
结构参考
52 mm 单工位燕尾夹具
适合小件、高密度布置与轻量化快换场景。
提供当前机床、毛坯准备方式、夹持目标与换装节拍后,我们能更快判断接口体系、夹具规格与五面加工导入路径。
机床型号、工作台/主轴接口、可用空间、是否旧机改造或新线导入。
工件尺寸、重量、材料、当前装夹方式、批量范围与是否跨工序流转。
重复定位目标、夹紧力关注点、托盘或机器人交接方式,以及最想先解决的节拍瓶颈。
燕尾夹具适合工件需要五面加工、刀具干涉敏感、希望缩小装夹边界的场景。与传统虎钳相比,它把夹持界面压缩到燕尾接触区域,让刀空间更充分,更适合小零件、复杂曲面和高密度排产。
当项目同时追求快换、离线装夹、零点底板兼容或机器人搬运时,燕尾夹具也更容易作为轻量化夹持单元嵌入标准化工艺链。对高混线、单件流、小批量与多品种生产来说,这类方案往往比单纯追求大夹具体量更有效率。
适合小件、高密度布置与轻量化快换场景。
适合更大工件、更高稳定性与更大支撑面需求。

适合多工位排产与希望同时覆盖多种坯料尺寸的项目。
围绕让刀、排产、快换和系统兼容性,把决定导入效率的关键点集中梳理。
将夹持边界压缩到燕尾接触区域,更适合复杂曲面、深腔体与五轴多面加工。
相同板面空间里通常能布置更多工件或工位,提升单次装夹的产出效率。
便于与零点底板、卡盘、托盘或自动化工位对接,后续扩展路径更清晰。
对高混线、小批量和需要离线装夹的现场更友好,也更适合轻量化搬运单元。
先把会影响选型与落地的因素看清楚,后续沟通、打样和现场导入会更高效。
工件大小、切削负荷、工位密度和托盘接口,是最先决定系统平台的关键条件。
燕尾夹持对槽型加工、去毛刺、表面清洁和坯料一致性更敏感,建议把前段预制一起规划。
重切削、长刀具、薄壁件或难加工材料,往往需要额外的支撑、受力验证与试切确认。
以下图片与图示用于帮助快速判断结构形式、工况适配与系列差异。
适合小件、轻量快换与更高工位密度的基础配置。
适合更大工件、更高稳定性与更高切削负载场景。
适合需要一套夹具覆盖多个工位或多种毛坯规格的项目。

适合希望提升换装节拍并向自动化单元延展的场景。

适合评估标准化导入路径与多种机型兼容的基础方案。
用于确认燕尾槽预制、坯料高度与夹持边界是否合理。
不是所有五轴件都必须用燕尾夹具,但当让刀和排产密度比全底面支撑更重要时,它通常更值得优先考虑。
适合更小的零件、更高的板面密度、更轻量的快换单元,以及机器人搬运载荷受限的场景。
适合更大工件、较高切削负荷、更大支撑面和希望提升整体稳定性的项目。
适合高效率排产,希望一套夹具覆盖多个工位、多个毛坯尺寸或一拖多节拍目标时导入。
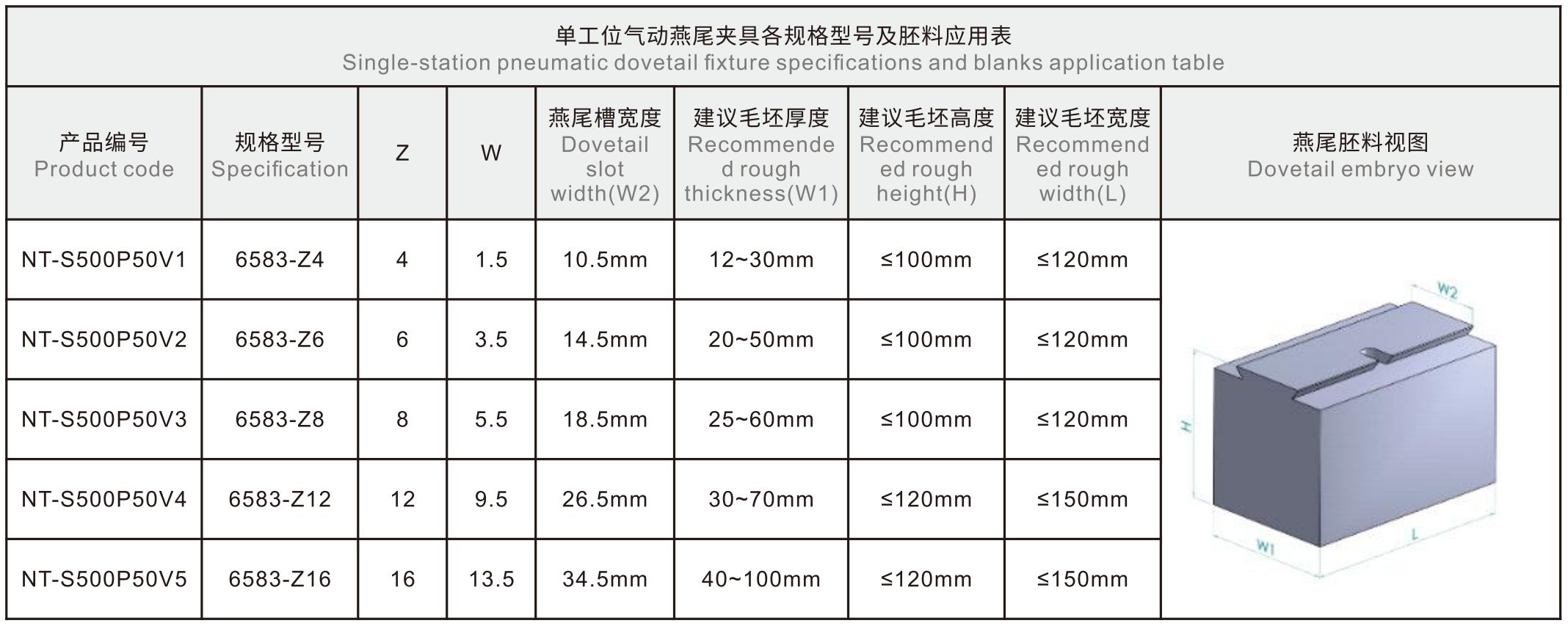
| 产品代码 | 鸠尾夹爪 | 爪宽 | 工件厚度 | 工件长度 | 工件宽度 |
