


Введите ваш e-mail, чтобы запросить брошюру. Из-за разницы во времени мы отправим её следующим рабочим утром (GMT+8, пекинское время).

Система быстрой смены оснастки
Пневматическая плита нулевой точки
Фундамент для автоматизации.
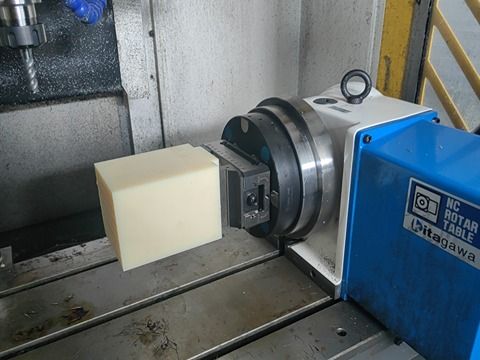
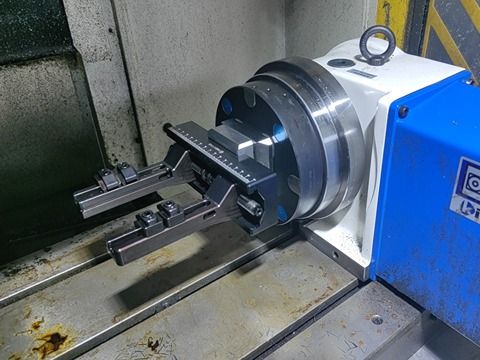
Пневматическая плита нулевой точки Nextas помогает стандартизировать смену оснастки на столах станков и автоматизированных станциях. Она обеспечивает быстрое и повторяемое запирание и хорошо подходит для ячеек, где нужен чистый переход между ручными и автоматическими этапами.
Микронная точностьГарантирует повторяемость позиционирования ≤0,005 мм, устраняя необходимость в перевыверке.
Мощное усилие зажимаОтказоустойчивый пружинный механизм обеспечивает жесткую фиксацию даже при тяжелых режимах резания.
Смена за секундыПневматическое разблокирование обеспечивает почти мгновенную смену оснастки, минимизируя простой.
Лучший выбор
Выберите эту плиту, когда потери времени связаны с заменой приспособлений
Лучше всего подходит для паллетизированных угольников, загрузки роботом и повторяющихся заказов, где станок не должен ждать повторной индикации.
Сначала сравните
Подтвердите стандарт тяговой шпильки, количество станций и логику пневматики
Большинство покупателей принимают решение быстрее, когда разводка 52/96 мм, габариты приспособления и потребности в пневматике или датчиках ясны до углубления в таблицы.
Далее
Перейдите прямо к разделам принятия решений
Используйте быстрые ссылки ниже для сравнения выбора, интеграции и обслуживания без просмотра всей страницы.
Ключевые преимущества
- Микронная точность: Гарантирует повторяемость позиционирования ≤0,005 мм, устраняя необходимость в перевыверке.
- Мощное усилие зажима: Отказоустойчивый пружинный механизм обеспечивает жесткую фиксацию даже при тяжелых режимах резания.
- Смена за секунды: Пневматическое разблокирование обеспечивает почти мгновенную смену оснастки, минимизируя простой.
- Готовность к автоматизации: Встроенные порты для контроля прижима и очистки конусов для надежной интеграции с роботами.
Основные характеристикиТехнические характеристики и конструкцияИнтеграция с автоматизациейУниверсальные сценарии примененияДоказанные результаты: Примеры внедренияРуководство по подбору и интеграции

