Введите ваш e-mail, чтобы запросить брошюру. Из-за разницы во времени мы отправим её следующим рабочим утром (GMT+8, пекинское время).

Основа модульной фиксации
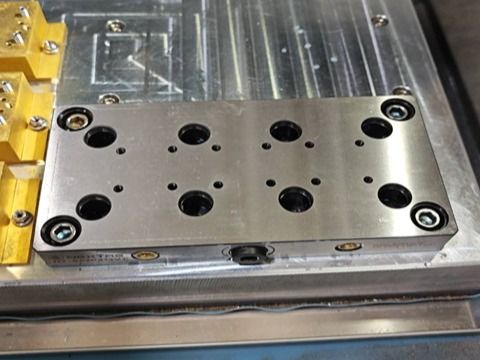
Плита нулевого базирования
Фундамент для максимальной гибкости
Плита зажима с нулевой точкой Nextas создаёт стандартизированную базу для оснастки, тисков и специальных приспособлений. Она помогает сократить время наладки, повысить повторяемость и держать стол станка готовым к более быстрым сменам.
Стандартизированный интерфейс станкаМгновенно создайте универсальную сетку на столе станка, позволяющую каждый раз устанавливать любое приспособление или паллету с идеальным выравниванием.
Исключительная жесткость и стабильностьПрецизионно шлифованные из высококачественных материалов, наши плиты обеспечивают прочную, стабильную основу, которая поглощает вибрацию и выдерживает большие силы резания.
Истинная модульностьДоступны в различных размерах и конфигурациях (одинарные, двойные, с четырьмя модулями) для любого стола станка и применения, от небольших тисков до крупных зажимных колонн.
Лучший выбор
Выберите эту страницу, когда столу станка нужен единый повторяемый стандарт базирования
Это самый чистый первый шаг для тисков, паллетных плит и модульных приспособлений, которым нужна быстрая замена без запуска полного проекта автоматизации в первый день.
Сначала сравните
Проверьте семейство 52/96 мм, габариты плиты и путь модернизации
Это сравнение обычно показывает покупателям, достаточно ли ручной базовой плиты сейчас или стоит заранее планировать пневматический или APC-совместимый маршрут.
Далее
Используйте быстрые ссылки вместо просмотра всей страницы
Перейдите прямо к выбору, интеграции и обслуживанию, если планирование компоновки — реальное узкое место.
Ключевые преимущества
- Стандартизированный интерфейс станка: Мгновенно создайте универсальную сетку на столе станка, позволяющую каждый раз устанавливать любое приспособление или паллету с идеальным выравниванием.
- Исключительная жесткость и стабильность: Прецизионно шлифованные из высококачественных материалов, наши плиты обеспечивают прочную, стабильную основу, которая поглощает вибрацию и выдерживает большие силы резания.
- Истинная модульность: Доступны в различных размерах и конфигурациях (одинарные, двойные, с четырьмя модулями) для любого стола станка и применения, от небольших тисков до крупных зажимных колонн.
- Принцип «Подключи и работай»: Значительно упрощает внедрение системы нулевого базирования. Просто прикрутите плиту к Т-образным пазам станка и подключите подачу воздуха, чтобы начать экономить время на наладке.
Технические характеристики
| Параметр | Характеристика |
|---|---|
| Материал плиты | Закалённая нержавеющая сталь |
| Плоскостность / Параллельность | ≤0,005 мм |
| Стандартные размеры (Д x Ш) | См. каталог |
| Встроенные модули | 1, 2, 4 или более, в зависимости от размера плиты |
| Шаг модулей (сетка) | Стандартный 52 мм, 96 мм, 200 мм или индивидуальная конфигурация |
| Система монтажа | Предназначена для стандартных столов с Т-образными пазами или прямого монтажа |
| Обработка поверхности | Антикоррозийное покрытие |

Создано как надежный фундамент
Плита нулевого базирования Nextas служит важнейшим связующим звеном между вашим станком и зажимной оснасткой. Каждая плита тщательно изготовлена из высококачественной стали со снятием напряжений или алюминия и прецизионно отшлифована для достижения высокой плоскостности и параллельности. Это гарантирует, что микронная точность встроенных модулей нулевого базирования идеально передается вашей заготовке. Плиты имеют стандартизированную сетку (например, 52 мм/96 мм) и встроенную разводку для пневматического привода, что делает наладку чистой, простой и невероятно быстрой.