|---|---|---|---|---|---|
| NT-S500P50 — 单工位气动燕尾夹具 · 4 kN 夹紧 · <0.02 mm 重复性 · 硬质不锈钢 · 6.5 kg | |||||
| NT-S500P50V1 | 6583-Z4 | 10.5 mm | 12–30 mm | ≤100 mm | ≤120 mm |
| NT-S500P50V2 | 6583-Z6 | 14.5 mm | 20–50 mm | ≤100 mm | ≤120 mm |
| NT-S500P50V3 | 6583-Z8 | 18.5 mm | 25–60 mm | ≤100 mm | ≤120 mm |
| NT-S500P50V4 | 6583-Z12 | 26.5 mm | 30–70 mm | ≤120 mm | ≤150 mm |
| NT-S500P50V5 | 6583-Z16 | 34.5 mm | 40–100 mm | ≤120 mm | ≤150 mm |
| NT-S600P90 — 三工位气动燕尾夹具 · >2.5 kN 夹紧 · ≤30 kg 每工位负载 · 硬质不锈钢 · 6.5 kg | |||||
| NT-S600P90V1 | 6583-Z4 | 10.5 mm | 12–30 mm | ≤100 mm | ≤120 mm |
| NT-S600P90V2 | 6583-Z6 | 14.5 mm | 20–50 mm | ≤100 mm | ≤120 mm |
| NT-S600P90V3 | 6583-Z8 | 18.5 mm | 25–60 mm | ≤100 mm | ≤120 mm |
| NT-S600P90V4 | 6583-Z12 | 26.5 mm | 30–70 mm | ≤120 mm | ≤150 mm |
| NT-S600P90V5 | 6583-Z16 | 34.5 mm | 40–100 mm | ≤120 mm | ≤150 mm |
单工位设计,每次装夹一个毛坯,更适合小件、紧凑底板、轻量快换与希望把单次装夹产出做高的场景。
三工位设计,每次装夹三个相同或相似零件,适合批量零件同步排产、提升单次装夹产出与减少换装等待时间。
6583-Z4 至 Z16 夹爪覆盖 10.5 mm 至 34.5 mm 鸠尾宽度。按毛坯厚度与所需夹持范围选择 — Z4 / Z6 适合薄板件,Z12 / Z16 适合厚度达 100 mm 的较厚毛坯。
| 考虑项 | 52 系统 | 96 系统 | 确认点 |
|---|---|---|---|
