Die Mechanik von Spiel und innerem Luftspiel verstehen
Zentrischspanner verlassen sich auf eine synchronisierte Leitspindel und interne Mutteranordnung, um Werkstücke mit wiederholbarer Genauigkeit einzuspannen. Wenn Sie den Griff drehen, dreht sich die Leitspindel in der Mutter und treibt den Spannbackenschlitten nach vorne. Die Schönheit dieses Designs liegt in seiner Einfachheit: beide Backen bewegen sich gleichzeitig nach innen und zentrieren das Bauteil automatisch ohne Bedienerbeteiligung.
Doch Spiel – die Lockerheit zwischen Leitspindel und interner Mutter – ist der stille Killer der Präzision. Bereits kleine Mengen Spiel (0,1 mm bis 0,3 mm über die Zeit) führen zu Spannbackenverzögerungen, bei denen eine Backe vor der anderen bewegt, oder zu Zentrierdrift, bei dem das Bauteil nie am wahren geometrischen Zentrum gehalten wird. Dieser Drift setzt sich mit jedem Spannzyklus zusammen und beschleunigt den Verschleiß der Kugellagerschienen und Druckflächen.
Die gefährlichste Art von Spiel ist das axiale Spiel im Axiallagerpaket. Wenn die Lagerscheiben oder der Muttersteg verschleißen, kann sich die Leitspindel während des Spanns leicht vor und zurück verschieben und erzeugt Mikrobewegungen, die die Bauteilzentrierung um 0,05 mm bis 0,15 mm pro Zyklus um 0,05 mm bis 0,15 mm werfen. Über 50.000 Spannzyklen in einem Produktionsmonat entspricht dies Verschleiß oder Überarbeitung bei Dutzenden von Teilen.
Erweiterte Spielminderungsstrategien
Es gibt drei Ansätze zur Kontrolle von Spiel in einem Produktions-Zentrischspanner. Jeder hat Kompromisse in Komplexität, Kosten und betrieblichen Auswirkungen.
Strategie 1: Vorspannungseinstellung über Bund und Sperrmutter
Ein Sperrbund sitzt oben auf der Leitspindel, außerhalb der Hauptmutteranordnung. Durch das Anziehen mit einer kalibrierten Kraft (typischerweise 12 bis 18 N·m, je nach Spannergröße) können Sie den Muttersitz leicht komprimieren und so eine kleine, kontrollierte Reibung erzeugen, die das Luftspiel eliminiert. Dies ist der häufigste Ansatz bei Feldwartung, da nur ein Schraubenschlüssel und eine Drehmomentspezifikation erforderlich sind und ohne Zerlegung des Spanners überprüft und angepasst werden kann.
Strategie 2: Mutter-Austausch mit einer Präzisions-Schleifmutter
Im Laufe der Zeit verschleißt die interne Muttergewindesteiung ungleichmäßig, besonders wenn der Spanner bei hohen Lastzyklen gespannt hat. Die einzige dauerhafte Lösung besteht darin, die Mutter durch ein neues Präzisions-Schleifteil zu ersetzen. Geschliffene Mutern haben engere Toleranzen (IT5 oder IT6 gegenüber IT7-Standard) und reduzieren das Fadenbindungsspiel auf unter 0,03 mm. Dieser Ansatz ist teurer, garantiert aber Spielkontrolle für weitere 200.000+ Spannzyklen.
Strategie 3: Leitspindel- und Mutterpaket-Austausch
Wenn die Leitspindel selbst verbogen, abgenutzt oder schwer abgenutzt ist, oder wenn die Mutter nicht mehr zu retten ist, müssen beide Teile als abgestimmtes Paar ersetzt werden. Dies ist der invasivste Ansatz, ergibt aber die engste Spielkontrolle und die längste Lebensdauer. Ein neues Leitspindel- und Mutterpaar kann vorgespannt werden, um axialen Verschleiß unter 0,02 mm zu erzielen.
