Zrozumienie mechaniki luzu i luz wewnętrzny
Imadła ze scentrowaniem opierają się na zsynchronizowanym zespole śruby prowadzącej i wewnętrznego zespołu nakrętki do zacisku przedmiotów roboczych z powtarzalną dokładnością. Gdy obracasz uchwyt, śruba prowadząca obraca się wewnątrz nakrętki, napędzając wózek szczęki do przodu. Piękno tego projektu polega na jego prostocie: oba szczęki poruszają się do wewnątrz jednocześnie, automatycznie centrując część bez regulacji operatora.
Jednak luz - luz między śrubą prowadzącą a wewnętrzną nakrętką - jest cichym zabójcą precyzji. Nawet małe ilości gry (0,1 mm do 0,3 mm w miarę upływu czasu) przełażą się na opóźnienie szczęki, gdzie jedna szczęka porusza się przed drugą, lub dryfowanie scentrowania, gdzie część nigdy nie jest trzymana w prawdziwym geometrycznym środku. Ten dryf kumuluje się z każdym cyklem zacisku i przyspiesza zużycie wyścigów łożysk piłkowych i powierzchni ciągu.
Najniebezpieczniejszym typem luzu jest luz osiowy w pakiecie łożyska ciągu. Jeśli podkładki łożyska lub boss nakrętki się zużyją, śruba prowadząca może nieznacznie przesunąć się do przodu i do tyłu podczas zacisku, powodując mikroruch, który wyrzuca scentrowanie części o 0,05 mm do 0,15 mm na cykl. Ponad 50 000 cykli zacisku w miesiącu produkcyjnym, to jest równoważne złomowaniu lub przeróbce na dziesiątkach części.
Zaawansowane strategie łagodzenia luzu
Istnieją trzy podejścia do kontrolowania luzu w imadłach ze scentrowaniem w produkcji. Każde ma kompromisy w złożoności, kosztach i wpływie operacyjnym.
Strategia 1: Regulacja obciążenia wstępnego poprzez kołnierz i nakrętę zablokującą
Zablokowany kołnierz znajduje się na górze śruby prowadzącej, poza głównym zespołem nakrętki. Poprzez dokręcenie go do kalibrowanej siły (zazwyczaj 12 do 18 N·m, w zależności od rozmiaru imadła), można nieznacznie ścisnąć siedzisko nakrętki, tworząc małą ilość kontrolowanego tarcia, które eliminuje luzu wolną. To jest najczęstsze podejście w konserwacji pola, ponieważ wymaga tylko klucza i specyfikacji momentu obrotowego i można je sprawdzić i regulować bez rozmontowywania imadła.
Strategia 2: Wymiana nakrętki na précyjną nakrętkę szlifowaną
Z czasem wewnętrzny nawój nakrętki zużywa się nierównomiernie, szczególnie jeśli imadło zacisnęło abrazyjnie przy dużych cyklach obciążeniowych. Jedynym stałym rozwiązaniem jest zastąpienie nakrętki nową precyzyjnie szlifowaną częścią. Szlifowane nakrętki mają ciaśniejsze tolerancje (IT5 lub IT6 vs IT7 standard), zmniejszając luz zaangażowania nawoju poniżej 0,03 mm. To podejście jest droższe, ale gwarantuje kontrolę luzu przez kolejne 200 000+ cykli zacisku.
Strategia 3: Wymiana kompletu śruby prowadzącej i nakrętki
Jeśli śruba prowadząca sama w sobie jest wygięta, zdarzona lub ciężko zużyta, lub jeśli nakrętka jest nie do naprawy, oba części muszą być wymieniane jako dopasowana para. To jest najobszerniejsze podejście, ale daje najtesniejszą kontrolę luzu i najdłuższą żywotność usługi. Nowa para śruby prowadzącej i nakrętki może być wstępnie obciążona, aby osiągnąć luz osiowy poniżej 0,02 mm.