Отраслевой стандарт модулей 52 мм / 96 мм
Плита нулевого базирования с ручным или пневматическим управлением использует стандартную конструкцию модулей с шагом 52 мм или 96 мм, обеспечивая высокую совместимость с мировыми системами инструментальной оснастки для ЧПУ. Эта стандартизация позволяет избежать проблем с нестандартной адаптацией, обеспечивая простую интеграцию как в небольших мастерских, так и на крупных производствах. Два размера модулей удовлетворяют различные потребности по весу и размеру заготовок, повышая гибкость при выполнении разнообразных задач обработки. Благодаря широкой доступности запасных частей упрощается обслуживание и замена.
Как выбрать подходящую плиту нулевого базирования
Плита нулевого базирования — это больше, чем «базовая плита»: она становится вашей стандартизированной интерфейсной плитой станка. Правильно выбранная конфигурация заранее дает повторяемую точность, быстрые переналадки и более прямой путь к паллетизации.
1) Размер плиты & крепление
Сопоставьте габарит плиты с ходами стола и схемой Т-пазов. Учтите зазоры для траекторий, поток СОЖ и эвакуацию стружки. При частых сменах многие цеха стандартизируют одну «домашнюю» плиту на станок.
2) Раскладка модулей & шаг сетки
Выбирайте стандарт 52 мм/96 мм, если нужна широкая совместимость с паллетами, тисками и оснасткой. Для крупных деталей и тяжелого резания больший разнос (или больше модулей) повышает жесткость и грузоподъемность.
3) Тип зажима/оснастки
Для high-mix важны быстросменные тиски и стандартизированные паллеты. Для 4/5-осевой обработки — жесткость, высота Z и повторяемое базирование, чтобы переносить деталь с CNC на CMM без перенастройки оснастки.
Плита нулевого базирования vs традиционные Т-пазы
| Что важно | Установка в Т-пазах | Плита нулевого базирования |
|---|---|---|
| Время переналадки | Ручная индикация и выверка | Смена паллет/оснастки за минуты |
| Повторяемость | Зависит от оператора | Стабильное позиционирование (при чистоте и обслуживании) |
| Масштабируемость | Сложно стандартизировать между заданиями | Стандартный интерфейс для паллет, тисков и оснастки |
| Контроль/измерение | Часто требуется переустановка | CNC → CMM на той же паллете / той же нулевой базе |
Если у вас частые смены заданий, короткие серии или план автоматизации, плита нулевого базирования обычно окупается ростом времени работы шпинделя и снижением вариативности наладки.
Чек-лист установки & обслуживания
- Установить & выровнять: Закрепите плиту на столе и убедитесь в полном контакте. Соблюдайте рекомендованный момент затяжки из каталога.
- Подключить воздух: Используйте чистый сухой воздух с фильтрацией. Перед запуском проверьте герметичность соединений.
- Проверить ход зажима: Протестируйте циклы открытия/закрытия и убедитесь, что все модули срабатывают одинаково.
- Держать интерфейсы чистыми: Стружка — главный враг. Быстрое протирание или продувка перед установкой повышает повторяемость.
- Плановые проверки: Контролируйте уплотнения, базовые поверхности и крепеж по графику, исходя из условий СОЖ и стружки.
Совет: если планируете пул паллет или автоматизацию, заранее стандартизируйте шаги и интерфейсы паллет — это экономит переделки позже.
Планировщик конфигурации (модули, шаг сетки и сценарий)
Короткая памятка для выбора плиты нулевой точки для CNC при частых переналадках, паллетизации или 5-осевых приспособлениях. Идея — стандартизировать интерфейс (плита + паллета/приспособление), сохранив зазор инструмента, отвод стружки и удобную пневматику.
