Solución de sujeción automatizada
Diseñada para la producción automatizada
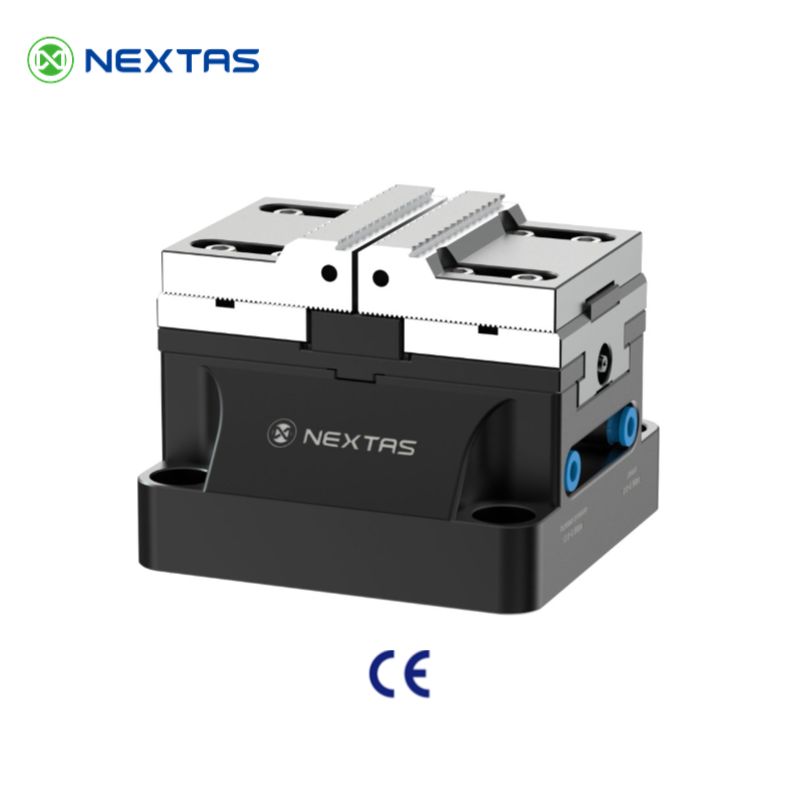
La mordaza neumática de Nextas está diseñada para amarre repetible en celdas de mecanizado automatizadas y producción por lotes. Su sistema neumático-hidráulico multiplicador aporta fuerza estable y facilita la carga y descarga con robots.
Potente fuerza de sujeción amplificadaGenera hasta 4000 kgf, manejando fácilmente diversas tareas de corte pesado.
Accionamiento rápido y estableLogra una apertura y cierre rápidos en segundos, reduciendo significativamente el tiempo de ciclo de mecanizado.
Alta integrabilidadSe conecta con el código M de la máquina mediante electroválvula para una fácil integración y operación sin personal.