Introduce tu correo electrónico para solicitar el folleto. Debido a la diferencia horaria, lo enviaremos la próxima mañana laborable (GMT+8, hora de Pekín).

Base modular de sujeción (Workholding)
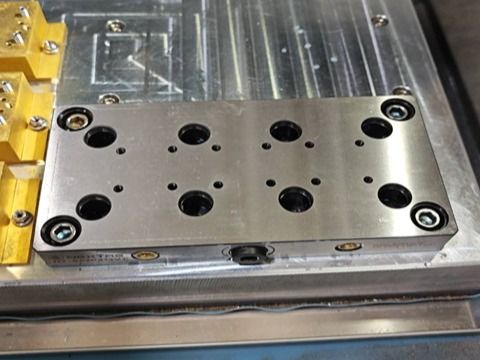
Placa de sujeción de punto cero
La base para la máxima flexibilidad
La placa de sujeción de punto cero de Nextas crea una base estandarizada para utillajes, mordazas y herramientas especiales. Ayuda a reducir el tiempo de preparación, mejorar la repetibilidad y dejar la mesa lista para cambios más rápidos.
Interfaz de máquina estandarizadaCree instantáneamente una cuadrícula universal en la mesa de su máquina, permitiendo montar cualquier utillaje o palet con alineación perfecta en todo momento.
Rigidez y estabilidad excepcionalesRectificadas con precisión a partir de materiales de alta calidad, nuestras placas proporcionan una base sólida y estable que absorbe vibraciones y soporta fuerzas de corte elevadas.
Verdadera modularidadDisponibles en varios tamaños y configuraciones (simple, doble, cuádruple) para adaptarse a cualquier mesa y aplicación, desde pequeñas mordazas hasta grandes soportes tipo torre (tombstones).
Mejor opción
Selecciona esta página cuando la mesa de tu máquina necesita un estándar de punto cero repetible
Es el paso más limpio para mordazas, placas de palet y utillajes modulares que necesitan cambios más rápidos sin forzar un proyecto de automatización completo desde el primer día.
Comparar primero
Verifica la familia de 52 / 96 mm, la huella de placa y la ruta de actualización futura
Esa comparación generalmente indica si una placa de punto cero manual es suficiente ahora o si una ruta neumática o preparada para APC debe planearse antes.
Ir al siguiente
Usa los accesos directos en lugar de escanear toda la página
Accede directamente a selección, integración y mantenimiento cuando la planificación del diseño es el verdadero cuello de botella de la decisión.
Ventajas principales
- Interfaz de máquina estandarizada: Cree instantáneamente una cuadrícula universal en la mesa de su máquina, permitiendo montar cualquier utillaje o palet con alineación perfecta en todo momento.
- Rigidez y estabilidad excepcionales: Rectificadas con precisión a partir de materiales de alta calidad, nuestras placas proporcionan una base sólida y estable que absorbe vibraciones y soporta fuerzas de corte elevadas.
- Verdadera modularidad: Disponibles en varios tamaños y configuraciones (simple, doble, cuádruple) para adaptarse a cualquier mesa y aplicación, desde pequeñas mordazas hasta grandes soportes tipo torre (tombstones).
- Implementación Plug-and-Play: Simplifica drásticamente la adopción de un sistema de punto cero. Simplemente atornille la placa a las ranuras en T de su máquina y conecte el suministro de aire para comenzar a ahorrar tiempo de configuración.
Especificaciones de la placa
| Parámetro | Especificación |
|---|---|
| Material de la placa | Acero inoxidable endurecido |
| Planitud / Paralelismo | ≤0.005mm |
| Tamaños estándar (L x A) | Consulte el catálogo |
| Módulos integrados | 1, 2, 4 o más, dependiendo del tamaño de la placa |
| Espaciado de módulos | Cuadrículas estándar de 52mm, 96mm, 200mm o patrones personalizados |
| Sistema de montaje | Diseñado para mesas con ranuras en T estándar o montaje directo |
| Tratamiento superficial | Recubrimiento resistente a la corrosión |

Construida como una base sólida como una roca
La Placa de Sujeción de Punto Cero de Nextas sirve como el vínculo crucial entre su máquina herramienta y su sistema de sujeción (workholding). Cada placa está meticulosamente fabricada en acero de alta calidad o aluminio con alivio de tensión, y rectificada con precisión para lograr una planitud y paralelismo excepcionales. Esto asegura que la precisión de nivel micrométrico de los módulos de punto cero integrados se transfiera perfectamente a su pieza de trabajo. Las placas cuentan con un patrón de cuadrícula estandarizado (por ejemplo, 52mm/96mm) y tuberías integradas para el accionamiento neumático, lo que hace que la configuración sea limpia, simple e increíblemente rápida.
