Entender la mecánica de la holgura y el juego interno
Las mordazas autocentrantes dependen de un conjunto sincronizado de husillo de avance y tuerca interna para sujetar piezas de trabajo con precisión repetible. Cuando gira el manillar, el husillo de avance gira dentro de la tuerca, impulsando el carro de mordaza hacia adelante. La belleza de este diseño radica en su simplicidad: ambas mordazas se mueven hacia adentro simultáneamente, centrando la pieza automáticamente sin ajuste del operador.
Pero la holgura—la loosedad entre el husillo de avance y la tuerca interna—es el asesino silencioso de la precisión. Incluso pequeñas cantidades de juego (0,1 mm a 0,3 mm con el tiempo) se traducen en retardo de mordaza, donde una mordaza se mueve antes que la otra, o desviación de centrado, donde la pieza nunca se mantiene en el centro geométrico verdadero. Esta desviación se acumula con cada ciclo de amarre y acelera el desgarre en las pistas de rodamiento de bolas y las superficies de empuje.
El tipo más peligroso de holgura es el juego axial en el conjunto del rodamiento axial. Si los discos de empuje o el resalte de tuerca se desgastan, el husillo de avance puede desplazarse ligeramente hacia adelante y hacia atrás durante el amarre, creando micro-movimientos que desvían el centrado de la pieza de 0,05 mm a 0,15 mm por ciclo. En 50,000 ciclos de amarre en un mes de producción, eso es equivalente a chatarra o reelaboración en docenas de piezas.
Estrategias avanzadas de mitigación de holgura
Hay tres enfoques para controlar la holgura en una mordaza autocentrante de producción. Cada uno tiene compromisos en complejidad, costo e impacto operativo.
Estrategia 1: Ajuste de Precarga mediante Collar y Tuerca de Fijación
Un collar de fijación se sienta en la parte superior del husillo de avance, fuera del conjunto principal de tuerca. Al apretarlo a una fuerza calibrada (típicamente 12 a 18 N·m, dependiendo del tamaño de mordaza), puede comprimir ligeramente el asiento de la tuerca, creando una pequeña cantidad de fricción controlada que elimina el juego libre. Este es el enfoque más común en mantenimiento de campo porque requiere solo una llave inglesa y una especificación de torque, y puede verificarse y ajustarse sin desmontar la mordaza.
Estrategia 2: Reemplazo de Tuerca con una Tuerca de Precisión Rectificada
Con el tiempo, el paso de rosca de la tuerca interna se desgasta de manera desigual, especialmente si la mordaza ha estado agarrando de manera abrasiva en ciclos de carga alta. La única solución permanente es reemplazar la tuerca con una pieza nueva rectificada de precisión. Las tuercas rectificadas tienen tolerancias más ajustadas (IT5 o IT6 vs. estándar IT7), reduciendo la loosedad de enganche de rosca a menos de 0,03 mm. Este enfoque es más caro pero garantiza control de holgura para otros 200,000+ ciclos de amarre.
Estrategia 3: Reemplazo de Conjunto de Husillo de Avance y Tuerca
Si el husillo de avance en sí está doblado, despojado o muy desgastado, o si la tuerca está más allá de salvación, ambas partes deben reemplazarse como un par compatible. Este es el enfoque más invasivo pero produce el control de holgura más ajustado y la vida útil más larga de servicio. Un nuevo par de husillo de avance y tuerca puede precargarse para lograr juego axial inferior a 0,02 mm.
