Introduce tu correo electrónico para solicitar el folleto. Debido a la diferencia horaria, lo enviaremos la próxima mañana laborable (GMT+8, hora de Pekín).





Sistema Universal de Sujeción
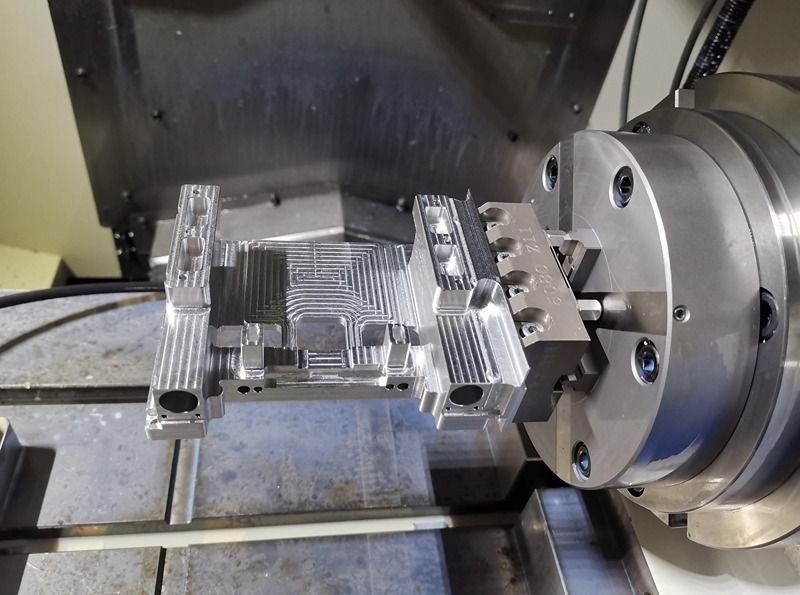
Mandril de Automatización Serie E
Precisión para la Fabricación Automatizada
El Mandril Serie E de Nextas es una plataforma datum de precisión para EDM y posicionamiento automatizado. El catálogo actual incluye configuraciones Model 100 estándar, en ángulo recto, vertical lateral y orientadas a EDM para estandarizar la transferencia repetible de referencias en EDM, WEDM, rectificado e inspección.
Precisión alineada con el catálogo: Las variantes Model 100 listadas se especifican con precisión de repetición <0,003 mm.
Fuerza según el modelo: Las variantes principales Model 100 figuran con >6.000 N; la NT-S100P80V1 aparece con 4.000 N.
Integración tipo ITS: Diseñado para integración con portapiezas y pallets tipo ITS 50 / ER-036345; verifique la combinación de portapiezas y espiga antes de estandarizar.
Construcción en acero inoxidable endurecido: Fabricado en acero inoxidable endurecido para EDM, WEDM, rectificado y posicionamiento automatizado.
Entrega rápida del proyecto
Envíe el modelo de máquina, la pieza y el tiempo de ciclo objetivo
Usaremos sus datos de proceso para proponer la configuración adecuada, las opciones del catálogo y la vía de contacto correcta para esta página de producto.
Máquina e interfaz
Comparta el modelo de máquina, la interfaz de mesa o husillo, el espacio disponible y si es un retrofit o una línea nueva.
Pieza y objetivo del utillaje
Indique tamaño de pieza, material, lógica actual de sujeción, volumen y si el proyecto es para mecanizado, inspección o transferencia.
Precisión y meta de automatización
Incluya repetibilidad objetivo, dudas sobre fuerza de sujeción, plan de pallets, transferencia por robot y el cuello de botella del ciclo.
Mejor opción
Elija este modelo cuando una referencia de datum debe seguir la cadena EDM
Ideal para flujos de trabajo con electrodos y piezas de precisión que requieren transferencia repetible entre EDM, WEDM, rectificado, presetting e inspección.
Compare primero
Verifique el estándar del portador, la orientación del chuck y el acceso al aire
Esto generalmente decide si la configuración neumática estándar, vertical lateral o ángulo recto es la opción más limpia antes de comparar modelo por modelo.
Vaya adelante
Vaya directamente a la sección de decisión que necesita
Use los atajos a continuación cuando el cuello de botella real es la selección, integración o planificación de mantenimiento.
Comience por tarea
Use primero la sección de la página que corresponda a la pregunta del flujo de trabajo
Comience con la sección que coincida con la etapa del proyecto: seleccionar la familia de mandril, verificar la integración en EDM o configurar el mantenimiento diario en torno a la transferencia desatendida.
Enfoque en selección
Haga coincidir el tipo de mandril con el estándar del portador, tamaño del electrodo y si el flujo de trabajo es asistido por operador o se dirige hacia la transferencia EDM desatendida.