Diseño de Módulo Estándar Industrial de 52mm/96mm
La placa de punto cero manual adopta un diseño de módulo estándar industrial de 52mm/96mm, asegurando una fuerte compatibilidad con los sistemas de utillaje de mecanizado CNC a nivel global. Esta estandarización evita problemas de adaptación personalizada, permitiendo una integración perfecta tanto en pequeños talleres como en grandes instalaciones de fabricación. Los dos tamaños de módulo satisfacen diferentes necesidades de peso y tamaño de pieza, aumentando la flexibilidad en diversas tareas de mecanizado. Con repuestos ampliamente disponibles, simplifica el mantenimiento y reemplazo. Para las empresas que valoran la consistencia, este diseño reduce el tiempo de inactividad por utillaje incompatible, mejorando la eficiencia operativa general.
Cómo elegir la placa de sujeción de punto cero adecuada
Una placa de sujeción de punto cero es más que una “placa base”: se convierte en tu interfaz estándar de máquina. Elegir bien la configuración desde el inicio te da precisión repetible, cambios más rápidos y un camino más limpio hacia la paletización.
1) Tamaño de la placa & montaje
Ajusta la huella de la placa al recorrido de la mesa y al patrón de ranuras en T. Considera holguras para trayectorias, flujo de refrigerante y evacuación de viruta. Si haces cambios frecuentes, muchas plantas estandarizan una “placa base” por máquina.
2) Disposición de módulos & retícula
Elige un patrón estándar de 52 mm/96 mm si buscas compatibilidad amplia con pallets, mordazas y utillajes. ¿Piezas más grandes o cortes pesados? Un mayor espaciamiento (o más módulos) mejora rigidez y capacidad de carga.
3) Estilo de sujeción
En producción de alta mezcla, prioriza mordazas de cambio rápido y pallets estandarizados. Para 4/5 ejes, enfócate en rigidez, altura Z y posicionamiento repetible para mover piezas de CNC a CMM sin re-sujetar.
Placa de punto cero vs. ranuras en T tradicionales
| Lo que importa | Montajes con ranura en T | Placa de sujeción de punto cero |
|---|---|---|
| Tiempo de cambio | Alineación e indicación manual | Cambiar pallets/utillajes en minutos |
| Repetibilidad | Depende del operario | Posicionamiento consistente (con limpieza y mantenimiento) |
| Escalabilidad | Difícil de estandarizar entre trabajos | Interfaz estándar para pallets, mordazas y utillajes |
| Flujo de inspección | A menudo requiere re-sujeción | CNC → CMM en el mismo pallet / misma referencia cero |
Si tu taller cambia trabajos con frecuencia, hace lotes cortos o quiere una ruta clara a la automatización, una placa de punto cero suele pagarse aumentando el tiempo de husillo y reduciendo la variabilidad de ajuste.
Checklist de instalación & mantenimiento
- Montar & nivelar: Atornilla la placa a la mesa y verifica el contacto plano. Sigue los pares de apriete recomendados en el catálogo.
- Conectar aire: Usa aire limpio y seco con filtración adecuada. Confirma conexiones sin fugas antes de producción.
- Verificar carrera de sujeción: Prueba ciclos abrir/cerrar y comprueba que todos los módulos enganchan de forma uniforme.
- Mantener interfaces limpias: La gestión de viruta lo es todo. Un paño rápido o soplado antes de cargar mejora la repetibilidad.
- Revisiones rutinarias: Inspecciona sellos, superficies de referencia y tornillería según tus condiciones de refrigerante y viruta.