| Estrategia | Mecanismo Mecánico | Beneficio Principal | Inconveniente Operativo |
|---|---|---|---|
| Ajuste de collar de precarga | El collar de fijación comprime el asiento de tuerca mediante fricción | Se puede hacer in-situ; no se requiere desmontaje | Solución temporal que dura 6-12 meses en producción de alto volumen |
| Reemplazo de tuerca de precisión | Tuerca interna rectificada reduce desgarre de paso de rosca | Extiende la vida útil de servicio a 200,000+ ciclos | Requiere desmontaje y adquisición de piezas; tiempo de inactividad ~2 horas |
| Reemplazo de conjunto de husillo y tuerca | Tren de transmisión completo reemplazado con nuevo par compatible | Holgura garantizada inferior a 0,02 mm; vida útil más larga | Muy invasivo; desmontaje completo de mordaza; tiempo de inactividad ~3-4 horas |
| Precarga inteligente mediante tensión de muelle | Muelle ondulado precargado aplica fuerza axial consistente | Holgura se auto-compensa a medida que la tuerca se desgasta; sin ajuste manual | Requiere diseño original; no se puede actualizar a mordazas antiguas |
Desmontar y recalibrar el rodamiento axial
El conjunto del rodamiento axial es donde el husillo de avance se encuentra con el carro de mordaza. Debe absorber toda la fuerza de amarre a lo largo del eje de husillo mientras permite rotación suave. Este conjunto típicamente consiste en dos discos de empuje endurecidos, un rodamiento de bolas de precisión o rodamiento de agujas, y un collar de precarga que mantiene todo en su lugar.
Con el tiempo, la contaminación de polvo de rectificado, residuo de refrigerante y finos de metal se abre paso hacia las pistas de rodamiento, creando micro-picaduras y pérdida de precarga desigual. Cuando nota que el manillar se siente áspero, requiere más esfuerzo para amasar, o el centrado de la mordaza se desplaza ligeramente durante un ciclo de amarre, el conjunto del rodamiento es usualmente el culpable.

Aquí está el proceso paso a paso para una inspección y recalibración adecuada del rodamiento axial:
- Paso 1: Retire el manillar y desrosque completamente el husillo de avance del carro de mordaza. Debe encontrar resistencia cerca del final de la carrera debido a la precarga.
- Paso 2: Use un cepillo suave y aire comprimido para eliminar todos los residuos de superficie de las superficies del rodamiento axial. No rocíe limpiadores directamente en el rodamiento; en su lugar, use IPA o aceite penetrante ligero en un paño.
- Paso 3: Inspeccione los discos de empuje endurecidos para detectar decoloración, picaduras o desprendimiento. Cualquier patrón de desgarre visible indica falla del rodamiento y requiere reemplazo.
- Paso 4: Afloje lentamente el collar de precarga, anotando el torque requerido para rotar el husillo de avance en cada giro. Una caída repentina en el torque requerido indica daño al rodamiento o deslizamiento de tuerca.
- Paso 5: Retire el rodamiento y los discos de empuje, límpielos completamente y mida para pérdida dimensional. Los discos de empuje deben medir dentro de 0,05 mm de su espesor de diseño.
- Paso 6: Reensamblar con rodamiento nuevo o discos de empuje si se detecta desgarre. Precargue el collar a un torque de 12 a 18 N·m, verificando que el manillar rote suave y uniformemente desde completamente abierto a completamente cerrado.
- Paso 7: Instale una pequeña cantidad (2-3 gramos) de grasa marina en las pistas de rodamiento después del reemsamble. Esto protege el rodamiento de la intrusión de refrigerante durante la próxima ejecución de producción.
El Secreto de Sincronización de Collar: Muchos técnicos aplican torque al collar usando una llave inglesa estándar y una estimación. Pero el enfoque correcto es usar una llave de torque establecida en la especificación del modelo de su mordaza. Si no tiene la especificación, la regla empírica es: apriete el collar hasta que el manillar requiera 3 a 5 newtons de fuerza para rotar a través del medio de la carrera de amarre, luego bloquéelo con el tornillo de fijación. Esta "prueba de sensación" es más confiable que una medición de torque estática única.
Precisión metrológica: protocolos de calibración de línea central
Incluso una mordaza con holgura cero no centrará correctamente una pieza si la alineación de mordaza o el perfil de leva interna se ha desviado. La desviación de línea central es una forma de error sistemático que emerge durante miles de ciclos de amarre, especialmente en maquinado de alta velocidad o cuando se amarran geometrías de piezas de trabajo irregulares.