| Сценарий | Рекомендуемая компоновка | Почему это работает | Примечания |
|---|---|---|---|
| VMC high-mix (быстрая смена тисков) | Сетка 52mm/96mm под основание тисков; оставить доступ к портам воздуха | Смена в минуты без индикатора; стабильные смещения (work offset) | Добавьте шаг “очистить перед зажимом” в каждую переналадку |
| HMC tombstone (многосторонняя обработка) | Больше разнос модулей; симметрично под footprint | Выше жёсткость для тяжёлых режимов и многосторонних установок | Продумайте поток СОЖ/стружки, чтобы базовые поверхности оставались чистыми |
| 5-осевое приспособление (низкая Z-высота) | Низкопрофильная плита + компактная база; расположить модули под проход инструмента | Лучший доступ и меньше коллизий на trunnion/наклонных столах | Приоритет: жёсткость и доступ к щупу/контролю в процессе |
| Паллет-пул / робот | Стандартизировать один рисунок паллеты и ориентацию; продумать коллектор и быстросъёмы | Меньше ошибок и более надёжная автоматизация 24/7 | Маркируйте паллеты и фиксируйте стратегию баз (датумов) между станками |
| Паллета CNC → CMM | Повторить рисунок плиты на измерительной стороне; сохранять те же датумы | Меньше ошибок переустановки и проще контроль true position | Отслеживайте “re-seat” вариацию после очистки — это показатель реальной повторяемости |
Длинные запросы: плита нулевой точки CNC, сетка 52mm 96mm, быстросменная база HMC tombstone, паллетизация 5 осей.
Требования к пневматике и чек-лист качества воздуха
Большинство жалоб на повторяемость связано с базовыми вещами: нестабильное давление, влага/масло и стружка на базовых поверхностях. Используйте этот чек-лист для пневматического zero-point зажима (точные значения уточняйте в каталоге).
| Пункт проверки | Цель | Почему важно |
|---|---|---|
| Стабильное давление | Типичный цеховой диапазон (часто около 5–8 bar) без просадки на цикле | Постоянная сила зажима и повторяемая посадка |
| Фильтрация и влагоотделитель | Фильтр + влагоотделитель рядом со станком; регулярно сливать конденсат | Защищает уплотнения и снижает риск подклинивания/утечек |
| Чистые быстросъёмы | Держать подальше от тумана СОЖ; выводить шланги из зоны продувки стружки | Меньше загрязнений и быстрее зажим/разжим |
| Тест утечек и циклов | Серия открытий/закрытий после монтажа или обслуживания | Ловит мелкие утечки до простоя |
| Безопасность / interlock | При необходимости: статус зажима в логике станка/робота | Защищает инструмент, оснастку и последовательности автоматизации |
Типичные запросы: давление воздуха плита нулевой точки, обслуживание zero-point модуля, паллетизация workholding.
Поиск неисправностей: повторяемость и зажим
В high-mix производстве мелочи складываются: стружка на базах, неравномерный момент затяжки, влажный воздух. Таблица ниже помогает быстро диагностировать распространённые симптомы.
| Симптом | Вероятная причина | Быстрое действие | Профилактика |
|---|---|---|---|
| Падение повторяемости после “стружко-тяжёлых” операций | Стружка/грязь на базовых поверхностях или под основанием оснастки | Продувка + протирка; повторная посадка и проверка | Стандартный шаг “очистить перед зажимом” при каждой смене |
| Не полностью фиксирует / непостоянное защёлкивание | Низкое давление, микро-утечки или загрязнённые быстросъёмы | Проверить редуктор, фитинги и FRL; повторить тест циклов | Держать быстросъёмы сухими; регулярно сливать конденсат |
| Оснастка “качает” / посадка неравномерная | Поверхность не чистая/не плоская или плита деформируется от затяжки | Ослабить, очистить, затянуть крест-накрест | Контролировать момент и документировать процедуру монтажа |
| Зажим/разжим ощущается медленным | Влага/загрязнения повышают трение в клапанах/уплотнениях | Проверить фильтрацию, осушение и трассировку шлангов | Планировать сервис фильтров по условиям СОЖ/стружки |
| Слышна утечка воздуха | Износ уплотнений или повреждение фитингов | Осмотреть уплотнения/соединения; заменить расходники | Вести учёт циклов и интервалов обслуживания для критичных участков |
Длинные запросы: повторяемость плиты нулевой точки, диагностика паллетизации workholding, утечка воздуха zero-point модуль, re-seat variation CNC.
Типовой допусковый workflow (CNC → CMM → CNC)
Плита нулевого базирования раскрывается, когда становится стандартизированным датум-интерфейсом: деталь остается на той же паллете/оснастке от обработки до измерения и обратно. Это снижает ошибку переустановки и делает повторяемость измеримой.