Consejo: si planeas ampliar a pool de pallets o automatización, estandariza patrones e interfaces de pallets desde el principio; evita retrabajos.
Planificador de configuración (módulos, retícula y caso de uso)
Úsalo como guía rápida al elegir una placa de amarre de punto cero para CNC en cambios frecuentes, paletización o utillajes de 5 ejes. La idea es estandarizar la interfaz (placa + palé/utillaje) sin sacrificar espacio de herramienta, evacuación de viruta y una neumática limpia.
| Escenario | Diseño recomendado | Por qué funciona | Notas |
|---|---|---|---|
| VMC alta mezcla (mordaza de cambio rápido) | Retícula 52mm/96mm alineada con la base de la mordaza; deja accesibles los puertos de aire | Cambios en minutos sin reloj comparador; offsets más repetibles | Implementa “limpiar antes de amarrar” en cada cambio |
| HMC con torre/tombstone | Mayor separación de módulos; colocación simétrica bajo el footprint | Más rigidez para desbaste pesado y mecanizado multilateral | Planifica flujo de refrigerante/viruta para mantener limpias las caras de apoyo |
| Utillaje 5 ejes (baja altura Z) | Placa de perfil bajo + base compacta; módulos ubicados para evitar colisiones | Mejora alcance y reduce riesgos en trunnion/mesa basculante | Prioriza rigidez y acceso para palpado y verificación en proceso |
| Pool de palés / robot | Estandariza un patrón de palé y orientación fija; define acoples y colectores | Menos errores operativos y automatización más estable 24/7 | Etiquetado de palés + misma estrategia de datum entre máquinas |
| Palé CNC → CMM | Replica el patrón en inspección; mantén constantes los datums | Reduce errores de re-utillaje y facilita true position | Registra variación de re-asiento tras limpieza para validar repetibilidad |
Palabras clave long-tail: placa de punto cero para CNC, retícula 52mm 96mm, base rápida para tombstone HMC, paletización en 5 ejes.
Requisitos neumáticos y checklist de calidad de aire
Muchos problemas de repetibilidad se explican por lo básico: presión inestable, humedad/aceite y viruta en las superficies de apoyo. Usa este checklist en amarre neumático de punto cero (confirma valores exactos en el catálogo).
| Punto a revisar | Objetivo | Por qué importa |
|---|---|---|
| Presión estable | Rango típico de taller (a menudo 5–8 bar) sin caídas durante el ciclo | Asegura fuerza de amarre constante y asiento repetible |
| Filtrado y separador de agua | Filtro + trampa de agua cerca de la máquina; drenaje frecuente | Protege juntas y evita pegado o fugas |
| Conexiones limpias | Evita niebla de refrigerante en acoples; aleja mangueras del chorro de viruta | Menos contaminación y respuesta más rápida de amarre/desamarre |
| Prueba de fugas y ciclos | Repetir apertura/cierre tras montaje o mantenimiento | Detecta fugas pequeñas antes de generar paradas |
| Seguridad / interlocks | Integrar estado de amarre en lógica de CNC/robot cuando aplique | Protege herramienta, utillaje y secuencias de automatización |
Búsquedas típicas: presión de aire placa punto cero, mantenimiento módulo punto cero, paletización workholding.
Solución de problemas: repetibilidad y amarre
En producción de alta mezcla, detalles pequeños se acumulan: viruta en apoyos, par de apriete irregular o aire húmedo. Esta tabla ayuda a diagnosticar rápido los síntomas más comunes.
| Síntoma | Causa probable | Acción rápida | Prevención |
|---|---|---|---|
| Deriva de repetibilidad tras trabajos con mucha viruta | Viruta/suciedad en caras de apoyo o bajo la base del utillaje | Soplar + limpiar; re-asentar y verificar | Paso fijo de “limpiar antes de amarrar” en cada cambio |
| No bloquea completo / enganche inconsistente | Baja presión, microfugas o acoples contaminados | Revisar regulador, racores y FRL; repetir prueba de ciclos | Mantener acoples secos; drenar trampa de agua |
| El utillaje “baila” / asiento desigual | Superficie sucia/no plana o distorsión por par de apriete | Aflojar, limpiar y reapretar en cruz | Par controlado y procedimiento documentado |
| Amarre/desamarre lento | Aire húmedo o contaminación que aumenta fricción en válvulas/juntas | Revisar filtrado, secado y ruta de mangueras | Mantenimiento periódico de filtros según entorno de viruta/refrigerante |
| Se oye fuga de aire | Desgaste de juntas o racores dañados | Inspeccionar juntas/conexiones; sustituir consumibles | Registrar ciclos e intervalos de servicio en celdas críticas |
Palabras clave long-tail: repetibilidad placa punto cero, diagnóstico workholding paletizado, fuga aire módulo punto cero, variación de re-asiento.
