Решение для автоматизированного зажима
Разработано для автоматизированного производства
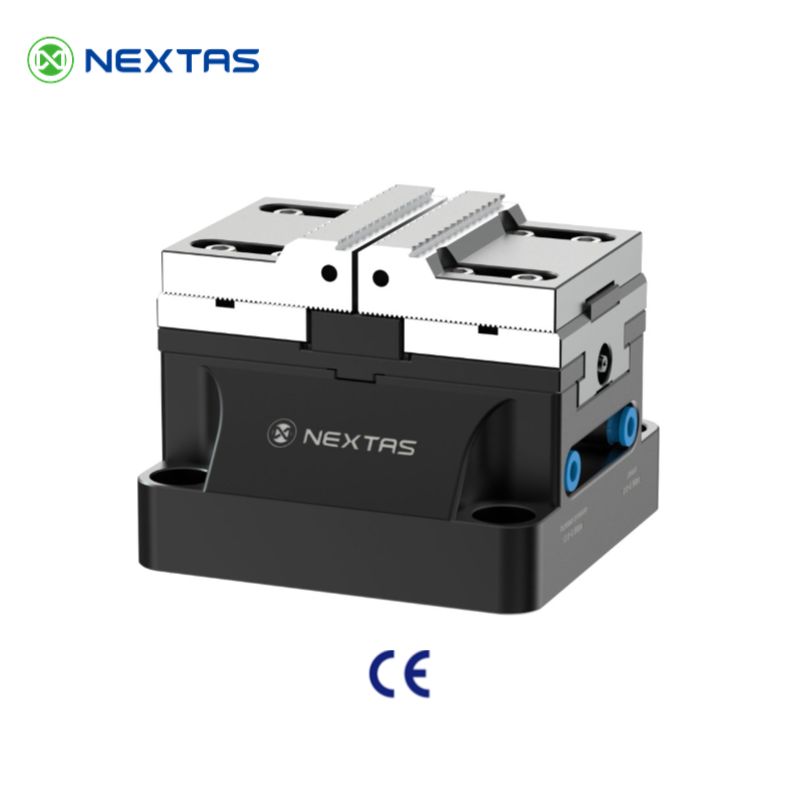
Пневматические тиски Nextas предназначены для повторяемого зажима в автоматизированных ячейках и серийном производстве. Пневмогидравлический усилитель обеспечивает стабильное усилие и упрощает загрузку и выгрузку роботами.
Мощное усиленное зажимное усилиеГенерирует до 4000 кгс, легко справляясь с различными задачами тяжелой обработки.
Быстрый и стабильный приводОбеспечивает быстрое открытие и закрытие за секунды, значительно сокращая время цикла обработки.
Высокая интегрируемостьСвязывается с M-кодом станка через электромагнитный клапан для простой интеграции и работы без участия оператора.