| Strategie | Mechanischer Mechanismus | Primärer Vorteil | Betrieblicher Nachteil |
|---|---|---|---|
| Vorspannbund-Einstellung | Sperrbund komprimiert Muttersitz durch Reibung | Kann vor Ort durchgeführt werden; keine Zerlegung erforderlich | Temporäre Reparatur dauert 6–12 Monate bei Hochvolumenproduktion |
| Austausch der Präzisionsmutter | Geschliffene interne Mutter reduziert Fadensteigungsverschleiß | Spielkontrolle garantiert unter 0,03 mm; längere Lebensdauer | Wartungsfenster erforderlich; Teilzusammenbauerexpertise |
| Leitspindel- und Mutterpaket-Austausch | Neues abgestimmtes Spindel-Mutter-Paar eliminiert Verschleiß-Akkumulation | Spiel garantiert unter 0,02 mm; längste Lebensdauer | Äußerst invasiv; vollständige Spanner-Zerlegung; Ausfallzeit ~ 3–4 Stunden |
| Intelligente Vorspannung über Federspannung | Vorgespannte Wellenfeder erzeugt konsistente axiale Kraft | Spiel selbstausgleichend während Mutter verschleißt; keine manuelle Anpassung | Erfordert Original-Design; Nachrüstung zu älteren Spannern nicht möglich |
Axiallager-Zerlegung und Neukalibrierung
Das Axiallagerpaket ist, wo die Leitspindel auf den Spannbackenschlitten trifft. Es muss alle Spannkräfte entlang der Spindelachse aufnehmen und gleichzeitig eine reibungslose Drehung ermöglichen. Dieses Paket besteht typischerweise aus zwei gehärteten Druckscheiben, einem Präzisions-Kugel- oder Rollenlager und einem Vorspannbund, der alles an Ort und Stelle hält.
Mit der Zeit gelangt Kontamination von Schleifstaub, Kühlmittelrückständen und Metallfeinen in die Lagerschienen und erzeugt Mikropitting und ungleichmäßigen Vorspannungsverlust. Wenn Sie den Griff rau anfühlen, mehr Kraft zum Spannen benötigen oder die Spannzentrierung während eines Spannzyklus leicht abweicht, ist normalerweise das Lagerpaket schuld.

Inspektionsprocedur: Entfernen Sie vorsichtig den oberen Sperrbund mit einem Schraubenschlüssel (normalerweise M10, 12 oder 14, abhängig vom Spanner). Notieren Sie die Drehmomentanzeigen der Bundsperrschraube – dies ist Ihre Referenzvorgespannung. Heben Sie dann das Axiallagerpaket ab, bestehend aus zwei Druckscheiben, dem Kugel- oder Rollenlager und einem Gehäuse. Inspizieren Sie die Lagerschienen auf Kratzer, Kerben oder grobe Beschädigungen. Ein fehlerfreies Lager sollte eine spiegelglatte Oberfläche haben und still drehen, wenn Sie es sanft mit einem Finger drehen – ohne Knirschen oder Bewegung.
Wenn die Lagerschienen grobe Pittings aufweisen, ist ein Austausch erforderlich. Die gute Nachricht: Der Austausch eines Axiallagers ist einer der schnellsten und billigsten Wartunggänge, oft unter 50 Euro für das Lager und 30 Minuten Arbeit.
Metrologische Präzision: Mittenlinienkalibrierungsprotokolle
Zentriergenauigkeit ist nicht allein ein Spiel-Problem. Es ist auch eine Frage der Spannbacken-Parallelität und der korrekten Mittenlinienpositioning. Selbst wenn das Spiel perfekt ist, können verschlissene oder verdrehte Spannbacken dazu führen, dass sich der Werkstücknullpunkt auf der Spindelachse verschiebt.
Das Standard-TIR-Test-Protokoll (Total Indicated Runout): Befestigen Sie einen Präzisions-Testkörper (typischerweise ein gehärteter und geschliffener Stahlstab mit 25 mm Durchmesser und 100 mm Länge) in den Spanner. Spannen Sie ihn mit Ihrer normalen Spannkraft ein. Dann platzieren Sie eine digitale Messuhr am freien Ende des Stabes. Drehen Sie den Spannergiff langsam und gemächlich, um sicherzustellen, dass die Messuhr durch mehrere volle Spannzyklen gelesen wird. Die Gesamtplanlauf-Lesart sollte unter 0,03 mm liegen. Ein TIR über 0,05 mm deutet auf Backenabnutzung oder Spannerkörper-Verformung hin.