Flujo típico de tolerancias (CNC → CMM → CNC)
Una placa de punto cero brilla cuando se convierte en tu interfaz de datum estandarizada: la pieza permanece en el mismo pallet/utillaje de mecanizado a inspección y de vuelta. Esto reduce el error por re-sujeción y hace que la repetibilidad sea una capacidad medible.
- Define la estrategia de datums pronto: Establece datums A/B/C (o un esquema de palpado) y mantenlo coherente entre programas CNC e inspección.
- Mecaniza sobre el pallet: Desbaste + acabado referenciando las mismas ubicaciones. Registra offsets y resultados de palpado en proceso.
- Inspecciona en CMM sin re-sujetar: Lleva el pallet/utillaje a la CMM y verifica rasgos críticos, true position y planitud alineados al mismo set de datums.
- Devuelve resultados al CNC: Ajusta offsets de desgaste o aplica correcciones controladas para el siguiente ciclo. Repite la secuencia de posicionamiento para confirmar estabilidad.
- Documenta la capacidad: Sigue repetibilidad de sujeción, deriva de offsets y variación al re-asentar (especialmente con mucha viruta).
| Qué registrar | Por qué importa |
|---|---|
| Notas de alineación de palpado/CMM | Asegura un flujo consistente de transferencia de datums CNC → CMM |
| Historial de offsets (desgaste + corrección) | Muestra estabilidad y ayuda a reducir scrap en trabajos repetidos |
| Variación al re-asentar tras limpieza | Valida la repetibilidad de la placa en condiciones reales |
Rasgos comunes a verificar en CMM / inspección (GD&T)
Con la pieza en el mismo pallet/utillaje, puedes seguir tendencias de GD&T entre lotes, detectar deriva temprano y reducir riesgo de re-sujeción.
- True position en agujeros, pasadores y patrones de tornillos
- Flatness de caras de referencia / superficies de sellado
- Perpendicularity entre caras críticas y taladros
- Parallelism en superficies de contacto y apilamientos
- Concentricity / coaxialidad en taladros
- Surface profile en zonas complejas o esculpidas
- Runout (circular / total) en elementos rotativos
- Re-seat variation tras limpiar y volver a sujetar
Long-tail keywords: GD&T true position tolerance, CMM pallet inspection, datum transfer, re-clamp repeatability, work offset repeatability.
Términos de búsqueda que cubre este flujo: CMM pallet inspection, datum transfer, work offset repeatability, zero-point clamping plate repeatability, re-fixturing error reduction.
Véalo en Acción
Acción de Sujeción Neumática Rápida
Experimente la velocidad y potencia satisfactorias de nuestra sujeción neumática de punto cero. Con solo presionar un botón, el sistema se activa con una fuerza inmensa y una repetibilidad perfecta, bloqueando el utillaje de forma segura. Este es el núcleo de nuestra tecnología de cambio rápido, diseñada para la fiabilidad en los entornos de producción CNC más exigentes.
Compatibilidad con Mordazas Autocentrantes: Reducción del Tiempo de Configuración en más del 90%
Una ventaja clave de la placa de punto cero manual es su perfecta compatibilidad con mordazas autocentrantes, lo que reduce el tiempo de preparación de la pieza en más del 90%. Las configuraciones tradicionales requieren alineación manual repetida, lo cual consume tiempo y es propenso a errores, afectando la calidad de la pieza. Cuando se combina con una mordaza autocentrante, la placa utiliza referencias de cero preestablecidas y autocentrado, permitiendo a los operadores fijar las piezas en segundos. Esto es vital para la producción de alta mezcla y bajo volumen con cambios frecuentes de trabajo, ya que aumenta la utilización de la máquina y la producción mientras se mantiene la precisión.