- Рано закрепите датум-стратегию: Определите базы A/B/C (или схему зондирования) и держите их одинаковыми в CNC-программах и контроле.
- Обрабатывать на паллете: Черновая + чистовая с теми же базами. Записывайте смещения и результаты зондирования в процессе.
- Измерять на CMM без переустановки: Перенесите паллету/оснастку на CMM и проверьте критические признаки, true position и плоскостность относительно тех же баз.
- Вернуть результаты в CNC: Обновите wear offsets или внесите контролируемые коррекции в следующий цикл. Повторите ту же последовательность базирования для подтверждения стабильности.
- Документировать capability: Отслеживайте повторяемость зажима, дрейф смещений и re-seat variation (особенно после операций с большим количеством стружки).
| Что фиксировать | Зачем это нужно |
|---|---|
| Заметки по выверке зонда/CMM | Обеспечивает стабильный перенос баз CNC → CMM |
| История смещений (износ + коррекция) | Показывает стабильность и помогает снизить брак на повторяемых заказах |
| Re-seat variation после очистки | Подтверждает repeatability плиты в реальных условиях |
Типовые признаки для проверки на CMM / контроле (GD&T)
Когда деталь остается на одной паллете/оснастке, можно отслеживать тренды GD&T, рано ловить дрейф и снижать риск переустановки.
- True position отверстий, штифтов и болтовых схем
- Flatness базовых/уплотняемых поверхностей
- Perpendicularity между плоскостями и отверстиями
- Parallelism для сопрягаемых поверхностей и stack-up
- Concentricity / соосность отверстий
- Surface profile на сложных участках
- Runout (круговое / полное) на вращающихся элементах
- Re-seat variation после очистки и повторного зажима
Long-tail keywords: GD&T true position tolerance, CMM pallet inspection, datum transfer, re-clamp repeatability, work offset repeatability.
Поисковые запросы, которые поддерживает этот workflow: CMM pallet inspection, datum transfer, work offset repeatability, zero-point clamping plate repeatability, re-fixturing error reduction.
Посмотрите в действии
Быстрое пневматическое зажимное действие
Оцените скорость и мощь нашего пневматического зажима с нулевой точкой. Одним нажатием кнопки система включается с огромной силой и идеальной повторяемостью, надежно фиксируя приспособление. Это ядро нашей технологии быстрой смены, разработанное для надежности в самых требовательных производственных условиях ЧПУ.
Примеры внедрения (Кейсы)





Шпаргалка: выбор • интеграция • обслуживание
Компактная «цеховая» памятка: помогает выбрать конфигурацию, корректно интегрировать с станком/автоматизацией и удерживать стабильную повторяемость в производстве.
1) Выбор: подобрать правильную конфигурацию
| Если важнее всего… | Начните с… | Почему это помогает |
|---|---|---|
| Быстрая переналадка / high-mix | Стандартизируйте один интерфейс (zero-point / ITS / 3R) на всех станках и используйте плиты/паллеты оснастки. | Позволяет готовить вне станка и менять за секунды с минимальной переустановкой баз. |
| Доступ в 5-осях и зазоры инструмента | Выбирайте низкопрофильные решения и заранее планируйте зазоры (высота стека, корпус, доступ ключа). | Снижает риск столкновений и сохраняет доступ к глубоким зонам. |
| Безлюдная работа / робот-ячейка | Добавьте подтверждения (clamp-OK / наличие детали), защиту от стружки и сценарий восстановления. | Уменьшает риск неправильной загрузки и повышает надёжность автоматизации. |
| Черновая обработка / большие силы резания | Увеличьте опоры и жёсткость (больше точек зажима, более жёсткая база, меньшая высота стека). | Снижает прогиб и защищает качество поверхности. |
2) Интеграция: что подготовить перед установкой
| Пункт | Типичный вариант | Практический совет |
|---|---|---|
| Крепление и базы | Схема болтов + штифты / шпонки / базовая кромка | Определите мастер-базу и держите эталонную паллету/деталь для быстрой проверки. |