Основные характеристики
- Запатентованная новинка: Инновационный продукт мирового уровня с уникальными технологическими преимуществами.
- Стандартная совместимость: Использует стандартный шаг 52/96 мм для универсальной совместимости с оснасткой других брендов.
- Сверхвысокая точность: Точность повторного позиционирования менее 0,005 мм для самых требовательных задач.
- Рабочий диапазон серии: В зависимости от размера паллеты усилие зажима составляет от 9 000 Н до 40 000 Н, а грузоподъемность — от 100 кг до 660 кг.
- Повышенная надежность: Оснащена функциями проверки герметичности и очистки для стабильной работы.
- Усиленный зажим: Функция пневматического наддува (турбо) усиливает зажим, повышая жесткость.
- Удобство эксплуатации: Автоматический подъем тисков/паллеты при разблокировке для удобства снятия.
Технические характеристики и конструкция
Разработано для точности, долговечности и удобной интеграции в автоматизированные рабочие процессы.
Сводка спецификаций серии
Референсные модели, соответствующие актуальному каталогу. Интерфейсы 52 мм и 96 мм доступны для автоматизированных паллет, приспособлений и роботизированной смены оснастки.
| Модель | Стандарт штифта | Повторяемость | Усилие зажима | Грузоподъемность | Давление разблокирования | Штифт | Вес |
|---|---|---|---|---|---|---|---|
| NT-S52P125QD1 | 52 мм | ≤0,005 мм | 9 000 Н | 100 кг | 0,5–0,8 МПа | NT-S52P16V1 | 3,5 кг |
| NT-S52P168QD1 | 52 мм | ≤0,005 мм | 9 000 Н | 100 кг | 0,5–0,8 МПа | NT-S52P16V1 | 5,2 кг |
| NT-S52P229QD1 | 52 мм | ≤0,005 мм | 18 000 Н | 200 кг | 0,5–0,8 МПа | NT-S52P16V1 | 6 кг |
| NT-S96P200QD1 | 96 мм | ≤0,005 мм | 20 000 Н | 330 кг | 0,5–0,8 МПа | NT-S96P20V1 | 9 кг |
| NT-S96P250QD1 | 96 мм | ≤0,005 мм | 20 000 Н | 330 кг | 0,5–0,8 МПа | NT-S96P20V1 | 12 кг |
| NT-S96P392QD1 | 96 мм | ≤0,005 мм | 40 000 Н | 660 кг | 0,5–0,8 МПа | NT-S96P20V1 | 18 кг |
Во всех референсных моделях используются корпуса из закаленной нержавеющей стали, пневматическое разблокирование, механическая самоблокирующаяся структура, усиление зажима, самоочистка базового конуса, проверка герметичности и фиксированная индексация 4 × 90°.

Точность в конструкции
Система Nextas использует давление воздуха для разблокировки, в то время как мощные внутренние пружины приводят в действие зажимные кулачки. Это втягивает позиционирующие штифты (штревели) в конические гнезда, создавая надежное, гасящее вибрации соединение с точно определенной нулевой точкой. "Нормально закрытое" состояние гарантирует сохранение усилия даже при потере давления воздуха, обеспечивая безопасность.
Создано для современного цеха
Изготовленные из закаленной коррозионностойкой нержавеющей стали, наши плиты нулевой точки рассчитаны на работу в жестких производственных условиях. Система полностью герметична для защиты внутреннего механизма от стружки, СОЖ и мусора. Встроенные каналы для обдува автоматически очищают установочные конусы перед каждым зажимом, гарантируя повторяемость ≤,005 мм каждый раз.

Путь к безлюдному производству
Предоставляя единый высокоточный интерфейс на всех ваших станках — от фрезерных центров до электроэрозионных и измерительных машин — система нулевого базирования открывает путь к истинной оптимизации процессов. Заготовки на паллетах могут перемещаться между операциями с помощью робота, закрепляться с повторяемой точностью и обрабатываться без участия оператора. Это ключ к производству в режиме 24/7 (lights-out manufacturing).

Интеграция с автоматизацией
Пневматическая плита нулевой точки Nextas упрощает роботизированную автоматизацию: она синхронизируется с манипуляторами роботов для быстрой и безошибочной смены заготовок или приспособлений, радикально сокращая время ручной настройки. По всей референсной линейке усилие зажима составляет от 9 000 Н до 40 000 Н при грузоподъемности от 100 кг до 660 кг, обеспечивая роботам стабильный интерфейс как для компактной оснастки, так и для тяжелых паллет.
Точный интерфейс обеспечивает стабильную точность, поэтому роботы могут повторять задачи без перекалибровки. Связывая роботов со станками для плавных, автоматизированных рабочих процессов, система делает возможной круглосуточную работу без участия человека.
Универсальные сценарии применения
От эффективности на одном станке до полностью автоматизированных линий — наша система адаптируется к вашим потребностям.
Горизонтальные обрабатывающие центры (HMC)
Идеально для систем смены паллет на HMC. Подготавливайте оснастку вне станка и загружайте её, пока станок продолжает резать.
5-осевая обработка
Поднимает заготовку над столом, обеспечивая свободный доступ инструмента ко всем пяти сторонам детали, исключая лишние переустановки.
Автоматизированные производственные ячейки
Ядро любой гибкой производственной системы (ГПС/FMS). Роботы могут надежно менять целые приспособления для производства без оператора.
Контроль качества и измерения
Используйте ту же базу нулевой точки на вашей КИМ. Перемещайте детали напрямую с ЧПУ на проверку без перебазирования, исключая ошибки.
Доказанные результаты: Примеры внедрения
Наша система обеспечивает быструю переналадку в промышленном производстве, повышая эффективность смены более чем на 90% и общую производительность более чем на 30%.