Enfoque en integración
Verifique el enrutamiento de mangueras, espacio de gabinete, compatibilidad del portador y si la referencia debe mantenerse consistente en las estaciones de rectificado, CMM y EDM.
Enfoque en mantenimiento
Revise el aire de limpieza, controles de asiento e inspección rutinaria que protejan la repetibilidad durante ciclos EDM largos y cambios frecuentes de portador.
Entrega rápida de ingeniería
Envíe la cadena EDM primero
- Ruta de transferencia EDM, WEDM, rectificado, CMM o estación mixta.
- Estándar de portador o pallet y cualquier destino de compatibilidad tipo ITS.
- Tamaño de electrodo o pieza de trabajo más límites de espacio/manguera de gabinete.
- Objetivo de transferencia manual o destino de automatización EDM desatendida.
Guía de adaptación rápidaDetalles del ProductoNeumática, puesta a punto y mantenimiento para EDM desatendidoCasos de Éxito RealesGuía rápida: selección • integración • mantenimientoPreguntas FrecuentesRecursos y Descargas
Detalles del Producto
El Mandril Serie E de Nextas funciona como una plataforma de transferencia de datum para sujeción de alta precisión y referenciación repetible. La liberación neumática abre el mecanismo de sujeción para cargar el portapiezas o pallet, mientras que la estructura mecánica autoblocante asegura la interfaz cuando se libera el aire. En la práctica, esto permite una referencia Z repetible, cambios más rápidos y una automatización más predecible.
Construido para la Durabilidad y la Automatización
Las variantes E-Series listadas en catálogo utilizan cuerpos de acero inoxidable endurecido, superficies datum autolimpiantes, prueba de estanqueidad de posicionamiento y limpieza de orificio interior. Según la configuración, puede elegir versiones horizontales, de ángulo recto, vertical lateral u orientadas a EDM.
Especificaciones técnicas
Resumen alineado con catálogo para las variantes Model 100 actualmente listadas de E-Series.
| Parameter | Variantes listadas en catálogo |
|---|---|
| Familia de modelos | NT-S100P100V1 / NT-S100P100V2 / NT-S100P100V3 / NT-S100P80V1 |
| Concepto de posicionamiento | Sistema datum con autobloqueo mecánico y liberación neumática |
| Precisión de repetición | <0,003 mm |
| Fuerza de sujeción | >6.000 N (NT-S100P100V1 / V2 / V3), 4.000 N (NT-S100P80V1) |
| Carga de sujeción | 15 kg indicados para NT-S100P80V1 |
| Presión de trabajo | 0,5–0,8 MPa |
| Espiga adaptativa | NT-S200P55V2 |
| Material | Acero inoxidable endurecido |
| Rango de peso | 2,0 kg / 5,3 kg / 7,1 kg / 17,7 kg según la variante |
| Model | Configuration | Repeatability | Clamping | Pressure | Weight |
|---|---|---|---|---|---|
| NT-S100P100V1 | Model 100 Pneumatic Chuck | <0,003 mm | >6.000 N | 0,5–0,8 MPa | 5,3 kg |
| NT-S100P100V2 | Model 100 Side Vertical Pneumatic Chuck | <0,003 mm | >6.000 N | 0,5–0,8 MPa | 7,1 kg |
| NT-S100P100V3 | Model 100 Right Angle Pneumatic Chuck | <0,003 mm | >6.000 N | 0,5–0,8 MPa | 17,7 kg |
| NT-S100P80V1 | EDM Pneumatic Chuck | <0,003 mm | 4.000 N / 15 kg de carga | 0,5–0,8 MPa | 2,0 kg |
Matriz de variantes Model 100
Guía de selección del sistema e integración tipo ITS
Si está estandarizando un flujo de electrodos EDM o una célula automatizada con pallets, trate la E-Series como una plataforma datum y no como un chuck genérico. Seleccione la variante según el acceso a la máquina, la dirección de indexado, el tipo de portapiezas y la carga requerida, y confirme la combinación de portapiezas y espiga antes de estandarizar entre máquinas.
Elige la estrategia de holders
- 100% compatible con holders y palets EROWA ITS (ITS 50 / familia ER-036345).
- Ideal para electrodos de EDM de penetración, pools de palets en wire EDM, rectificado e inspección CMM donde la repetibilidad Z es crítica.
- Estandariza pull-studs y define un holder patrón para reducir variaciones de altura entre máquinas.
Diseña para automatización desatendida
- Liberación por aire + sujeción por muelle: queda bloqueado si baja la presión (failsafe).
