans surveillance.
Axe intégration
Vérifiez le routage des tuyaux, la dégagement de l'enceinte, la compatibilité du porte-électrode et la question de savoir si la référence doit rester constante sur les stations de rectification, CMM et EDM.
Axe maintenance
Examinez le soufflage de nettoyage, les vérifications d'assise et l'inspection périodique qui protègent la répétabilité pendant les longs cycles EDM et les changements de porte-électrode répétés.
Transmission rapide au bureau d'études
Envoyez d'abord la chaîne EDM
- Chemin de transfert EDM, WEDM, rectification, CMM ou multi-stations.
- Standard de porte-électrode ou de palette et tout objectif de compatibilité de type ITS.
- Taille de l'électrode ou de la pièce plus limites de dégagement de l'enceinte / tuyau.
- Objectif de transfert manuel ou objectif d'automatisation EDM sans surveillance.
Guide de sélection rapideDétails du produitPneumatique, mise en route & maintenance pour EDM sans surveillanceÉtudes de cas réelsAide-mémoire: sélection • intégration • maintenanceQuestions FréquentesRessources & Téléchargements
Détails du produit
Le Mandrin Série E de Nextas fonctionne comme une plateforme de transfert de datum pour le serrage de haute précision et le référencement répétable. Le déverrouillage pneumatique ouvre le mécanisme pour charger le porte-pièce ou la palette, tandis que la structure mécanique auto-bloquante sécurise l’interface lorsque l’air est coupé. En pratique, cela favorise une référence Z répétable, des changements plus rapides et une automatisation plus prévisible.
Conçu pour la durabilité et l'automatisation
Les variantes E-Series listées au catalogue utilisent des corps en acier inoxydable trempé, des surfaces datum auto-nettoyantes, un contrôle d’étanchéité de positionnement et un nettoyage de l’alésage interne. Selon la configuration, vous pouvez choisir des versions horizontales, en angle droit, verticales latérales ou orientées EDM.
Spécifications techniques
Vue d’ensemble alignée sur le catalogue pour les variantes E-Series Model 100 actuellement listées.
| Paramètre | Variantes listées au catalogue |
|---|---|
| Famille de modèles | NT-S100P100V1 / NT-S100P100V2 / NT-S100P100V3 / NT-S100P80V1 |
| Concept de positionnement | Système datum à auto-verrouillage mécanique avec déverrouillage pneumatique |
| Précision de répétition | <0,003 mm |
| Force de serrage | >6 000 N (NT-S100P100V1 / V2 / V3), 4 000 N (NT-S100P80V1) |
| Charge de serrage | 15 kg indiqués pour NT-S100P80V1 |
| Pression de service | 0,5–0,8 MPa |
| Tirette compatible | NT-S200P55V2 |
| Matériau | Acier inoxydable trempé |
| Plage de poids | 2,0 kg / 5,3 kg / 7,1 kg / 17,7 kg selon la variante |
| Modèle | Configuration | Répétabilité | Serrage | Pression | Poids |
|---|---|---|---|---|---|
| NT-S100P100V1 | Mandrin pneumatique Model 100 | <0,003 mm | >6 000 N | 0,5–0,8 MPa | 5,3 kg |
| NT-S100P100V2 | Mandrin pneumatique Model 100 vertical latéral | <0,003 mm | >6 000 N | 0,5–0,8 MPa | 7,1 kg |
| NT-S100P100V3 | Mandrin pneumatique Model 100 angle droit | <0,003 mm | >6 000 N | 0,5–0,8 MPa | 17,7 kg |
| NT-S100P80V1 | Mandrin pneumatique EDM | <0,003 mm | 4 000 N / charge 15 kg | 0,5–0,8 MPa | 2,0 kg |
Matrice des variantes Model 100
Guide de sélection du système et d’intégration type ITS
Si vous standardisez un flux d’électrodes EDM ou une cellule automatisée à palettes, considérez l’E-Series comme une plateforme datum plutôt que comme un mandrin générique. Sélectionnez la variante selon l’accès machine, le sens d’indexation, le type de porte-pièce et la charge requise, puis confirmez la combinaison porte-pièce/tirette avant standardisation multi-machines.
Choisir la bonne stratégie de holders
- Compatibilité totale avec les holders et palettes EROWA ITS (ITS 50 / famille ER-036345).
- Idéal pour l’EDM enfonçage (électrodes), les pools de palettes en wire EDM, la rectification et la métrologie CMM quand la répétabilité Z est clé.