Die Lösung hängt von der Schwere ab. Bei einem TIR zwischen 0,03 und 0,05 mm stellt eine gründliche Reinigung und Nachziehen aller internen Befestigungen (Backensetschrauben, Schliittenbefestigungen) häufig die Genauigkeit wieder her. Bei einem TIR über 0,05 mm ist ein Backenaustausch oder eine Spannerkörper-Neubearbeitung erforderlich, und es ist an der Zeit, Ihren Spannerhersteller oder einen Präzisions-Spannspezialisten zu konsultieren.
Intelligente Schmierung und Kühlmittelmanagement
Schmierung ist nicht eine einmalige Anwendung; es ist eine kontinuierliche Strategie, die sich mit Ihrem Produktionsumfeld entwickeln muss. Die Leitspindel und interne Mutter sind für leichte bis mittelschwere Ölfilme ausgelegt, nicht für Schwerfett. Doch die meisten Maschinisten überschmieren mit allgemeinem Lithium-Fett, das unter Kühlmittel aushärtet und den Verschleiß beschleunigt.
Typ 1: Wasserlösliche Kühlmittelumgebungen
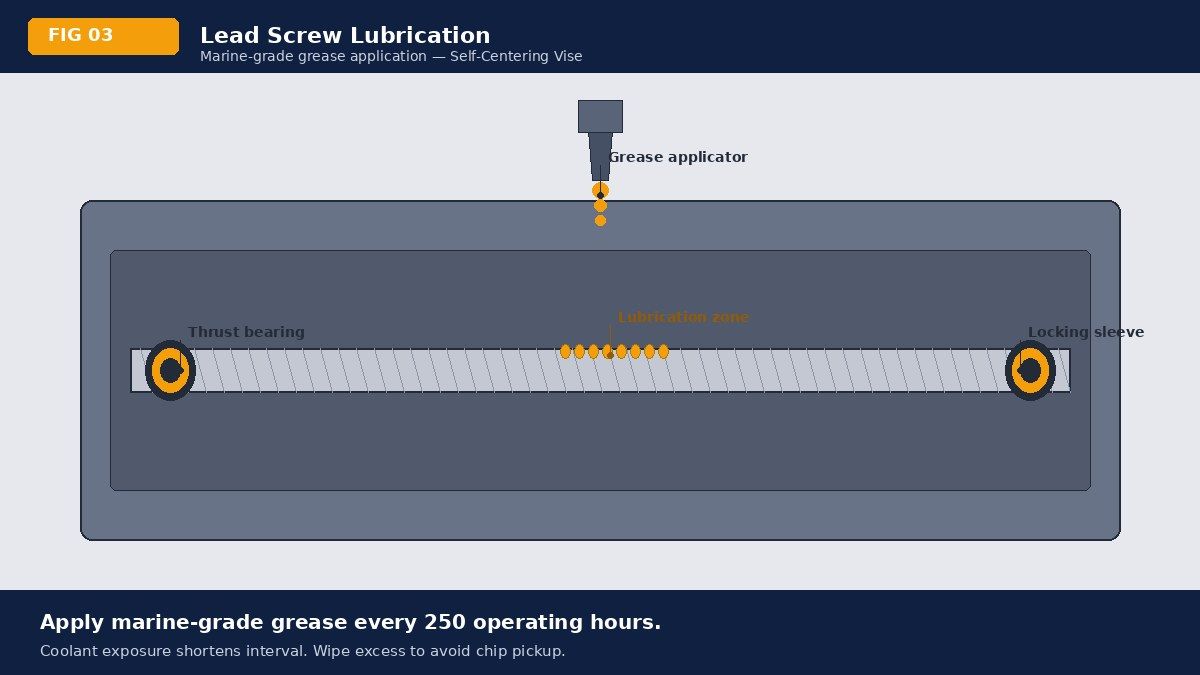
Wenn Ihr Spanner CNC-Kühlmittelspray ausgesetzt ist, werden Standardöl oder leichtes Fett in Minuten weggewaschen. Die beste Wahl ist ein hochwertiges Seemannsfett mit wasserfestem Binder (wie Lithiumkomplex oder PAO-Synthese) kombiniert mit einem Antikorrosions-Additivpaket. Tragen Sie alle 2.000 Spannzyklen (typischerweise monatlich in einem mittelgroßen Produktionsladen) 1 bis 2 Gramm auf und konzentrieren Sie sich auf die Leitspindelgewinde und die äußeren Lagerschienen des Axialgers.