- Añade confirmación de sujeción (sensor o interlock por presión) para que el robot solo avance cuando está bloqueado.
- Usa el soplado integrado para limpiar película de dieléctrico/refrigerante y chips antes de cada sujeción.
Guía rápida de configuración por proceso
| Proceso | Holder y accesorios recomendados | Por qué funciona | Notas |
|---|---|---|---|
| Electrodos EDM (penetración) | Holder de electrodo ITS + holder patrón | Cambios rápidos con Z estable; menos re-referenciados | En lodos de grafito, purga con soplado antes de sujetar |
| Pool de palets en wire EDM | Palet ITS / carrier + confirmación de sujeción | Referencia estable para cambios desatendidos | Usa señal OK/NG hacia robot/APC |
| Rectificado / jig grinding | Holder corto y rígido + rutina de limpieza | Reduce stack-up error y sensibilidad a vibración | Prioriza aire limpio/seco y limpieza frecuente |
| Fresado rápido de electrodos | Holder equilibrado + soplado protector | Mantiene repetibilidad con cambios frecuentes | Protege frente a niebla de refrigerante |
| CMM / estaciones de inspección | Holder patrón + datum fijo | Verificación rápida del datum Z entre máquinas | Registra el ID del patrón en el plan de calidad |
Puertos, señales de automatización y buenas prácticas
| Elemento | Conexión típica | Función | Buena práctica |
|---|---|---|---|
| Liberación por aire | 6 ± 1 bar (aire limpio y seco) | Abre la pinza para carga/descarga | Mangueras cortas y filtro 5 µm (o mejor) |
| Soplado de limpieza | Pulso temporizado (válvula / PLC) | Elimina chips y película de fluido en la interfaz | Pulsa antes de cada sujeción para proteger la repetibilidad |
| Confirmación de sujeción | Presostato o sensor de proximidad | Evita movimiento del robot sin bloqueo | Doble verificación (presión + sensor) en 24/7 |
| Chequeo de presencia/asiento | Entrada I/O / interlock | Detecta holder ausente o asiento incompleto | Para el ciclo si no hay confirmación |
| Contador de mantenimiento | Contador PLC / MES | Planifica servicio de juntas/muelles | Inspecciona por número de ciclos, no solo por calendario |
Palabras clave long-tail: chuck datum E-Series para electrodos EDM, chuck datum neumático estilo ITS 50, chuck con repetibilidad <0,003 mm, chuck EDM de acero inoxidable endurecido, chuck EDM vertical lateral, chuck neumático en ángulo recto, datum para pallets automatizados.
Casos de Aplicación
Electroerosión (EDM)
La construcción resistente a la corrosión y la alta precisión lo convierten en el estándar de la industria para sujetar electrodos y piezas de trabajo en máquinas de electroerosión por penetración y corte por hilo.
Fresado de Alta Velocidad
Proporciona una base rígida y estable para operaciones de fresado a alta velocidad. Las piezas pueden prepararse fuera de línea en palets y cargarse rápidamente en la máquina, maximizando el tiempo de actividad del husillo.
Rectificado y Rectificado de Plantillas
La repetibilidad excepcional es crítica para las operaciones de rectificado de precisión, asegurando la máxima exactitud para tolerancias ajustadas y acabados superficiales finos.
Fabricación de Moldes y Matrices
La capacidad de mover una pieza de trabajo entre diferentes tecnologías en el mismo soporte cambia las reglas del juego, reduciendo drásticamente los plazos de entrega y mejorando la precisión.
Neumática, puesta a punto y mantenimiento para EDM desatendido
La repetibilidad en automatización es el resultado de un sistema: aire limpio, caras datum limpias y una rutina de referencia estable. Utilice la lista de comprobación siguiente para mantener un rendimiento de <0,003 mm de forma predecible durante miles de ciclos.
Aire recomendado
- 6 ± 1 bar de aire comprimido limpio y seco.
- Filtro de 5 μm (o mejor) y drenaje/secador para proteger válvulas y juntas.
- Mangueras cortas y acoples de calidad reducen caída de presión y tiempo de ciclo.
Ajuste y verificación
- Montaje sobre placa/adaptador plano y rígido; comprueba planitud antes del apriete final.
- Ejecuta 20–50 ciclos de sujeción/liberación y vuelve a comprobar la referencia Z.
- Define un holder patrón para verificar rápidamente el mismo datum en cada máquina.
Mantenimiento y fiabilidad
- Limpia superficies de referencia a diario en EDM (dieléctrico + polvo de grafito).
- Usa el soplado integrado antes de cada sujeción para eliminar chips y fluido.
