Системы нулевой точки, тиски и оснастка, готовая к автоматизации, для авиации, автопрома, медицины, пресс-форм и многономенклатурного CNC-производства.
Повышенная сила зажима и прочная оснастка повышают стабильность при черновой обработке.
Пришлите чертёж и модель станка — предложим конфигурацию (подплита → база → оснастка) и чек-лист приёмки.
Отраслевые решения для зажима заготовок
Узнайте, как оснастка Nextas помогает решать важные производственные задачи в разных отраслях.
Авиакосмическая и оборонная промышленность
Производство сложных компонентов, таких как лопатки турбин и элементы силового каркаса. Наши системы базирования с нулевой точкой обеспечивают надежную повторяемость, что важно для жестких допусков и сложных в обработке материалов.
Сокращение времени наладки для многономенклатурного мелкосерийного производства.
Обеспечение высокой жесткости при обработке твердых сплавов.
Стабильность процесса для многооперационной обработки деталей.
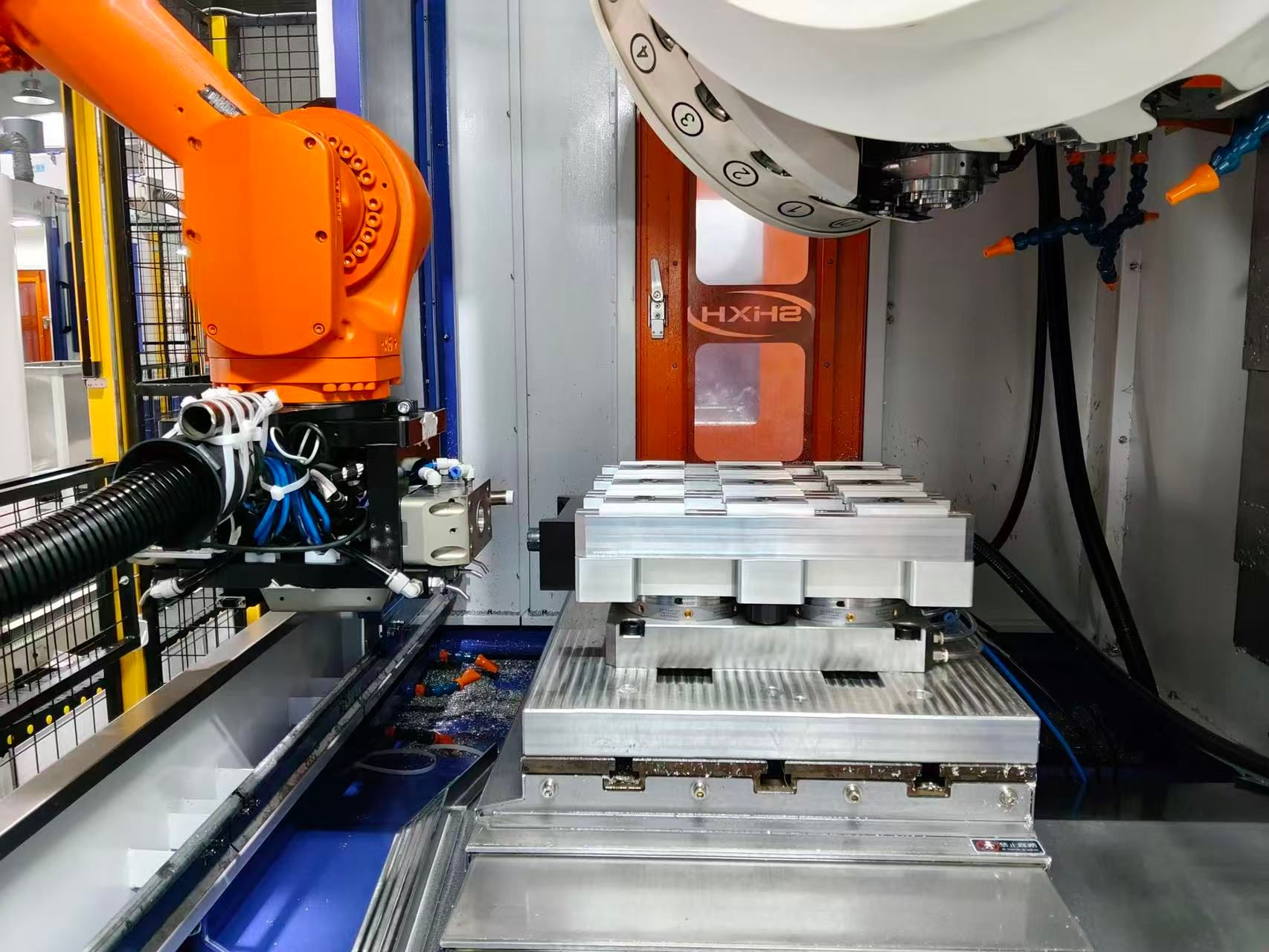
Автомобильная промышленность
Ускорьте производство блоков цилиндров, картеров трансмиссии и компонентов шасси. Наши патроны, готовые к автоматизации, легко интегрируются с роботизированной загрузкой, обеспечивая возможность «безлюдного» производства и максимизируя пропускную способность.