Para verificar la precisión de línea central, necesita un indicador de esfera de precisión y una barra de prueba. Monte la mordaza en su mesa de máquina y asegure una barra cilíndrica de prueba de precisión de 25 mm de diámetro en las mordazas de la mordaza, amarrando a una fuerza moderada (aproximadamente 50% de la fuerza de amarre nominal). Usando un indicador de esfera montado en su husillo, mida la desviación total indicada (TIR) de la barra de prueba a lo largo de su longitud. El rango aceptable para una mordaza de alta precisión es menor a 0,03 mm (30 micrones) TIR.
Si TIR excede 0,05 mm, las causas más comunes son:
- Desgarre o fragmentación de mordaza: Las superficies de amarre se han desgastado de manera desigual o han desarrollado pequeños fragmentos que impiden el cierre completo de mordaza.
- Erosión del perfil de leva interna: La superficie de leva cónica dentro del cuerpo de mordaza ha perdido su tolerancia de perfil ajustado, reduciendo la fuerza de sincronización entre las dos mordazas.
- Pérdida de alineación de tuerca-a-carro de mordaza: El soporte de carro interno se ha desplazado o doblado, causando que la tuerca impulse una mordaza ligeramente hacia adelante de la otra.
La solución depende de la severidad. Para TIR entre 0,03 y 0,05 mm, una limpieza profunda y re-apriete de todos los sujetadores internos (tornillos de fijación de mordaza, sujetadores de soporte de carro) a menudo restaura la precisión. Para TIR superior a 0,05 mm, se requiere reemplazo de mordaza o re-maquinado de cuerpo, y es hora de consultar con su fabricante de mordaza o un especialista en sujeción de precisión.
Lubrificación inteligente y gestión de refrigerante
La lubrificación no es una aplicación única; es una estrategia continua que debe evolucionar con su ambiente de producción. El husillo de avance y la tuerca interna están diseñados para películas de aceite ligeras a medianas, no grasa pesada. Sin embargo, la mayoría de los maquinistas sobre-lubrican con grasa de litio de propósito general, que se endurece bajo refrigerante y acelera el desgarre.
Tipo 1: Ambientes de Refrigerante Soluble en Agua
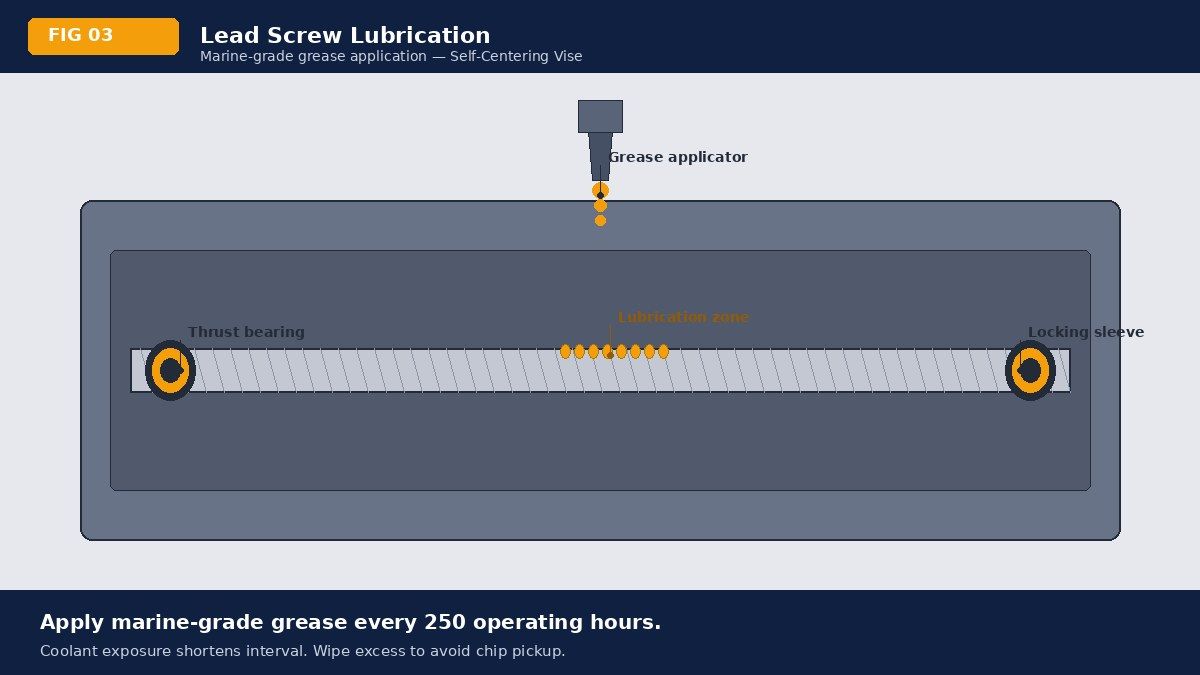
Si su mordaza está expuesta a rocío de refrigerante CNC, el aceite estándar o la grasa ligera se lavan en minutos. La mejor opción es una grasa marina de alta resistencia con aglutinante resistente al agua (como complejo de litio o PAO sintético) combinada con un paquete aditivo anticorrosión. Aplique 1 a 2 gramos cada 2,000 ciclos de amarre (típicamente mensual en un taller de producción moderada), enfocándose en los filetes del husillo de avance y las pistas externas del rodamiento axial.