Versátil para Centros de Mecanizado Verticales/Horizontales y Sistemas de 3/4/5 Ejes
La placa de punto cero manual es altamente versátil, adaptándose a centros de mecanizado verticales/horizontales (VMC/HMC) y sistemas CNC de 3, 4 y 5 ejes. En el mecanizado vertical, estabiliza las piezas para fresado, taladrado y roscado. En configuraciones horizontales, utiliza la gravedad para soportar piezas más largas o pesadas. Para tareas complejas de 4/5 ejes como el contorneado, su alineación precisa asegura la calidad. Sirve a industrias como la automotriz, aeroespacial y fabricación de dispositivos médicos, eliminando la necesidad de múltiples herramientas especializadas, reduciendo costos y simplificando la gestión de inventario.
Centros de Mecanizado Horizontal (HMC)
Use placas de sujeción como base para soportes tipo torre (tombstone), permitiéndole preparar y cargar una configuración completa de múltiples piezas fuera de línea y cambiarla en la máquina en minutos.
Centros de Mecanizado Vertical (VMC)
Equipe su VMC con una placa de sujeción para cambiar rápidamente entre diferentes mordazas, mesas rotativas de 4º eje o utillajes personalizados específicos sin largos procedimientos de realineación.
Sistemas de Palets Automatizados
Nuestras placas de sujeción son la base ideal para sistemas de palets automatizados. Su robustez e interfaz estándar aseguran intercambios fiables y repetibles por cargadores robóticos las 24 horas del día, los 7 días de la semana.
CMM e Inspección
Transfiera una pieza directamente del CNC a la CMM en el mismo palet, utilizando una placa de sujeción idéntica como referencia. Esto elimina errores de re-fijación y asegura una medición consistente.

Caso de Estudio





Guía rápida: selección • integración • mantenimiento
Referencia compacta, pensada para el taller, para elegir la configuración correcta, integrar con tu máquina/automatización y mantener la repetibilidad estable en producción.
1) Selección: elige la configuración adecuada
| Si tu prioridad es… | Empieza por… | Por qué ayuda |
|---|---|---|
| Cambios rápidos / trabajos de alta mezcla (high-mix) | Estandariza una interfaz (punto cero / ITS / 3R) en todas tus máquinas y crea placas/palets de utillaje. | Permite preparar fuera de máquina y cambiar en segundos con mínima puesta a punto. |
| Acceso 5 ejes y espacio para herramienta | Elige componentes de perfil bajo y planifica holguras (altura total, cuerpo del sistema, acceso a llave). | Evita colisiones y conserva alcance en zonas profundas. |
| Mecanizado desatendido / celda robotizada | Añade confirmaciones (clamp-OK / pieza presente), protección contra viruta y una secuencia de recuperación. | Reduce el riesgo de mala carga y mejora la fiabilidad de la automatización. |
| Desbaste fuerte / fuerzas de corte altas | Aumenta puntos de apoyo y rigidez (más estaciones de sujeción, base más rígida, menor ‘stack-up’). | Minimiza la flexión y protege el acabado superficial. |
2) Integración: qué preparar antes de instalar
| Elemento | Opción típica | Consejo práctico |
|---|---|---|
| Montaje y referencias | Patrón de tornillos + pasadores / chavetas / borde de referencia | Define un datum maestro y guarda un pallet/pieza patrón para verificaciones rápidas. |
| Servicios | Aire limpio y seco con FRL; presión estable; (hidráulica/eléctrica si aplica) | Drena el FRL con regularidad y evita mangueras largas/restrictivas que ralentizan el accionamiento. |
| Señales de control | M-codes/PLC I/O: clamp, unclamp, clamp-OK, fallo | Usa timeouts y estados seguros; registra señales para diagnosticar paros intermitentes. |
| Validación del proceso | Macro de palpado / comparador / rutina de primera pieza | Establece una línea base de repetibilidad tras la instalación y compárala semanalmente. |
3) Mantenimiento: mantén la repetibilidad estable
| Riesgo / desgaste | Síntoma temprano | Prevención / solución rápida |
|---|---|---|
| Virutas en superficies de apoyo | La pieza se mueve, deriva la repetibilidad | Sopla con aire y limpia las caras de asiento; añade cubiertas o aire de limpieza si hace falta. |
| Juntas/rascadores y guías | Accionamiento lento, fugas, sujeción inconsistente | Inspecciona por rutina; evita refrigerante/abrasivos; cambia consumibles de forma preventiva. |
| Tornillería floja / caras dañadas | Desalineación inesperada, marcas por vibración | Revisa par de apriete; usa pasadores; elimina pequeñas rebabas con piedra (sin ‘mecanizar’ el datum). |
| Aire/aceite contaminado | Movimiento pegajoso, alarmas en automatización | Mejora la filtración y el secado; drena depósitos; ten un kit básico de repuestos. |
¿Necesitas CAD/STEP, patrón de montaje o una recomendación para tu pieza?