| Strategia | Mechanizm mechaniczny | Podstawowa zaleta | Niedogodność operacyjna |
|---|---|---|---|
| Regulacja kołnierza obciążenia wstępnego | Zablokowany kołnierz kompresuje siedzisko nakrętki poprzez tarcie | Może być wykonane na miejscu; nie wymaga demontażu | Tymczasowa naprawa trwająca 6-12 miesięcy w produkcji o wysokim wolumenie |
| Wymiana precyzyjnej nakrętki | Szlifowana wewnętrzna nakrętka zmniejsza zużycie skoku gwintu | Przedłuża żywotność usługi do 200 000+ cykli | Wymaga demontażu i pozyskiwania części; przestój ~2 godziny |
| Wymiana kompletu śruby prowadzącej i nakrętki | Kompletny napęd zastąpiony nową dopasowaną parą | Luz gwarantowany poniżej 0,02 mm; najdłuższa żywotność | Najbardziej inwazyjny; pełny demontaż imadła; przestój ~3-4 godziny |
| Inteligentne obciążenie wstępne poprzez napięcie sprężyny | Wstępnie obciążona fala sprężyny stosuje stałą siłę osiową | Luz siebie kompensuje jako nakrętka zużywa się; bez ręcznego nakręcania | Wymaga oryginalnego projektu; nie można retrośrodów do starszych imadeł |
Demontaż i ponowna kalibracja łożyska ciągu
Pakiet łożyska ciągu to miejsce, gdzie śruba prowadząca spotyka się z wózkiem szczęki. Musi wchłonąć całą siłę zacisku wzdłuż osi śruby, jednocześnie pozwalając na gładki obrót. Pakiet ten zazwyczaj składa się z dwóch hartowanych podkładek ciągu, precyzyjnego łożyska piłkowego lub igiełkowego oraz kołnierza obciążenia wstępnego, który utrzymuje wszystko na miejscu.
Z czasem zanieczyszczenie pyłu szlifów, pozostałości chłodziwa i drobnych metali przenika się do wyścigów łożyska, tworząc mikrowgłębienie i nierówną stratę obciążenia wstępnego. Kiedy zauważysz, że uchwyt czuje się szorstko, wymaga więcej siły do zacisku, lub scentrowanie imadła nieznacznie przesunęło się podczas cyklu zacisku, pakiet łożyska jest zwykle sprawcą.

Oto proces krokowy do właściwej inspekcji łożyska ciągu i ponownej kalibracji:
- Krok 1: Usuń uchwyt i całkowicie odśrubuj śrubę prowadzącą z wózka szczęki. Powinieneś napotkać opór blisko dna pociągu ze względu na obciążenie wstępne.
- Krok 2: Użyj miękkiej szczotki i sprężonego powietrza, aby usunąć wszystkie zanieczyszczenia powierzchniowe z powierzchni łożyska ciągu. Nie rozpylaj czyszczących bezpośrednio na łożysku; zamiast tego użyj IPA lub lekkiego oleju penetrującego na tkaninie.
- Krok 3: Sprawdź hartowane podkładki ciągu pod kątem niebarwienia, wgłębienia lub łuszczenia. Każdy widoczny wzór zużycia wskazuje na uszkodzenie łożyska i wymaga wymiany.
- Krok 4: Powoli poluzuj kołnierz obciążenia wstępnego, notując moment obrotowy wymagany do obrotu śruby prowadzącej przy każdym obrocie. Nagły spadek wymaganego momentu obrotowego wskazuje na uszkodzenie łożyska lub poślizg nakrętki.
- Krok 5: Usuń łożysko i podkładki ciągu, czyść je dokładnie i zmierz je pod kątem straty wymiarowej. Podkładki ciągu powinny mierzyć w obrębie 0,05 mm ich grubości projektowania.
- Krok 6: Ponownie zmontuj z nowym łożyskiem lub podkładkami ciągu w przypadku wykrycia zużycia. Wstępnie załaduj kołnierz na moment obrotowy 12 do 18 N·m, sprawdzając, czy uchwyt obraca się gładko i równomiernie od całkowicie otwartego do całkowicie zamkniętego.
- Krok 7: Zainstaluj małą ilość (2-3 gramy) łożyska gazu morskiego na wyścigach łożysk po ponownym montażu. To chroni łożysko przed intruzją chłodziwa podczas następnego uruchomienia produkcji.
Tajna synchronizacji kołnierza: Wielu techników stosuje moment obrotowy do kołnierza za pomocą standardowego klucza i oszacowania. Ale prawidłowe podejście to użycie klucza dynamometrycznego ustawionego na specyfikację modelu imadła. Jeśli nie masz specyfikacji, praktyczna zasada to: dokręć kołnierz, aż uchwyt będzie wymagał 3 do 5 niutonów siły do obrotu przez środek pociągu zacisku, a następnie zablokuj go za pomocą śruby ustalającej. Ten "test czucia" jest bardziej niezawodny niż jednorazowy statyczny pomiar momentu obrotowego.
Precyzja metrologiczna: protokoły kalibracji osi środkowej
Nawet imadło z zerowym luz nie scentruje prawidłowo część, jeśli wyrównanie szczęki lub wewnętrzny profil nośnika przesunęły się. Dryfowanie osi środkowej to forma błędu systematycznego, który pojawia się ponad tysiące cykli zacisku, szczególnie w obróbce wysokowolumenowej lub podczas zacisku nieregularnych geometrii przedmiotu roboczego.