Tipo 2: Maquinado Seco o Semi-Seco
Si su mordaza rara vez ve refrigerante (por ejemplo, operaciones de aburrido, taladrado o roscado), puede usar un aceite de grado de husillo más ligero o una grasa sintética sin fusión. La ventaja es que el lubricante permanece en su lugar, proporcionando resistencia de película continua sin endurecimiento. Aplique 1 gramo cada 5,000 a 10,000 ciclos o trimestralmente, lo que sea primero.
Tipo 3: Producción de Alta Temperatura o Aeroespacial
Para trabajo crítico (maquinado aeroespacial, dispositivo médico u inyección de dados), considere un compuesto anti-adherente a base de disulfuro de molibdeno o cobre en lugar de grasa tradicional. Estos compuestos crean una capa límite que sobrevive cargas de amarre extremas y exposición a refrigerante. Son más desordenados de aplicar pero proporcionan la vida útil de servicio más larga entre intervalos de mantenimiento (6 a 12 meses).
Un programa de lubrificación práctico que funciona en la mayoría de los talleres de producción:
- Diariamente: Limpie el cuerpo de mordaza externo con un paño sin pelusa para eliminar virutas y residuo de refrigerante.
- Semanalmente: Inspeccione el manillar para detectar molienda inusual o rigidez durante la operación.
- Mensualmente: Aplique 1 a 2 gramos de grasa marina a las partes visibles del husillo de avance (si es accesible sin desmontaje).
- Trimestralmente: Realice una verificación completa de holgura y una medición TIR en una barra de prueba de precisión.
- Semestralmente: Consulte el documento de mantenimiento recomendado por el fabricante de su mordaza y realice cualquier verificación de componentes preventivos o ajustes de precarga que sugieran.
Integridad operativa: eliminando el factor humano
La amenaza más peligrosa para la vida útil de mordaza es el sobre-apriete del operador. Muchos talleres emiten mordazas genéricas sin pautas claras de fuerza de amarre, y los operadores instintivamente sobre-aprietan para "estar seguros." Algunos van más allá y usan una palanca adicional en el manillar para aumentar la fuerza de amarre más allá de los límites de diseño de la mordaza.
Los Peligros del Sobre-Apriete: Cuando excede la fuerza de amarre nominal (típicamente 8,000 a 12,000 N para una mordaza de 96 mm), el husillo de avance interno comienza a ceder en la raíz del filete. Después de 5 a 10 incidentes de sobre-apriete, micro-grietas se desarrollan y propagan a lo largo del eje del husillo, causando deformación permanente. Los filetes de tuerca están bloqueados con hilo al husillo pero no pueden deformarse tanto; en su lugar, se deslizan relativamente al husillo, creando holgura instantánea y retardo de mordaza que ninguna cantidad de ajuste de precarga puede arreglar.