- Revisa juntas/muelles por intervalos y guarda un kit de juntas para células 24/7.
Consejo: en celdas robotizadas, combina confirmación de sujeción + monitorización de presión para que el robot solo se mueva cuando el chuck está bloqueado.
Casos de Éxito Reales


Guía rápida: selección • integración • mantenimiento
Referencia compacta, pensada para el taller, para elegir la configuración correcta, integrar con tu máquina/automatización y mantener la repetibilidad estable en producción.
1) Selección: elige la configuración adecuada
| Si tu prioridad es… | Empieza por… | Por qué ayuda |
|---|---|---|
| Cambios rápidos / trabajos de alta mezcla (high-mix) | Estandariza una interfaz (punto cero / ITS / 3R) en todas tus máquinas y crea placas/palets de utillaje. | Permite preparar fuera de máquina y cambiar en segundos con mínima puesta a punto. |
| Acceso 5 ejes y espacio para herramienta | Elige componentes de perfil bajo y planifica holguras (altura total, cuerpo del sistema, acceso a llave). | Evita colisiones y conserva alcance en zonas profundas. |
| Mecanizado desatendido / celda robotizada | Añade confirmaciones (clamp-OK / pieza presente), protección contra viruta y una secuencia de recuperación. | Reduce el riesgo de mala carga y mejora la fiabilidad de la automatización. |
| Desbaste fuerte / fuerzas de corte altas | Aumenta puntos de apoyo y rigidez (más estaciones de sujeción, base más rígida, menor ‘stack-up’). | Minimiza la flexión y protege el acabado superficial. |
2) Integración: qué preparar antes de instalar
| Elemento | Opción típica | Consejo práctico |
|---|---|---|
| Montaje y referencias | Patrón de tornillos + pasadores / chavetas / borde de referencia | Define un datum maestro y guarda un pallet/pieza patrón para verificaciones rápidas. |
| Servicios | Aire limpio y seco con FRL; presión estable; (hidráulica/eléctrica si aplica) | Drena el FRL con regularidad y evita mangueras largas/restrictivas que ralentizan el accionamiento. |
| Señales de control | M-codes/PLC I/O: clamp, unclamp, clamp-OK, fallo | Usa timeouts y estados seguros; registra señales para diagnosticar paros intermitentes. |
| Validación del proceso | Macro de palpado / comparador / rutina de primera pieza | Establece una línea base de repetibilidad tras la instalación y compárala semanalmente. |
3) Mantenimiento: mantén la repetibilidad estable
| Riesgo / desgaste | Síntoma temprano | Prevención / solución rápida |
|---|---|---|
| Virutas en superficies de apoyo | La pieza se mueve, deriva la repetibilidad | Sopla con aire y limpia las caras de asiento; añade cubiertas o aire de limpieza si hace falta. |
| Juntas/rascadores y guías | Accionamiento lento, fugas, sujeción inconsistente | Inspecciona por rutina; evita refrigerante/abrasivos; cambia consumibles de forma preventiva. |
| Tornillería floja / caras dañadas | Desalineación inesperada, marcas por vibración | Revisa par de apriete; usa pasadores; elimina pequeñas rebabas con piedra (sin ‘mecanizar’ el datum). |
| Aire/aceite contaminado | Movimiento pegajoso, alarmas en automatización | Mejora la filtración y el secado; drena depósitos; ten un kit básico de repuestos. |
¿Necesitas CAD/STEP, patrón de montaje o una recomendación para tu pieza?
ContáctanosChecklist de validación y plan de puesta en marcha
Úsalo como checklist de compra/FAT/SAT para confirmar repetibilidad, fiabilidad de sujeción y limpieza de referencia en automatización EDM desatendida.