Typ 2: Trockene oder halbtrockene Bearbeitung
Wenn Ihr Spanner selten Kühlmittel sieht (z. B. Bohr-, Bohr- oder Gewindelocher), können Sie ein leichteres Spindelöl oder ein nicht schmelzendes synthetisches Fett verwenden. Der Vorteil ist, dass das Schmiermittel an Ort und Stelle bleibt und kontinuierliche Filmstärke ohne Verhärtung bietet. Tragen Sie alle 5.000 bis 10.000 Zyklen oder vierteljährlich auf, je nachdem, was zuerst eintritt.
Typ 3: Hochtemperatur- oder Luft- und Raumfahrtproduktion
Für kritische Arbeiten (Luft- und Raumfahrt, Medizingeräterearbeitung oder Druckguss) sollten Sie ein Molybdändisulfid- oder Kupfer-basiertes Antifriezmittel statt herkömmliches Fett verwenden. Diese Verbindungen erzeugen eine Grenzschicht, die extreme Spannlasten und Kühlmittelbelastung überlebt. Sie sind unordentlicher in der Anwendung, bieten aber die längste Lebensdauer zwischen Wartungsintervallen (6 bis 12 Monate).
Ein praktischer Schmierungsplan, der in den meisten Produktionsläden funktioniert:
- Täglich: Wischen Sie den äußeren Spannerkörper mit einem fusselfreien Tuch ab, um Späne und Kühlmittelrückstände zu entfernen.
- Wöchentlich: Überprüfen Sie den Griff auf ungewöhnliches Schleifen oder Steifheit während des Betriebs.
- Monatlich: Tragen Sie 1 bis 2 Gramm Seemannsfett auf die sichtbaren Teile der Leitspindel auf (falls ohne Zerlegung zugänglich).
- Vierteljährlich: Führen Sie eine vollständige Spielprüfung und eine TIR-Messung an einem Präzisions-Testkörper durch.
- Halbjährlich: Konsultieren Sie das empfohlene Wartungsdokument Ihres Spannerherstellers und führen Sie alle empfehlenswerten Komponentenprüfungen oder Vorspannungsanpassungen durch.
Betriebliche Integrität: Den menschlichen Faktor eliminieren
Die gefährlichste Bedrohung für die Lebensdauer eines Spanners ist das Überdrehen durch Bediener. Viele Werkstätten vergeben generische Spanner ohne klare Spannkraftrichtlinien, und Bediener spannen instinktiv zu fest, um sicher zu sein. Einige gehen noch weiter und verwenden eine Verlängerungsstange auf dem Griff, um die Spannkraft über die Grenzen des Spanner-Designs zu erhöhen.
Die Gefahren des Überdrehens: Wenn Sie die nominale Spannkraft überschreiten (typischerweise 8.000 bis 12.000 N für einen 96-mm-Spanner), beginnt die interne Leitspindel an der Fadenenwurzel nachzugeben. Nach 5 bis 10 Überdrehepisoden entwickeln und verbreiten sich Mikrorisse entlang der Spindelachse und verursachen permanente Verformung. Die Muttergewinde sind zergespannt mit den Leitspindelgewinden, können aber nicht so viel verformen; stattdessen gleiten sie relativ zur Spindel und erzeugen sofort Spiel und Spannbackenverzögerung, die keine Vorspannungseinstellung beheben kann.
Ausgleichsspannlasten: Die beste Praxis besteht darin, mit der Mindestspannkraft zu spannen, die erforderlich ist, um das Bauteil während des gesamten Bearbeitungszyklus sicher zu halten. Für einen typischen 25-mm-Durchmesserstab in einem 96-mm-Zentrischspanner ist eine Spannkraft von 6.000 N (etwa 60 N Handdruck am Ende eines 100-mm-Griffes) für Dreh-, Fräs- und Bohrvorgänge ausreichend. Lehren Sie Ihre Bediener, einen leichten Handgriff zu verwenden und dem Spanner-Spannprozess zu vertrauen, anstatt den Griff zu belasten.