Equilibrar Cargas de Amarre: La mejor práctica es amarrar con la fuerza mínima requerida para sostener la pieza de trabajo de manera segura durante todo el ciclo de maquinado. Para una barra redonda típica de 25 mm de diámetro en una mordaza autocentrante de 96 mm, una fuerza de amarre de 6,000 N (aproximadamente 60 N de fuerza manual al final de un manillar de 100 mm) es suficiente para operaciones de torneado, fresado y taladrado. Enseñe a sus operadores a usar un toque ligero y confiar en la acción de centrado de la mordaza en lugar de forzar el manillar.
Secreto de Sincronización de Mordaza y Tuerca: Una mordaza desgastada o dañada a veces amarrará fuera de centro, tentando al operador a reposicionar la pieza a mano o mediante sobre-apriete. En su lugar, entrene a los operadores para liberar la mordaza inmediatamente si sienten retardo de centrado, y luego inspeccione la mordaza antes del siguiente trabajo. Una inspección de mordaza de 5 minutos puede prevenir 2 horas de tiempo de inactividad causado por chatarra de pieza o reelaboración.
Programa de mantenimiento integral de mordaza CNC
| Intervalo de Mantenimiento | Tarea | Criterios de Inspección | Acción si se Encuentra Problema |
|---|---|---|---|
| Diariamente | Limpieza externa y verificación visual | Busque virutas, acumulación de refrigerante o grietas visibles en cuerpo o mordazas de mordaza | Seque y elimine virutas; no use mordaza si hay grietas visibles |
| Semanalmente | Prueba de sensación de manillar y evaluación de retardo de centrado | ¿Se siente suave el manillar a través de toda la carrera de amarre? ¿La pieza se mantiene muerta centrada? | Si se nota molienda o retardo, programe una inspección completa para la próxima ventana de mantenimiento |
| Mensualmente | Refresco de lubrificación y verificación de sujetadores | Aplique 1-2 gramos de grasa marina; verifique que los tornillos de fijación de mordaza estén apretados (1,5 N·m) | Re-apriete cualquier sujetador suelto; reemplace grasa si la grasa antigua está decolorada o endurecida |
| Trimestralmente | Verificación de holgura y medición de TIR | Holgura inferior a 0,03 mm; TIR de barra de prueba de precisión inferior a 0,03 mm | Si la holgura excede 0,05 mm, realice ajuste de precarga o programe reemplazo de tuerca; si TIR excede 0,05 mm, programe inspección de mordaza |
| Anualmente | Inspección y calibración completa del rodamiento axial | Pistas de rodamiento suave (sin picaduras); discos de empuje dentro de 0,05 mm del espesor de diseño; torque de collar de precarga 12-18 N·m | Reemplace rodamiento o discos de empuje si se detecta desgarre; re-apriete el collar de precarga a la especificación |
Conclusión: el enfoque integrado hacia la precisión
Una mordaza autocentrante es una herramienta de máquina de precisión, no un martillo. Su repetibilidad y precisión dependen de un sistema integrado de control de holgura, precarga de rodamiento, lubrificación y disciplina del operador. Ninguna tarea de mantenimiento única extenderá la vida útil de su mordaza por 300,000 ciclos; en su lugar, es la combinación de verificaciones regulares de holgura, inspecciones trimestrales de rodamiento, lubrificación inteligente y una cultura en el lugar de trabajo que rechaza el sobre-apriete lo que se compone para mejoras reales y medibles en calidad de pieza y durabilidad de mordaza.
Comience con una verificación TIR de línea base y una medición de holgura. Luego siga el programa de inspección trimestral y el protocolo de lubrificación mensual. En seis meses, notará acción de manillar más suave, centrado de pieza más ajustado y menos piezas de chatarra debido a desviación inducida por mordaza. Su resultado final mejora, y sus operadores ganan la confianza que viene de usar equipos bien mantenidos y confiables.
Actualizar su Flujo de Trabajo CNC
¿Listo para repetibilidad a nivel de micrón?
En Nextas Tech, nos especializamos en soluciones de sujeción de ultra-precisión incluyendo Mordazas Autocentrantes, Sistemas de Sujeción de Punto Cero y Dispositivos de Automatización Neumática. Póngase en contacto con nuestro equipo de ingeniería con su modelo de máquina y dibujos de pieza.