Aby zweryfikować dokładność osi środkowej, potrzebujesz precyzyjnego wskaźnika tarczy i paska testowego. Zamontuj imadło na stole maszyny i zabezpiecz precyzyjny cylindryczny paska testowy 25 mm w szczękach imadła, zacisku do umiarkowanej siły (około 50% znamionowej siły zacisku). Korzystając ze wskaźnika tarczy zamontowanego w wrzecionoscie, zmierz całkowity wskazany runo (TIR) paska testowego na jego długości. Akceptowalny zakres dla precyzyjnego imadła to poniżej 0,03 mm (30 mikronów) TIR.
Jeśli TIR przekracza 0,05 mm, najczęstsze przyczyny to:
- Zużycie lub odkrycie szczęki: Powierzchnie zacisku zużyły się nierównomiernie lub rozwinęły małe chipy, które uniemożliwiają pełne zamknięcie szczęki.
- Erozja wewnętrznego profilu nośnika: Skośna powierzchnia nośnika wewnątrz obudowy imadła straciła ciasną tolerancję profilu, zmniejszając siłę synchronizacji między dwoma szczękami.
- Wyrównanie nakrętki do straty wyrównania wózka szczęki: Wewnętrzna wspornika wspornika przesunęła się lub uległa zgięciu, powodując, że nakrętka napędza jedną szczękę nieznacznie do przodu drugiej.
Rozwiązanie zależy od ważności. Dla TIR między 0,03 a 0,05 mm, dokładne czyszczenie i ponowne zaciśnięcie wszystkich wewnętrznych szybkozłączów (śruby ustawienia szczęki, zaciski wspornika wózka) często przywraca dokładność. Dla TIR powyżej 0,05 mm wymaga się wymiany szczęki lub ponownego obrócenia obudowy i jest czas, aby skonsultować się z producentem imadła lub specjalistą ds. precyzyjnego przytrzymania.
Inteligentne smarowanie i zarządzanie chłodziwem
Smarowanie to nie jednorazowe zastosowanie; to ciągła strategia, która musi ewoluować wraz ze środowiskiem produkcyjnym. Śruba prowadząca i wewnętrzna nakrętka są projektowane dla lekkich do średnich filmów olejowych, nie ciężkiego smaru. Jednak większość maszynistów nadmiernie smaruje za pomocą smaru uniwersalnego na bazie litu, który hartuje się pod chłodziwem i przyspiesza zużycie.
Typ 1: Środowiska chłodziwa rozpuszczalnego w wodzie
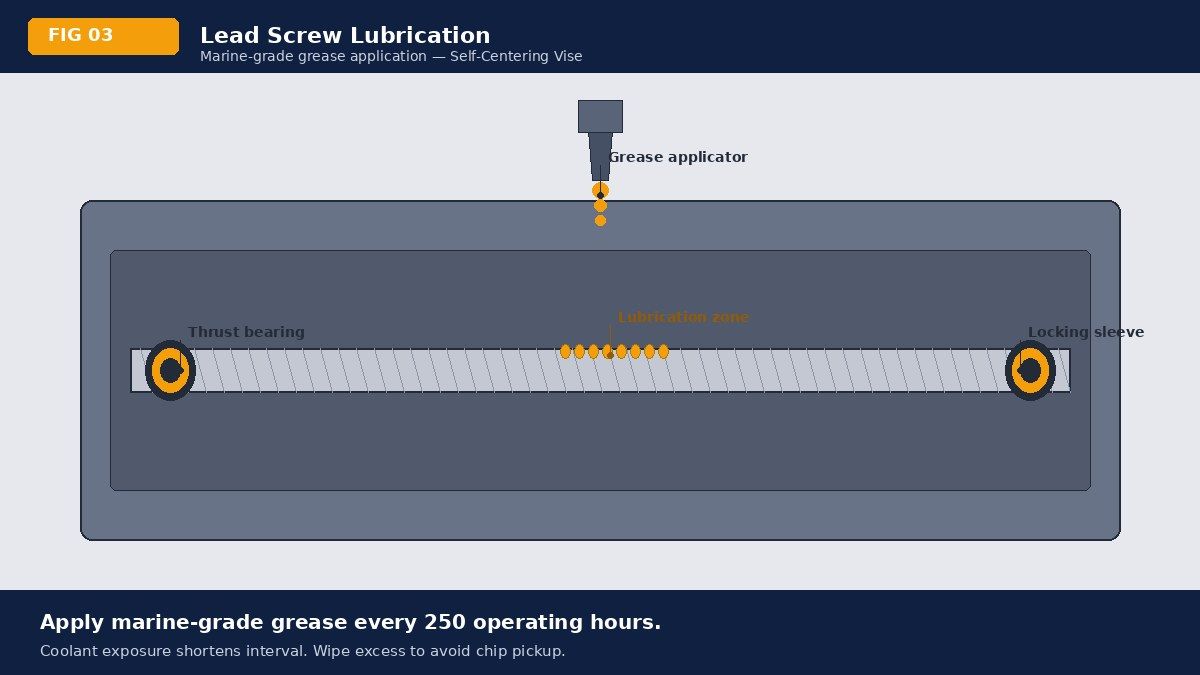
Jeśli imadło jest wystawione na rozpylanie chłodziwa CNC, standardowy olej lub lekki smar zostaje zmyty w minutach. Najlepszym wyborem jest ciężki smar morski klasy marki ze spoiwem odpornym na wodę (takim jak kompleks litu lub syntetyk PAO) w połączeniu z pakietem dodatków antykompresyjnych. Zastosuj 1 do 2 gramów co 2000 cykli zacisku (zazwyczaj co miesiąc w umiarkowanym sklepie produkcyjnym), skupiając się na gwintach śruby prowadzącej i zewnętrznych wyścigach łożyska ciągu.