- Standardiser les pull-studs et définir un holder maître pour vérifier rapidement le même datum.
Concevoir pour l’automatisation sans surveillance
- Déverrouillage par air + serrage par ressort: reste verrouillé si la pression chute (failsafe).
- Ajouter une confirmation de serrage (capteur ou interlock pression) pour que le robot ne bouge que mandrin verrouillé.
- Utiliser le soufflage intégré pour nettoyer film de diélectrique/lubrifiant et copeaux avant chaque serrage.
Guide rapide de configuration par usage
| Usage / process | Holder & accessoires recommandés | Pourquoi c’est efficace | Notes |
|---|---|---|---|
| Électrodes EDM (enfonçage) | Holder ITS électrode + holder maître | Changements rapides avec Z constant | En boue de graphite, purge/soufflage avant serrage |
| Pool de palettes wire EDM | Palette ITS / carrier + confirmation de serrage | Référence stable pour cycles non surveillés | Signal OK/NG simple vers robot/APC |
| Rectification / jig grinding | Holder court et rigide + routine propreté | Réduit l’erreur d’empilage et la sensibilité vibratoire | Air propre/sec et essuyage fréquent des faces |
| Fraisage rapide d’électrodes | Holder équilibré + soufflage protecteur | Maintient la répétabilité avec changements fréquents | Protéger contre brouillard de liquide de coupe |
| CMM / contrôle | Holder maître + datum fixe | Vérification inter-machines du datum Z | Tracer l’ID du holder maître dans le plan qualité |
Ports, signaux d’automatisation & bonnes pratiques
| Élément | Connexion typique | Rôle | Bonne pratique |
|---|---|---|---|
| Air de déverrouillage | 6 ± 1 bar air propre/sec | Ouvre le serrage pour chargement | Durites courtes; filtre 5 µm (ou mieux) |
| Soufflage de nettoyage | Impulsion temporisée (vanne / PLC) | Nettoie les surfaces de contact | Impulser avant chaque serrage |
| Confirmation de serrage | Pressostat ou capteur proximité | Sécurise les mouvements du robot | Double contrôle (pression + capteur) en 24/7 |
| Contrôle présence/assise | Entrée I/O machine / interlock | Détecte holder absent ou mauvais siège | Stopper le cycle si non confirmé |
| Compteur maintenance | Compteur PLC / MES | Planification joints/ressorts | Déclencher inspection par cycles |
Mots-clés longue traîne: mandrin datum E-Series pour électrodes EDM, mandrin datum pneumatique type ITS 50, mandrin à répétabilité <0,003 mm, mandrin EDM en acier inoxydable trempé, mandrin EDM vertical latéral, mandrin pneumatique à angle droit, datum pour palette automatisée.
Cas d'application
EDM (Électroérosion)
La construction résistante à la corrosion et la haute précision en font la norme de l'industrie pour le maintien des électrodes et des pièces dans les machines d'électroérosion par enfonçage et à fil.
Fraisage à grande vitesse
Fournit une base rigide et stable pour les opérations de fraisage à grande vitesse. Les pièces peuvent être préréglées hors ligne sur des palettes et chargées rapidement dans la machine, maximisant ainsi le temps de fonctionnement de la broche.
Rectification & Rectification de gabarits
L'exceptionnelle répétabilité est critique pour les opérations de rectification de précision, assurant une précision ultime pour des tolérances serrées et des états de surface fins.
Fabrication d'outils et de moules
La capacité de déplacer une pièce entre différentes technologies sur le même support change la donne, réduisant considérablement les délais et améliorant la précision.
Pneumatique, mise en route & maintenance pour EDM sans surveillance
La répétabilité en automatisation est un résultat système: air propre, faces datum propres et routine de référencement stable. Utilisez la checklist ci-dessous pour conserver de façon prévisible des performances <0,003 mm sur des milliers de cycles.
Air recommandé
- 6 ± 1 bar d’air comprimé propre et sec.
- Filtration 5 µm (ou mieux) + purge/sécheur pour protéger valves et joints.
- Lignes courtes et raccords de qualité pour limiter chute de pression et temps de cycle.
Réglage & vérification
- Monter sur plaque/adaptateur plan et rigide; vérifier la planéité avant serrage final.
- Effectuer 20–50 cycles serrage/desserrage puis re-contrôler la référence Z.
- Définir un porte-pièce maître pour vérifier rapidement le même datum sur chaque machine.