Руководство по подбору и интеграции
Практический чек-лист для выбора пневматической zero-point плиты (разблокировка воздухом, фиксация пружинами) и интеграции в паллетные системы, APC и роботизированные ячейки.
Нужна паллетизация? Совместите с нашим Автоматический сменщик паллет.
Когда пневматическая zero-point плита — правильный выбор
- Нужна повторяемая переустановка в цепочке операций (фрезерование → EDM → CMM).
- Вы строите паллетизацию оснастки для HMC (pallet pool) или 5-осевой обработки (tombstone/fixtures).
- Цель — lights-out автоматизация: смена оснастки роботом, APC или FMS.
- Fail-safe концепция: зажим держат пружины, воздух нужен только для разблокировки.
Что важно уточнить перед покупкой
- Стандарт pull-stud и шаг: совместимость 52 мм / 96 мм по всей оснастке.
- Количество модулей и компоновка: 4-модульная, 6-модульная или кастомная схема под размер паллеты.
- Повторяемость: класс ≤0,005 мм для стабильных баз.
- Усилие зажима и жесткость: силы резания, вылет и stack-up оснастки.
- Пневматика: рабочее давление (часто около 6 bar) и защита трассировки воздуха.
- Автоматизация: подтверждение зажима, interlock, продувка/очистка конусов.
Интерфейс паллета/оснастка
Стандартизируйте pull-stud на каждой паллете/оснастке, чтобы готовить вне станка и быстро «установить и зажать» на любом оборудовании. Для ориентации используйте штифты/пальцы.
Воздух и I/O
Используйте чистый сухой воздух и регулятор рядом со станком. В робот-ячейке важна последовательность клапанов и I/O-логика: старт обработки только при подтвержденном зажиме.
Проверка повторяемости
Проведите циклы: зажать/разжать, пробить базу щупом, зафиксировать отклонения. Это быстрый способ доказать стабильность zero-point системы.
Типичные цели внедрения
Время переналадки
От ручной выверки к быстрым сменам, измеряемым минутами (или меньше).
Стабильность качества
Меньше корректировок после переустановки, особенно в multi-op.
Готовность к автоматизации
Единый интерфейс для CNC, EDM и контроля.
Фактический эффект зависит от детали, оснастки, режимов резания и последовательности автоматизации.
Монтаж, пневматика и обслуживание
Практические рекомендации по запуску пневматической zero-point плиты и сохранению повторяемости в длительной работе.
Монтаж и ориентация (быстрый чек-лист)
- 1Очистите стол станка и проверьте посадочную поверхность под плиту.
- 2Используйте установочные штифты/дюбели для первичной ориентации паллет.
- 3Затягивайте болты крест-накрест; перепроверьте после первого теплового цикла.
- 4Проверьте высоту pull-stud и stack-up оснастки, чтобы модули полностью сели в конусы.
- 5Сделайте несколько циклов зажать/разжать и проверьте базу щупом перед серией.
Воздух и надежность
- Используйте чистый сухой фильтрованный воздух (стандарт предприятия). Регулятор — рядом со станком.
- Защитите шланги/быстросъемы от стружки и СОЖ; в робот-ячейках делайте разгрузку.
- Для автоматизации — interlock “зажим подтвержден”: старт обработки только по сигналу OK.
- Если предусмотрено, включайте продувку очистки конусов перед зажимом.
- Планируйте периодический осмотр конусов, pull-stud и уплотнений, особенно при тяжелой СОЖ.
Частые причины нестабильности
Стружка в конусах
Продувка + очистка на смене; контроль стружкоудаления.
Разные pull-stud
Стандартизируйте тип и момент установки на всей оснастке.
Падение давления / утечки
Проверьте регулятор, шланги и соединения; измерьте давление на плите.
Гибкость оснастки
Уменьшите вылет, добавьте опору и проверьте жесткость под силы резания.
Шпаргалка: выбор • интеграция • обслуживание
Компактная «цеховая» памятка: помогает выбрать конфигурацию, корректно интегрировать с станком/автоматизацией и удерживать стабильную повторяемость в производстве.
1) Выбор: подобрать правильную конфигурацию
| Если важнее всего… | Начните с… | Почему это помогает |
|---|---|---|
| Быстрая переналадка / high-mix | Стандартизируйте один интерфейс (zero-point / ITS / 3R) на всех станках и используйте плиты/паллеты оснастки. | Позволяет готовить вне станка и менять за секунды с минимальной переустановкой баз. |
| Доступ в 5-осях и зазоры инструмента | Выбирайте низкопрофильные решения и заранее планируйте зазоры (высота стека, корпус, доступ ключа). | Снижает риск столкновений и сохраняет доступ к глубоким зонам. |
| Безлюдная работа / робот-ячейка | Добавьте подтверждения (clamp-OK / наличие детали), защиту от стружки и сценарий восстановления. | Уменьшает риск неправильной загрузки и повышает надёжность автоматизации. |
| Черновая обработка / большие силы резания | Увеличьте опоры и жёсткость (больше точек зажима, более жёсткая база, меньшая высота стека). | Снижает прогиб и защищает качество поверхности. |
2) Интеграция: что подготовить перед установкой
| Пункт | Типичный вариант | Практический совет |
|---|---|---|
| Крепление и базы | Схема болтов + штифты / шпонки / базовая кромка | Определите мастер-базу и держите эталонную паллету/деталь для быстрой проверки. |
| Коммуникации | Чистый сухой воздух с FRL; стабильное давление; (гидравлика/электрика при необходимости) | Регулярно сливайте FRL и избегайте длинных/дросселирующих шлангов, которые замедляют срабатывание. |
| Сигнальный обмен | M-коды/PLC I/O: clamp, unclamp, clamp-OK, fault | Используйте таймауты и безопасные состояния; логируйте сигналы для поиска «плавающих» простоев. |
| Валидация процесса | Макрос щупа / индикатор / первая деталь | Зафиксируйте базовую повторяемость после установки и сравнивайте еженедельно. |
3) Обслуживание: сохранить повторяемость
| Риск / износ | Ранний симптом | Профилактика / быстрый фикс |
|---|---|---|
| Стружка на базовых поверхностях | Деталь смещается, повторяемость «плывёт» | Продувка + протирка посадочных поверхностей; при необходимости — кожухи/очистка воздухом. |
| Уплотнения/скребки и направляющие | Медленное срабатывание, утечки, нестабильный зажим | Плановый осмотр; защищать от СОЖ/абразива; заранее менять расходники. |
| Ослабленные крепежи / повреждённые контакты | Неожиданное смещение, следы вибрации | Контроль момента; штифты; аккуратно убрать мелкие задиры (не «фрезеровать» базу). |
| Загрязнённый воздух/масло | Заедания, тревоги в автоматизации | Улучшить фильтрацию/осушение; сливать стаканы; держать простой комплект ЗИП. |
Нужны CAD/STEP, схема крепления или рекомендация под вашу деталь?
СвязатьсяСопутствующие товары