| 零件尺寸与装卸方式 | 适合中小型零件,可在紧凑底板上实现更高工位密度。 | 适合中大型零件,提供更大的底座面积以实现稳定对接。 | 重点确认机床空间、托盘尺寸以及人工 / 机器人装卸方式。 |
| 切削负载与刚性 | 适合通用铣削与较轻粗加工,建议通过刀路优化保持受力平衡。 | 当需要更高刚性应对重切削或更难加工材料时更合适。 | 重点确认去除率、刀具伸出长度与振刀风险。 |
| 自动化 / 托盘化 | 较低重量更利于机器人搬运和快速换装,适合高混线单元。 | 在更大托盘上稳定性更好,适合重工件无人化单元。 | 重点确认接收端 / 托盘兼容性以及换装后的重复定位。 |
| 排屑与冷却液避让 | 紧凑布局会提高工位密度,因此要更早规划排屑路径。 | 更大的间距更利于防护罩、气吹与排屑设计。 | 重点确认冷却液方向、积屑风险与日常清洁方式。 |
小件、节拍优先、高密度工位、轻量化快换,以及机器人搬运重量受限的项目。
更大工件、更高刚性、更高切削负荷,以及需要更大支撑面的五轴场景。
在系统平台确定后,再统一规划零点底板、托盘标准和夹具交接方式,导入更顺畅。
燕尾夹具的价值在于给刀具更多让位空间,但前提是毛坯准备、接口标准和夹持策略都要先对齐。
先决定接到 52 还是 96 平台,再去看夹具规格与后续是否要与零点、卡盘或托盘系统联用。
燕尾夹持对毛坯预加工、边缘质量与接触位置有要求,建议把燕尾预制工序一起纳入工艺链。
导入前先评估刀具可达性、五面加工让位效果,以及是否真的能减少翻面与等待时间。
燕尾夹具让刀优势明显,但想把效率真正变成稳定产出,前段预制、试切验证和现场清洁同样关键。
燕尾角度、尺寸和接触面状态越一致,后续重复夹持越容易稳定,不建议把大量修整工作留在现场。
对于薄壁件、长条件或受力敏感材料,建议同步设计辅助支撑或优化切削顺序,避免局部应力导致夹持失稳。
导入初期先做一轮试切,确认刀具可达性、振动风险与翻面逻辑,再转入正式批量生产。
积屑、毛刺、氧化皮与冷却液残留都会放大重复性波动,日常保养要和操作标准一并落地。
燕尾夹具通常很适合小件与高让刀场景,但如果预制尺寸、接触面或材料状态不稳定,也会直接影响夹持表现。
| 确认项 | 为什么要看 | 建议动作 |
|---|---|---|
| 燕尾尺寸与角度 | 直接影响夹具接触稳定性和重复性 | 让毛坯预制尺寸可控,避免现场临时修整 |
| 毛坯厚度与高度 | 关系到夹持行程、安全性和让刀边界 | 按对应规格表做预留,不建议只看名义尺寸 |
| 接触面状态 | 影响重复性与夹持可靠性 | 避免严重毛刺、氧化皮与明显局部缺口 |
| 切削负载方向 | 决定夹持是否容易滑移或局部变形 | 结合刀路、支撑方式与工况判断受力方向是否合理 |
很多现场会把燕尾夹具当成单点工具,但更合理的做法,是把它当成整个标准化装夹链中的一个接口模块。