Inspección de entrada y criterios de aceptación
| Ítem | Cómo verificar | Objetivo típico |
|---|---|---|
| Repetibilidad del datum Z | CMM o comparador con holder patrón; 20–50 ciclos de sujeción/liberación | <0,003 mm en la misma referencia |
| Fuerza y comportamiento failsafe | Confirma que el muelle mantiene el bloqueo sin aire | Permanece bloqueado sin aire; sujeción estable |
| Limpieza de asiento | Inspección visual + prueba de limpieza; soplado y revisión de cara | Sin chips/film atrapados; asiento consistente |
| Tiempo de actuación neumática | Mide tiempos a 6 ± 1 bar | Tiempo estable; sin retrasos por caídas de presión |
| Fugas y juntas | Test con agua jabonosa; caída de presión | Sin fugas visibles; baja caída en mantenimiento |
| Compatibilidad ITS | Prueba con tus holders/palets ITS y pull-studs | Carga/descarga suave; Z consistente |
| Documentación | Solicita informe de verificación y notas de mantenimiento | Registros trazables para tu sistema de calidad |
Tabla rápida de troubleshooting
| Síntoma | Causa probable | Acción |
|---|---|---|
| Deriva de Z tras varios ciclos | Caras sucias o soplado inconsistente | Añade purga; limpia caras; fija intervalos |
| El holder no asienta | Chips en interfaz; pull-stud doblado | Limpia; cambia pull-stud; verifica holder |
| Liberación lenta/incompleta | Baja presión, filtro obstruido, mangueras largas | Restaurar 6 ± 1 bar; cambiar filtro; acortar líneas |
| Robot se mueve sin bloqueo sólido | Sin interlock de confirmación | Añade presostato/sensor y condiciona el movimiento a señal OK |
| Riesgo de corrosión/contaminación | Protección ambiental insuficiente | Mejora blindaje de fluido; rutas selladas; mantenimiento |
Incluye en tu RFQ: modelo(s) de máquina, ambiente EDM/refrigerante, estándar de holder/palet (ITS 50), ciclos esperados y si necesitas I/O de confirmación de sujeción. Te recomendaremos puertos, válvulas e intervalos.
Preguntas Frecuentes
¿Qué precisión de repetición figura para las variantes Model 100 de E-Series?
El catálogo actual indica precisión de repetición <0,003 mm para NT-S100P100V1, NT-S100P100V2, NT-S100P100V3 y NT-S100P80V1.
¿Cómo funciona el mecanismo de sujeción y qué fuerza figura?
El sistema utiliza liberación neumática con estructura mecánica autoblocante. El catálogo indica >6.000 N para las variantes principales Model 100, mientras que NT-S100P80V1 figura con 4.000 N y 15 kg de carga de sujeción.
¿Está pensado para portapiezas y pallets tipo ITS 50 / ER-036345?
Sí. Esta página posiciona la E-Series para integración tipo ITS 50 / ER-036345. Antes de estandarizar, confirme el ajuste del portapiezas, la selección de la espiga adaptativa y la interfaz de máquina para su aplicación exacta.
¿Para qué procesos está más indicado?
Para EDM de penetración, paletización en wire EDM, mecanizado de electrodos, rectificado e inspección donde la referencia Z repetible es clave.
¿Cómo gestiona chips, dieléctrico y suciedad en automatización?
Incluye puertos de soplado que limpian las superficies de acoplamiento durante la liberación. En lodos EDM intensos, añade ciclos de purga y limpieza.
¿Qué calidad de aire se recomienda para ciclos desatendidos?
Aire limpio y seco a 6 ± 1 bar con filtración (≈5 μm) y secado/drenaje para proteger juntas y mantener una actuación estable.
¿Cómo mantengo la misma referencia Z entre varias máquinas?
Estandariza los mismos holders ITS y usa un holder patrón. Ajusta una vez y verifica periódicamente el mismo datum con el patrón.
¿Se puede integrar con robots o sistemas de palets de forma segura?
Sí. Añade confirmación de sujeción (sensor o interlock por presión) para que el robot solo avance cuando el chuck está bloqueado.
¿Qué debo revisar al montar en una mesa o adaptador existente?
Planitud y rigidez, evitar deformaciones por par desigual y verificar repetibilidad tras 20–50 ciclos antes de producción.
¿Qué mantenimiento es típico en ambientes EDM?
Limpieza frecuente de caras de referencia, soplado antes de sujetar y revisión periódica de juntas/muelles, especialmente con dieléctrico y polvo de grafito.
Recursos y Descargas
Productos Relacionados
Explore otras soluciones que complementan el Mandril Serie E y mejoran su línea de producción.

Mandril Serie R
Un mandril versátil para diversas aplicaciones de mecanizado, que ofrece una sujeción robusta y fiabilidad.
Ver Detalles
Mordaza Autocentrante
Centra con precisión piezas de trabajo de varios tamaños para operaciones exactas de fresado y taladrado.
Ver Detalles
Cambiador Automático de Palets
Maximice el tiempo de actividad de la máquina con cambios de palets automáticos y fluidos para una producción continua.
Ver DetallesArtículos Relacionados
Obtenga información de nuestros expertos sobre cómo optimizar sus procesos de fabricación.

Consejos de Eficiencia
Desbloquee +30% de eficiencia en mecanizado CNC con la mordaza autocentrante Nextas
Leer Más
Productividad
Placas de sujeción de punto cero de alto rendimiento: eleve su eficiencia de mecanizado
Leer Más
Opinión de Expertos