Быстрая переналадка между различными моделями деталей.
Надежный зажим для высокоскоростной обработки.
Интеграция с накопителями паллет и ГПС (FMS) для полной автоматизации.
Медицинская техника
Изготовление сложных хирургических инструментов и ортопедических имплантатов. Наши компактные прецизионные приспособления подходят для деталей со сложной геометрией в медицинском производстве.
Надежное удержание мелких и хрупких деталей без деформации.
Поддержание микронной точности при многократных переустановках.
Обеспечение чистоты обработки без загрязнений.
Пресс-формы и штампы
Повышение эффективности производства высокоточных пресс-форм, штампов и электродов. Наши системы обеспечивают высокую силу зажима и доступность, позволяя выполнять сложную 3D-обработку и получать качественные поверхности.
5-сторонний доступ к заготовке за один установ.
Мощное усилие зажима для черновой силовой обработки.
Сокращение сроков производства и ремонта оснастки.
Полупроводники и электроника
Высокоточное позиционирование для коммуникационных компонентов и деталей полупроводникового оборудования.
Повторяемые базы для многооперационной обработки и контроля
Стабильный зажим без деформации тонких элементов
Быстрая смена для high-mix точных работ
Lights-out автоматизация
Быстросменные паллеты и повторяемое позиционирование для роботов, pallet pool и безоператорных смен.
Пневмоплиты zero-point для надёжных циклов смены
Автосмена паллет для увеличения загрузки шпинделя
Стандартизированные паллеты в нескольких CNC-ячейках
Разбор по отраслям
Авиация и оборона
В 5-осевой обработке титана/Inconel и сложной геометрии решают жёсткость и повторяемость — это разница между стабильным резанием и браком.
Типичные сложности
Вибрации при черновой обработке прочных сплавов
Несколько операций должны держать один и тот же базис
Ограничения доступа инструмента на импеллерах/корпусах
Рекомендуемый подход Nextas
Стандартизируйте zero-point базу (±0.002 mm), чтобы сохранять один и тот же базис между операциями.
Крупные приспособления ставьте на zero-point плиту для жёсткости и стабильного базирования.
Как сохранить один datum между черновой и чистовой обработкой на разных станках?
Начните с базовой платформы Zero-Point System. Устанавливайте оснастку на Clamping Plate, чтобы переустановка возвращалась к тому же базированию без повторной индикации.
Как обеспечить максимальный доступ инструмента в 5 осях?
Ок для разовых работ, но повтор зависит от оператора
Больше подбора, чтобы не повредить поверхность
Тяжелее масштабировать повторяющиеся партии
Повторяемая база + стабильный зажим
Более стабильное базирование между партиями
Проще контролировать стратегию зажима
Подходит для high-mix с возвратными задачами
Пример: Возьмите Verified Case Studies как шаблон проверки и адаптируйте чек-лист под медицинские детали.
Типовые детали / задачи
имплантыхирургические инструментыточные компонентытонкие стенкималые партиивысокая чистота поверхности
FAQ по отрасли — Медицинские изделия
Как избежать следов, сохранив жёсткость?
Используйте контролируемую геометрию контакта (часто Self-Centering Vise) и стандартизируйте базу, чтобы не приходилось «пережимать» после каждой переустановки.
Как обеспечить повторяемость на маленьких и деликатных деталях?
Начните с базы Zero-Point System и проектируйте верхнюю оснастку так, чтобы поддерживать без деформации. Ключ: стабильная локализация + мягкие контактные поверхности.
точные деталиэлементы базированиямодулималые приспособленияжёсткие допускиповторные партии
FAQ по отрасли — Полупроводники и электроника
Как повысить повторяемость без потери времени на индикацию?
Используйте повторяемую базу, например Zero-Point System. Цель — детерминированная переустановка и более быстрая верификация.
Подходит ли для малых деталей и автоматизированных ячеек?
Да: на малых деталях выгода от повторяемого позиционирования особенно заметна. Стабильная база + подходящая верхняя оснастка и постоянный интерфейс для робота/паллет.
Стандартизируйте базу через Zero-Point System и используйте паллеты/плиты как общий интерфейс. Робот видит одинаковую базу в каждом цикле.
Первый шаг к lights-out производству?
Сделайте переналадки повторяемыми. Когда база и интерфейс стандартизированы, добавьте паллеты, пробинг и планирование заданий, чтобы безопасно увеличить время без оператора.
Доступ инструмента без потери баз и качества поверхности при многосторонней обработке.
Импеллеры, корпуса, кронштейны, лопатки
Повторяемость при многократном переустанове
Запас по коллизиям для длинного инструмента
Тонкостенные и деликатные детали
Контроль деформаций и вибраций при обработке Al/Ti/нерж. стали.