| Коммуникации | Чистый сухой воздух с FRL; стабильное давление; (гидравлика/электрика при необходимости) | Регулярно сливайте FRL и избегайте длинных/дросселирующих шлангов, которые замедляют срабатывание. |
| Сигнальный обмен | M-коды/PLC I/O: clamp, unclamp, clamp-OK, fault | Используйте таймауты и безопасные состояния; логируйте сигналы для поиска «плавающих» простоев. |
| Валидация процесса | Макрос щупа / индикатор / первая деталь | Зафиксируйте базовую повторяемость после установки и сравнивайте еженедельно. |
3) Обслуживание: сохранить повторяемость
| Риск / износ | Ранний симптом | Профилактика / быстрый фикс |
|---|---|---|
| Стружка на базовых поверхностях | Деталь смещается, повторяемость «плывёт» | Продувка + протирка посадочных поверхностей; при необходимости — кожухи/очистка воздухом. |
| Уплотнения/скребки и направляющие | Медленное срабатывание, утечки, нестабильный зажим | Плановый осмотр; защищать от СОЖ/абразива; заранее менять расходники. |
| Ослабленные крепежи / повреждённые контакты | Неожиданное смещение, следы вибрации | Контроль момента; штифты; аккуратно убрать мелкие задиры (не «фрезеровать» базу). |
| Загрязнённый воздух/масло | Заедания, тревоги в автоматизации | Улучшить фильтрацию/осушение; сливать стаканы; держать простой комплект ЗИП. |
Нужны CAD/STEP, схема крепления или рекомендация под вашу деталь?
СвязатьсяЧасто задаваемые вопросы
01 Как плита нулевого базирования сокращает время наладки по сравнению с Т-образными пазами?
Плита нулевого базирования заменяет ручное выравнивание с помощью Т-образных пазов, которое может занимать 30-60 минут, на систему «установи и закрепи». Приспособления с зажимными штревелями устанавливаются на плиту и пневматически фиксируются за считанные секунды. Это сокращает время наладки более чем на 90%, позволяя операторам менять задания менее чем за 5 минут с микронной повторяемостью, что значительно увеличивает время безотказной работы станка.
02 Какую повторяемость можно ожидать от этой зажимной плиты?
Наши плиты нулевого базирования, оснащенные прецизионно шлифованными модулями и закаленными стальными центрирующими конусами, гарантируют повторяемость ≤0,005 мм (5 микрон). Это позволяет вам снимать приспособление, выполнять другое задание и снова устанавливать исходное приспособление с уверенностью, что привязки (офсеты) детали остались неизменными.
03 В чем разница между стальной и алюминиевой зажимной плитой?
Выбирайте Сталь для максимальной жесткости, гашения вибраций и износостойкости, что подходит для тяжелого фрезерования и условий серийного производства. Выбирайте Алюминий (обычно высокопрочный 7075-T6), когда важен вес, например, на небольших столах станков с ограничениями по нагрузке, для зажимных колонн 4-й оси или в автоматизированных системах смены паллет, где уменьшенная масса критична для более быстрой смены.
04 Какое обслуживание требуется для встроенных пневматических модулей?
Обслуживание минимально. Мы рекомендуем ежедневный визуальный осмотр и очистку модулей от стружки. Убедитесь, что подаваемый воздух чистый и сухой (используйте блок подготовки воздуха FRL) для защиты внутренних уплотнений. Периодически (например, раз в 6 месяцев) проверяйте на наличие утечек воздуха и наносите легкое масло для пневмоинструмента на впускное отверстие для поддержания плавной работы. Модули полностью герметичны от СОЖ и стружки.
05 Могу ли я использовать эту плиту также для проверки на КИМ?
Да, это важное преимущество. Вы можете обработать деталь на паллете, закрепленной на нашей плите на станке с ЧПУ, затем открепить всю паллету и переместить ее на КИМ (Координатно-измерительную машину), оснащенную идентичной плитой нулевого базирования. Этот процесс «единой установки» устраняет ошибки повторного базирования, так как система координат детали идеально сохраняется от обработки до контроля, что значительно улучшает контроль качества.
06 Совместимы ли эти плиты с моими существующими самоцентрирующимися тисками?