Автоматический сменщик паллет
Интегрируйте для полностью автоматизированных производственных циклов.
Подробнее →>
Патрон серии E
Высокоточный пневматический патрон для автоматизированных токарных и фрезерных работ.
Подробнее →>
Патрон серии R
Надежное решение для тяжелых токарных работ и стационарного зажима.
Подробнее →>Часто задаваемые вопросы
Что такое пневматическая плита нулевой точки и для кого она?
Пневматическая плита нулевой точки (система нулевого базирования) — это высокоточная основа для крепления заготовок на станках с ЧПУ. Она разработана для производств, стремящихся внедрить автоматизацию, сократить время наладки и повысить точность.
Каковы основные характеристики?
Ключевые параметры зависят от модели: стандарт 52/96 мм, повторяемость ≤0,005 мм, усилие зажима от 9 000 Н до 40 000 Н, грузоподъемность от 100 кг до 660 кг, пневматическое разблокирование при 0,5–0,8 МПа и встроенные функции проверки герметичности и очистки конусов.
С какими станками она совместима?
Система совместима с 5-осевыми центрами с ЧПУ, фрезерными станками, электроэрозионными станками (EDM) и координатно-измерительными машинами (КИМ), что делает её универсальным компонентом.
Как устанавливается плита?
Установка производится через стандартные болтовые отверстия на стол станка. Плита подключается к пневматике станка для управления и выравнивается с помощью установочных штифтов.
Где получить CAD-файлы или документацию?
Для получения моделей STEP/IGES или чертежей, пожалуйста, свяжитесь с нашим инженерным отделом.
В чем разница между пневматическим открытием и зажимом?
Наша система — "нормально-закрытая" (failsafe). Пружины *всегда* держат систему зажатой. Воздух используется только для *открытия* (разжима). Если шланг порвется, деталь останется закрепленной.
Как работает "турбо-функция" усилия зажима?
Турбо-функция использует кратковременную подачу высокого давления воздуха для мгновенного *усиления* пружин. Это позволяет надежнее "посадить" штифты и увеличить силу удержания для тяжелой обработки.
Какого обслуживания требуют эти плиты?
Обслуживание минимально. Осматривайте конусы и штифты на предмет износа. Встроенная очистка воздухом удаляет стружку. Рекомендуется ежегодная проверка уплотнений специалистом.
Можно ли использовать в среде с СОЖ и стружкой?
Да. Система герметична (уплотнительные кольца) и защищена от попадания СОЖ и пыли внутрь. Функция активной очистки воздухом выдувает мусор из конусов перед каждым зажимом.
В чем преимущество стандартного шага 52/96 мм?
Это стандартное расстояние между центрами модулей. Соблюдение стандарта делает наши плиты совместимыми с огромным количеством тисков и приспособлений сторонних производителей.