Maintenance & fiabilité
- Nettoyer régulièrement les surfaces de référence en EDM (diélectrique + poussière graphite).
- Utiliser le soufflage intégré avant chaque serrage pour chasser copeaux et fluide.
- Contrôler joints/ressorts selon plan; garder un kit joints pour cellules 24/7.
Astuce: en cellule robotisée, combinez confirmation de serrage + surveillance pression dans l’automate afin que le robot ne parte qu’une fois le mandrin verrouillé.
Études de cas réels


Aide-mémoire: sélection • intégration • maintenance
Référence compacte, orientée atelier, pour choisir la bonne configuration, intégrer proprement à la machine/à l’automatisation et garder une répétabilité stable en production.
1) Sélection: choisir la bonne configuration
| Si votre priorité est… | Commencez par… | Pourquoi c’est utile |
|---|---|---|
| Changements rapides / production high-mix | Standardisez une interface (point zéro / ITS / 3R) sur vos machines et utilisez des plaques/palettes dédiées. | Permet la préparation hors machine et des changements en secondes avec peu de reprise d’origine. |
| Accès 5 axes et dégagement outil | Choisissez un profil bas et anticipez le dégagement (hauteur d’empilement, corps, accès clé). | Réduit les risques de collision et conserve la portée en cavités profondes. |
| Usinage sans surveillance / cellule robotisée | Ajoutez des confirmations (clamp-OK / présence pièce), une protection copeaux et une séquence de reprise. | Diminue les erreurs de chargement et fiabilise l’automatisation. |
| Ébauche lourde / efforts de coupe élevés | Augmentez les appuis et la rigidité (plus de points de serrage, base plus rigide, empilement plus court). | Limite la déflexion et protège l’état de surface. |
2) Intégration: à préparer avant l’installation
| Élément | Choix typique | Astuce pratique |
|---|---|---|
| Montage et références | Trame de fixation + pions / clavettes / arête de référence | Définissez un repère maître et gardez une palette/pièce étalon pour des contrôles rapides. |
| Énergies | Air propre et sec avec FRL; pression stable; (hydraulique/électrique si besoin) | Purger le FRL régulièrement et éviter les flexibles longs/restrictifs qui ralentissent l’actionnement. |
| Handshake de commande | M-codes/PLC I/O: clamp, unclamp, clamp-OK, défaut | Utilisez des temporisations et états sûrs; journalisez les signaux pour diagnostiquer les arrêts intermittents. |
| Validation process | Macro palpage / comparateur / contrôle première pièce | Fixez une référence de répétabilité après installation puis comparez chaque semaine. |
3) Maintenance: stabiliser la répétabilité
| Risque / usure | Symptôme précoce | Prévention / correctif rapide |
|---|---|---|
| Copeaux sur surfaces de référence | Décalage pièce, dérive de répétabilité | Soufflage + essuyage des portées; ajouter protections/air de nettoyage si nécessaire. |
| Joints/racleurs et glissières | Actionnement lent, fuites, serrage irrégulier | Contrôler régulièrement; limiter coolant/abrasifs; remplacer les pièces d’usure proactivement. |
| Visserie desserrée / portées abîmées | Désalignement, marques de vibration | Contrôle couple; utiliser des pions; ébavurer légèrement à la pierre (sans ‘usiner’ le repère). |
| Air/huile contaminé | Mouvement collant, alarmes en automatisation | Améliorer filtration/séchage; purger; prévoir un kit de rechange simple. |
Besoin de CAD/STEP, d’un plan de montage ou d’une recommandation pour votre pièce?
Contactez-nousChecklist de validation & plan de mise en service
Checklist achat/FAT/SAT pour confirmer répétabilité, fiabilité de serrage et propreté des surfaces de référence en automatisation EDM sans surveillance.