Сбалансированное прижатие без «утяжки» детали
Опоры в зонах, где начинается вибрация
Стабильная геометрия по партиям
Высокий микс / быстрая переналадка
Сокращение времени наладки при множестве позиций и малых партиях.
Нулевое базирование (zero-point) для быстрой смены
Стандартизированные паллеты и базирование
Меньшая зависимость от оператора
Серийное производство
Стабильность цикл-к-циклу и меньше простоев на повторяющихся деталях.
Жёсткий зажим под высокие режимы резания
Удобное обслуживание и сменные элементы износа
Стабильный выход годных за счёт повторяемости
Автоматизация (робот/паллеты)
Предсказуемая работа без оператора благодаря повторяемому интерфейсу.
Паллетизация и определённые состояния зажима
Опорные/базовые поверхности для автоматики
Проще восстановление после остановок
Доработка, контроль и ремонт
Повторная установка без потери баз — удобно для циклов измерения.
Повторяемое позиционирование для КИМ/контроля
Доступ для зачистки/ремонта
Документированная стратегия баз (трассируемость)
Часто задаваемые вопросы (FAQ)
Вы разрабатываете специальную оснастку для задач, не указанных в списке?
Да. Здесь представлены наиболее распространенные отрасли, но наша инженерная команда специализируется на создании полностью индивидуальных приспособлений. Мы можем разработать решение для любой уникальной детали, станка или производственной задачи. Свяжитесь с нами, чтобы обсудить ваши требования.
Как ваши системы справляются с обработкой твердых аэрокосмических сплавов, таких как титан?
Наши системы нулевой точки и тиски с креплением «ласточкин хвост» (dovetail) спроектированы для высокой жесткости. Они используют закаленную сталь и механизм блокировки с высоким усилием (более 25 000 Н), обеспечивая стабильное соединение, которое гасит вибрации, продлевает срок службы инструмента и улучшает качество поверхности при работе со сложными материалами.
Могут ли ваши пневматические патроны передавать обратную связь роботу для автоматической загрузки?
Да, конечно. Наши патроны, готовые к автоматизации (например, серии E), оснащены портами для встроенных датчиков. Их можно использовать для подтверждения состояния «зажато» или «разжато», отправляя сигнал на ваш ПЛК или контроллер робота, обеспечивая безопасную и надежную автоматическую смену паллет.
Мы обрабатываем мелкие медицинские имплантаты. Как ваша оснастка предотвращает деформацию деталей?
Для деликатных деталей мы рекомендуем такие решения, как наши 5-осевые самоцентрирующиеся тиски или специальные низкопрофильные приспособления. Они предназначены для равномерного и надежного распределения зажимного усилия без деформации заготовки, сохраняя микронные допуски, необходимые для медицинских изделий.
Как ваша система может ускорить процесс ремонта пресс-форм?
Наша система нулевой точки хорошо подходит для инструментального производства. Вы можете установить пресс-форму, выполнить обработку (например, на электроэрозионном или фрезерном станке), затем снять ее для контроля и вернуть на станок с повторяемостью ±0,002 мм. Это исключает необходимость повторной привязки формы, экономя время на переналадку.
Как ваши системы интегрируются с устройствами смены паллет для массового автомобильного производства?
Наши патроны с нулевой точкой (например, серии E) созданы для автоматизации. Они могут быть установлены непосредственно на стол станка или на крепежные башни (тумбы) и управляются пневматически, позволяя автоматическому сменщику паллет (APC) или роботу менять паллеты быстро. Встроенные датчики подтверждают фиксацию паллеты перед началом цикла обработки, что обеспечивает безопасное «безлюдное» производство.
Подходят ли ваши решения для электроэрозионной обработки (EDM)?
Да, многие из наших систем изготовлены из нержавеющей стали, что позволяет использовать их для проволочной и прошивной электроэрозионной обработки. Микронная повторяемость нашей системы нулевой точки - это преимущество, позволяющее перемещать заготовку с фрезерного станка (для черновой обработки) на электроэрозионный станок (для чистовой) и обратно на контроль, сохраняя единую базу.
Поддерживаете ручную и автоматическую загрузку?
Да. Многие начинают с ручной загрузки и затем переходят на паллеты/робота. Мы закладываем повторяемые базы и предсказуемые состояния зажима, чтобы масштабировать процесс.
Какие данные нужны для быстрого расчёта?
Чертёж или образец, материал, модель станка и объёмы. Полезно указать текущие времена наладки и основные проблемы.
Есть ли поддержка, если процесс меняется?
Поможем адаптировать оснастку под новый инструмент, изменённые допуски или рост объёма. Сохранение стратегии баз упрощает модернизацию.
Нужна помощь с подбором оснастки под вашу задачу?
Поделитесь моделью станка, материалом, целевым допуском и целью по сокращению переналадки. Наша инженерная команда поможет выбрать тиски, схему нулевой точки, патрон или специальное приспособление.