更容易实现离线装夹、批量快换与后续托盘化升级,而不是每次重新找正。
当项目需要更高自动化程度时,燕尾夹具更适合作为前端工件夹持单元,而不是孤立存在。
真正影响量产稳定性的,往往是前段毛坯准备是否标准化,而不只是夹具本体本身。
在询价、评估或打样前,先把这几类信息准备好,能更快把配置收敛到合适方案。
确认材料、毛坯尺寸、预留余量、目标工序和是否要做五面加工。
确认 52 / 96 平台、零点底板、卡盘、托盘或机器人搬运接口是否统一。
确认燕尾角度、接触面质量、去毛刺方式以及多批次坯料的一致性。
确认是否需要试切验证、节拍评估、3D CAD、样册或现场导入支持。
当现场出现夹持不稳、尺寸漂移或换装后精度波动时,建议先从以下几项排查,而不是只盯住夹具本体。
| 现场表现 | 常见原因 | 建议先做什么 |
|---|---|---|
| 换装后尺寸漂移 | 燕尾槽预制不一致、接触面残留毛刺或积屑 | 先检查坯料预制一致性与接触面清洁状态 |
| 加工中有滑移风险 | 切削负载方向不合理、夹持边界过小或工件局部变形 | 复核刀路、受力方向和辅助支撑方案 |
| 工位间表现不一致 | 多工位坯料差异大、装夹步骤未标准化 | 统一毛坯规格并把装夹动作写入 SOP |
| 自动化交接不顺畅 | 托盘、零点接口或机器人抓取基准未统一 | 先把接口标准和搬运姿态冻结,再做批量验证 |
以下场景用于帮助快速判断该产品更适合什么样的项目与导入目标。
减少夹具干涉,提升刀具可达性,适合复杂曲面与深腔体零件。
在有限板面上增加工位数量,提高单次装夹的产出效率。
作为可快速拆装的轻量夹持单元,更容易并入标准化快换链路。
更适合机器人搬运较轻夹具载体,适用于高混线与轻量自动化单元。
把选型、集成与维护分开确认,项目更容易做出稳定结果。
确认 52 / 96 平台、工件尺寸、切削负荷、工位数量与是否需要多工位方案。
确认燕尾槽预加工、定位方式、零点接口、托盘尺寸以及机床干涉与排屑路径。
保持燕尾接触面清洁,检查夹持边界、工件表面损伤风险和多批次坯料一致性。
适合先了解 52 / 96 系统、标准型号、工位布局和与零点系统的组合方式。
邮件申请样册 →适合需要提前做干涉检查、底板布局、托盘设计或自动化集成评估的项目。
申请 CAD 文件 →提供机床、毛坯和目标节拍后,可更快判断单工位、多工位或窗口型方案是否更合适。
微信联系 →如果项目还要覆盖预调、检测与多机台转序,通常更适合先看 R 系列的接口家族与卡盘路线。
查看 R 系列 →如果燕尾夹具项目后续要和电极、WEDM、检测与 ITS 风格流程衔接,建议优先看 E 系列。
查看 E 系列 →如果当前核心目标是把机床端接口标准化,再去串联燕尾夹具单元,可先看零点快换基准板与零点系统。
查看零点快换基准板 →