Contrôle réception & critères d’acceptation
| Point | Comment vérifier | Cible typique |
|---|---|---|
| Répétabilité du datum Z | CMM ou comparateur avec holder maître; 20–50 cycles | <0,003 mm sur la même référence |
| Serrage & mode failsafe | Vérifier le serrage ressort sans air; pas de déverrouillage intempestif | Reste verrouillé sans air; maintien stable |
| Propreté des faces | Contrôle visuel + essuyage; soufflage puis inspection | Aucun copeau/film piégé; siège constant |
| Temps de réponse pneumatique | Mesurer à 6 ± 1 bar | Temps stable; pas de retard lié aux fuites |
| Fuites & joints | Test fuite (eau savonneuse); suivi chute de pression | Pas de fuite visible; faible chute |
| Compatibilité ITS | Tester avec vos holders/palettes ITS et pull-studs | Chargement fluide; pas de bascule; Z constant |
| Documentation | Demander rapport de vérification + notes maintenance | Enregistrements QC traçables |
Table dépannage rapide
| Symptôme | Cause probable | Action |
|---|---|---|
| Dérive Z après cycles | Faces sales ou soufflage irrégulier | Ajouter purge; nettoyer; standardiser l’intervalle |
| Holder ne s’assoit pas | Copeaux sur interface; pull-stud tordu | Nettoyer; remplacer pull-stud; vérifier holder |
| Déverrouillage lent/incomplet | Pression basse, filtre colmaté, durites longues | Rétablir 6 ± 1 bar; changer filtre; raccourcir durites |
| Robot bouge sans serrage sûr | Pas d’interlock de serrage | Ajouter pressostat/capteur et conditionner le mouvement au signal OK |
| Risque corrosion/contamination | Protection environnement insuffisante | Améliorer l’écran contre fluide; routage étanche; maintenance |
À inclure dans votre demande: modèle(s) machine, environnement EDM/liquide, standard holder/palette (ITS 50), nombre de cycles attendu, besoin d’I/O de confirmation. Nous proposerons ports, vannes et intervalles.
Questions Fréquentes
Quelle précision de répétition est indiquée pour les variantes E-Series Model 100?
Le catalogue actuel indique une précision de répétition <0,003 mm pour NT-S100P100V1, NT-S100P100V2, NT-S100P100V3 et NT-S100P80V1.
Comment fonctionne le mécanisme de serrage et quelle force est indiquée?
Le système utilise un déverrouillage pneumatique avec structure mécanique auto-bloquante. Le catalogue annonce >6 000 N pour les principales variantes Model 100, tandis que la NT-S100P80V1 est listée à 4 000 N et 15 kg de charge de serrage.
Le système est-il prévu pour des porte-pièces et palettes de type ITS 50 / ER-036345?
Oui. Cette page présente l’E-Series pour une intégration de type ITS 50 / ER-036345. Avant standardisation, validez l’ajustement du porte-pièce, la sélection de la tirette et l’interface machine de votre application.
Pour quels procédés est-il le plus adapté?
EDM enfonçage, palettisation wire EDM, usinage d’électrodes, rectification et contrôle où la référence Z doit être répétable.
Comment gère-t-il copeaux/diélectrique/saleté en automatisation?
Des ports de soufflage purgent les surfaces d’accouplement au desserrage. En boues EDM importantes, ajoutez cycles de purge et nettoyage.
Quelle qualité d’air est recommandée?
Air propre et sec à 6 ± 1 bar avec filtration (~5 µm) et séchage/purge pour préserver joints et stabilité d’actionnement.
Comment conserver la même référence Z sur plusieurs machines?
Standardisez les mêmes holders ITS et utilisez un porte-pièce maître. Réglez une fois puis vérifiez le datum avec le maître.
Intégration robot/palettes: sécurité?
Oui, avec confirmation serrage (capteur ou interlock pression) pour que le robot n’avance que mandrin verrouillé.
À vérifier lors d’un retrofit sur table/adaptateur existant?
Planéité et rigidité, éviter les déformations par couples inégaux, puis valider la répétabilité après 20–50 cycles.
Maintenance typique en environnement EDM?
Nettoyage fréquent des faces de référence, soufflage avant serrage et contrôle périodique des joints/ressorts, surtout avec diélectrique et graphite.
Ressources & Téléchargements
Produits Associés
Explorez d'autres solutions qui complètent le mandrin série E et améliorent votre ligne de production.

Mandrin Série R
Un mandrin polyvalent pour diverses applications d'usinage, offrant un serrage robuste et fiable.
Voir les détails
Étau Autocentrant
Centre avec précision des pièces de différentes tailles pour des opérations de fraisage et de perçage.
Voir les détails
Changeur de Palettes Auto
Maximisez le temps de fonctionnement de la machine avec des changements de palettes fluides et automatisés.
Voir les détailsArticles Connexes
Obtenez les conseils de nos experts pour optimiser vos processus de fabrication.

Conseils d'efficacité
Gagnez +30% d'efficacité en usinage CNC avec l'étau autocentrant Nextas
Lire la suite
Productivité
Plaques de serrage point zéro haute performance: augmentez votre efficacité
Lire la suite
Avis d'experts