ContáctanosPreguntas Frecuentes
01 ¿Cómo reduce el tiempo de preparación una placa de punto cero frente a las ranuras en T tradicionales?
Una placa de punto cero reemplaza la alineación manual con ranuras en T, que puede tardar entre 30 y 60 minutos, por un sistema de 'bloqueo y listo'. Los utillajes con pernos de punto cero se colocan en la placa y se sujetan neumáticamente en segundos. Esto reduce el tiempo de preparación en más del 90%, permitiendo a los operadores cambiar trabajos en menos de 5 minutos con una repetibilidad de nivel micrométrico, aumentando drásticamente el tiempo de actividad de la máquina.
02 ¿Cuál es la repetibilidad típica que puedo esperar de esta placa de sujeción?
Nuestras placas de sujeción de punto cero, que cuentan con módulos rectificados con precisión y conos de localización de acero endurecido, garantizan una repetibilidad de ≤ 0.005 mm (5 micras). Esto le permite retirar un utillaje, ejecutar un trabajo diferente y volver a montar el utillaje original con la certeza de que sus ceros de pieza (offsets) permanecen inalterados.
03 ¿Cuál es la diferencia entre una placa de sujeción de acero y una de aluminio?
Elija Acero para máxima rigidez, amortiguación de vibraciones y resistencia al desgaste, siendo ideal para fresado pesado y entornos de alta producción. Elija Aluminio (típicamente 7075-T6 de alto grado) cuando el peso sea una preocupación, como en mesas de máquina más pequeñas con límites de carga, para torres de 4º eje o en sistemas automáticos de cambio de palets donde la masa reducida es crítica para cambios más rápidos.
04 ¿Qué mantenimiento requieren los módulos neumáticos integrados?
El mantenimiento es mínimo. Recomendamos una inspección visual diaria y limpieza de escombros de los módulos. Asegúrese de que su suministro de aire esté limpio y seco (usando una unidad FRL) para proteger los sellos internos. Periódicamente (por ejemplo, cada 6 meses), verifique si hay fugas de aire y aplique un aceite ligero para herramientas neumáticas en la entrada de aire para mantener un funcionamiento suave. Los módulos están completamente sellados contra refrigerante y virutas.
05 ¿Puedo usar esta placa para inspección en una CMM también?
Sí, esta es una ventaja importante. Puede mecanizar una pieza en un palet sujeto a nuestra placa en el CNC, luego soltar el palet completo y moverlo a una CMM (Máquina de Medición por Coordenadas) equipada con una placa de punto cero idéntica. Este proceso de 'configuración única' elimina los errores de re-fijación, ya que el sistema de coordenadas de la pieza se conserva perfectamente desde el mecanizado hasta la inspección, mejorando drásticamente el control de calidad y la consistencia.
06 ¿Son estas placas compatibles con mis mordazas autocentrantes existentes?
Absolutamente. Puede adaptar fácilmente sus mordazas existentes (como Kurt, Schunk o mordazas autocentrantes Nextas) a la placa de punto cero. Simplemente monte nuestros pernos de sujeción estándar (por ejemplo, espaciado de 52 mm o 96 mm) en la parte inferior de su mordaza. Esto convierte su mordaza en un componente de cambio rápido que se puede montar o quitar de la placa en segundos.