Geheimnis der Backen- und Mutter-Synchronisation: Ein verschlissener oder beschädigter Spanner spannt manchmal dezentral, was den Bedieneter versucht, das Bauteil von Hand neu zu positionieren oder durch Überdrehen. Lehren Sie stattdessen Bediener, den Spanner sofort freizugeben, wenn sie Spannverzögerung spüren, und überprüfen Sie dann den Spanner vor dem nächsten Auftrag. Eine 5-Minuten-Spannprüfung kann 2 Stunden Ausfallzeit durch Bauteilverschleiß oder Überarbeitung verhindern.
Umfassender CNC-Spanner-Wartungsplan
| Wartungsintervall | Aufgabe | Inspektionskriterien | Aktion bei Problem |
|---|---|---|---|
| Täglich | Äußere Reinigung und Sichtprüfung | Auf Späne, Kühlmittelstau oder sichtbare Risse im Spannerkörper oder -backen achten | Trocken wischen und Späne entfernen; Spanner nicht verwenden, wenn Risse sichtbar sind |
| Wöchentlich | Griffgefühl-Test und Zentrierverzögerung-Bewertung | Fühlt sich der Griff beim gesamten Spannhub reibungslos an? Hält das Bauteil zentral? | Wenn Schleif- oder Verzögerung bemerkt wird, planen Sie eine vollständige Inspektion für das nächste Wartungsfenster |
| Monatlich | Schmierungsauffrischung und Befestigungsprüfung | Tragen Sie 1–2 Gramm Seemannsfett auf; überprüfen Sie Backensetschrauben sind fest (1,5 N·m) | Befestigung nachziehen; Fett ersetzen, wenn altes Fett verfärbt oder verhärtet ist |
| Vierteljährlich | Spielprüfung und TIR-Messung | Spiel unter 0,03 mm; TIR von Präzisions-Testkörper unter 0,03 mm | Wenn Spiel über 0,05 mm, führen Sie Vorspannungseinstellung durch oder planen Sie Mutter-Austausch; wenn TIR über 0,05 mm, planen Sie Backenprüfung |
| Jährlich | Vollständige Axiallager-Inspektions- und Kalibrierung | Lagerschienen glatt (keine Pittings); Druckscheiben innerhalb 0,05 mm der Design-Dicke; Vorspannbund-Drehmoment 12–18 N·m | Lager oder Druckscheiben ersetzen, wenn Verschleiß erkannt wird; Vorspannbund zu Spezifikation nach-anziehen |
Fazit: Der integrierte Ansatz zur Präzision
Ein Zentrischspanner ist ein Präzisionswerkzeugmaschine, keine Schlagwaffe. Seine Wiederholbarkeit und Genauigkeit hängen von einem integrierten System der Spielkontrolle, Lagervorspannung, Schmierung und Bedienerdisziplin ab. Keine einzelne Wartungsaufgabe wird die Lebensdauer Ihres Spanners um 300.000 Zyklen verlängern; vielmehr ist es die Kombination von regelmäßigen Spielprüfungen, vierteljährlichen Lagerinspektionen, intelligenter Schmierung und einer Arbeitsplatzkultur, die Überdrehen ablehnt, die sich zu echten, messbaren Verbesserungen in der Teilqualität und Spanner-Haltbarkeit zusammensetzt.
Beginnen Sie mit einer Baseline-TIR-Prüfung und Spielmessung. Folgen Sie dann dem vierteljährlichen Inspektionsplan und dem monatlichen Schmierungsprotokoll. Innerhalb von sechs Monaten werden Sie sanftere Griffaktion, straffere Bauteilzentrierung und weniger Verschleißteile wegen Spanner-induzierten Rundlauf bemerken. Ihre Gewinnspanne verbessert sich, und Ihre Bediener gewinnen das Vertrauen, das sich aus der Verwendung von gut gepflegten, zuverlässigen Geräten ergibt.
Aktualisieren Sie Ihren CNC-Arbeitsablauf
Bereit für Mikron-Wiederholbarkeit?
Bei Nextas Tech spezialisieren wir uns auf ultrahohe Präzisions-Spannlösungen, einschließlich Zentrischspanner, Nullpunktspannsysteme und pneumatische Automatisierungsvorrichtungen. Kontaktieren Sie unser Ingenieursteam mit Ihrem Maschinenmodell und Bauteilzeichnungen.