Абсолютно. Вы можете легко адаптировать свои существующие тиски (например, Kurt, Schunk или самоцентрирующиеся тиски Nextas) к плите нулевого базирования. Вы просто устанавливаете наши стандартные зажимные штревели (например, с шагом 52 мм или 96 мм) на нижнюю часть ваших тисков. Это превращает ваши тиски в быстросменный компонент, который можно устанавливать или снимать с плиты за секунды.
07 Какую повторяемость можно ожидать от плиты нулевого базирования?
На практике повторяемость зависит от чистоты интерфейса, контроля стружки и одинаковой последовательности зажима. При чистых базовых поверхностях и жестком монтаже вы получаете стабильную re-clamp repeatability для уверенного переноса offset’ов и результатов измерений (CNC → CMM).
08 Нужны ли особые требования к воздуху для пневмозажима?
Главное — чистый сухой воздух с нормальной фильтрацией и регулировкой. Проверьте отсутствие утечек и следуйте рекомендациям из каталога, чтобы модули срабатывали равномерно и сохраняли повторяемую точность.
09 Как не допустить влияния стружки на точность?
Перед каждой установкой сделайте быструю очистку (протирка или продувка) базовых поверхностей и штифтов/болтов. Помогают кожухи, направленные сопла СОЖ и стандарт по чистке. На «стружечных» операциях это критично для стабильного позиционирования.
10 Можно ли использовать плиту для 4/5-осевых приспособлений и переноса на CMM?
Да. Сохранение детали на той же паллете/оснастке улучшает datum transfer и снижает ошибки переустановки. Учитывайте высоту Z, риски столкновений и достаточную жесткость/раскладку модулей под вашу операцию.
Совместимость с самоцентрирующимися тисками: сокращение времени наладки на 90%
Ключевым преимуществом плиты нулевого базирования является ее идеальная совместимость с самоцентрирующимися тисками, что сокращает время установки заготовки более чем на 90%. Традиционная установка требует многократного ручного выравнивания, что занимает много времени и чревато ошибками. В паре с самоцентрирующимися тисками плита использует предварительно установленные нулевые точки и автоцентрирование, позволяя операторам фиксировать заготовки за секунды. Это жизненно важно для многономенклатурного мелкосерийного производства (High-Mix Low-Volume) с частой сменой заданий.


Универсальность для вертикальных/горизонтальных обрабатывающих центров и 3/4/5-осевых систем
Плита обладает высокой универсальностью, подходя для вертикальных (VMC) и горизонтальных (HMC) обрабатывающих центров, а также для 3-х, 4-х и 5-осевых систем ЧПУ. При вертикальной обработке она стабилизирует заготовки для фрезерования, сверления и нарезания резьбы. В горизонтальных установках она использует гравитацию для поддержки длинных/тяжелых заготовок. Для сложных 4/5-осевых задач, таких как контурная обработка, ее точное выравнивание гарантирует качество. Она используется в автомобильной, аэрокосмической и медицинской промышленности, устраняя необходимость во множестве специализированных инструментов.
Горизонтальные обрабатывающие центры (HMC)
Используйте зажимные плиты в качестве основания для зажимных колонн (тумб), что позволяет подготавливать и загружать целую многоместную наладку вне станка и менять ее за считанные минуты.
Вертикальные обрабатывающие центры (VMC)
Оснастите свой VMC зажимной плитой, чтобы быстро переключаться между различными тисками, поворотными столами 4-й оси или специальными приспособлениями без длительных процедур выравнивания.
Автоматизированные пулы паллет
Наши зажимные плиты являются идеальным фундаментом для автоматизированных паллетных систем. Их надежность и стандартный интерфейс обеспечивают надежную и повторяемую смену роботизированными загрузчиками 24/7.
КИМ и контроль качества
Перемещайте заготовку непосредственно со станка с ЧПУ на КИМ на одной и той же паллете, используя идентичную зажимную плиту в качестве эталона. Это устраняет ошибки перебазирования и обеспечивает согласованность измерений.

Ресурсы и загрузки
Похожие продукты

Системы нулевого базирования
Основные зажимные модули, обеспечивающие силу фиксации и точность.
Подробнее →
Пневматические тиски
Идеальны для автоматизированных производственных линий, обеспечивают быстрый и стабильный зажим.
Подробнее →
Патрон серии R
Высокоточный пневматический патрон для стационарных и поворотных применений.
Подробнее →