07 ¿Qué repetibilidad puedo esperar de una placa de sujeción de punto cero?
En taller, la repetibilidad depende sobre todo de la limpieza de la interfaz, el control de viruta y una secuencia de sujeción consistente. Con buena práctica de limpieza y montaje rígido, obtienes re-clamp repeatability estable para transferir offsets y datos de medición (CNC → CMM) con confianza.
08 ¿Necesito requisitos especiales de aire para el sistema neumático?
Lo clave es usar aire limpio y seco con filtración y regulación adecuadas. Verifica que no haya fugas y sigue las recomendaciones del catálogo para que todos los módulos actúen de forma uniforme y mantengas la precisión repetible.
09 ¿Cómo evito que la viruta afecte la precisión?
Antes de cada carga, realiza una limpieza rápida (paño o soplado) en superficies de apoyo y pernos. Puedes añadir protecciones, boquillas de refrigerante dirigidas y un estándar de limpieza. En trabajos con mucha viruta, esto marca la diferencia en el posicionamiento.
10 ¿Puedo usar la placa en utillajes 4.º/5.º eje y transferir a CMM?
Sí. Mantener la pieza en el mismo pallet/utillaje facilita el datum transfer y reduce errores por re-sujeción. Solo cuida la altura Z, la rigidez y el layout de módulos para evitar vibración y asegurar acceso de la CMM.
Datos del Producto y Checklist de Evaluación
Una placa de sujeción es su base—los compradores deben validar planitud, dureza, patrón de pernos y ganancias reales de configuración.
Especificaciones clave
| Función de la placa | Placa base universal para configuraciones de cambio rápido repetibles |
|---|---|
| Interfaz | Diseño de receptor que coincida con su estándar de punto cero |
| Cara de referencia | Superficie rectificada con precisión para transferencia de datum estable |
| Acción de sujeción | Opciones manual / neumática (según modelo) |
| Montaje | Orificios pasantes / patrones roscados (varía según tamaño) |
| Personalización | El patrón de pernos, la orientación del puerto y el tamaño se pueden personalizar |
Consejo: comparta su material de pieza, modelo de máquina y tiempo de takt objetivo. Propondremos la configuración correcta y objetivos medibles.
Compatibilidad y estándares
- Se empareja con receptores de punto cero y pernos de tracción en su estándar de taller.
- Funciona con mordazas, dispositivos de cola de milano, mandriles, lápidas y placas personalizadas.
- Diseñado para repetibilidad al retirar/reinstalar accesorios en máquinas.
Resultados medidos (antes → después)
- Reducción de tiempo de cambio: elimine la reindexación repetida entre trabajos.
- Más tiempo de husillo activo: más tiempo de corte, menos tiempo de inactividad por configuración.
- Mejor consistencia entre turnos: el montaje estandarizado reduce la variación.
Configuración de sujeción
- Definir patrón: posiciones de receptor, ubicaciones de pernos y espacio libre de herramientas.
- Plan de datum: cómo la placa hace referencia a la mesa de la máquina/pallet y los datums de la pieza.
- Planificación de acceso: garantice el alcance de 5 lados, evacuación de virutas y flujo de refrigerante.
Evidencia y prueba
- Dibujo de placa con patrón de receptor y requisitos de planitud.
- Fotos en la mesa que muestren cambio de accesorio y configuración repetida.
- Checklist de verificación: planitud, paralelismo y pruebas de repetición de resujeción.
Entrega y apoyo
- Tamaños estándar disponibles; patrones personalizados compatible para accesorios OEM.
- Opciones de embalaje: cartón protector / caja de madera para placas pesadas.
- Postventa: orientación de expansión de patrón y planificación de pernos/receptores de repuesto.
Recursos y Descargas
Productos Relacionados

Sistemas de Punto Cero
Los módulos de sujeción centrales que proporcionan la fuerza de bloqueo y la precisión.
Ver Detalles —
Mordaza Neumática
Ideal para líneas de producción automatizadas, ofreciendo una sujeción rápida y estable.
Ver Detalles —
Mandril Serie-R
Mandril neumático de alta precisión para aplicaciones estacionarias y rotativas.
Ver Detalles —