Typ 2: Obróbka sucha lub półsucha
Jeśli imadło rzadko widzi chłodziwę (np. nudzenie, wiercenie lub operacje kręcenia), możesz użyć lekkiego oleju klasy wrzeciona lub niezmiękającego smaru syntetycznego. Zaletą jest to, że smar pozostaje na miejscu, zapewniając stałą siłę filmu bez hartowania. Zastosuj 1 gram co 5000 do 10 000 cykli lub kwartalnie, w zależności od tego, co będzie pierwsze.
Typ 3: Produkcja wysokotemperaturowa lub lotnicza
Do pracy krytycznej (obróbka lotnicza, medyczna lub do odlewania), rozważ związek przeciw-seize na bazie disulfidu molibdenu lub miedzi zamiast tradycyjnego smaru. Związki te tworzą warstwę graniczną, która przetrwa ekstremalne obciążenia zacisku i narażenie chłodziwem. Są brudniejsze w aplikacji, ale zapewniają najdłuższą żywotność usługi między interwałami konserwacji (6 do 12 miesięcy).
Praktyczny harmonogram smarowania, który działa w większości sklepów produkcyjnych:
- Dziennie: Przetrzytuj zewnętrzną obudowę imadła za pomocą tkaniny bez włókien, aby usunąć chipy i pozostałości chłodziwa.
- Tygodniowo: Sprawdź uchwyt pod kątem niezwykłego mielenia lub sztywności podczas operacji.
- Miesięcznie: Zastosuj 1 do 2 gramów smaru morskiego klasy do widocznych części śruby prowadzącej (jeśli są dostępne bez demontażu).
- Kwartalnie: Przeprowadź pełną kontrolę luzu i pomiar TIR na precyzyjnym pasku testowym.
- Co pół roku: Skonsultuj się z zalecanym dokumentem konserwacji producenta imadła i wykonaj wszelkie sprawdzenia profilaktyczne lub regulacje obciążenia wstępnego, które sugerują.
Integralność operacyjna: eliminacja czynnika ludzkiego
Najniebezpieczniejszym zagrożeniem dla żywotności imadła jest nadmierny uchwyt operatora. Wiele sklepów wydaje imadła ogólne bez jasnych wytycznych siły zacisku, a operatorzy instynktownie zaciągają "być bezpieczni". Niektórzy idą dalej i używają paska oszusty na uchwycie, aby zwiększyć siłę zacisku poza limity projektowania imadła.
Niebezpieczeństwo nadmiernego uchwytania: Gdy przekroczysz znamioną siłę zacisku (zazwyczaj 8000 do 12000 N dla imadła 96 mm), wewnętrzna śruba prowadząca zaczyna ulegać w korzeniu gwintu. Po 5 do 10 incydentach nadmiernego uchwytania, mikropęknięcia rozwijają się i propagują wzdłuż osi śruby, powodując trwałe odkształcenie. Nawoje nakrętki są powiązane wątkami do nawojów śruby prowadzącej, ale nie mogą się odkształcić tyle; zamiast tego poślizgują się w stosunku do śruby, tworząc natychmiastowy luz i opóźnienie szczęki, które żadne nastawienie obciążenia wstępnego nie może naprawić.
Balansowanie obciążeń zacisku: Najlepszą praktyką jest zacisku z minimalną siłą wymaganą do bezpiecznego utrzymania części na całym cyklu obróbki. Dla typowego paska okrągłego 25 mm w imadłu ze scentrowaniem 96 mm, siła zacisku 6000 N (około 60 N siły ręcznej na końcu uchwytu 100 mm) jest wystarczająca dla operacji toczenia, frezowania i wiercenia. Nauczaj swoich operatorów lekkiego dotyku i zaufania do działania scentrowania imadła, zamiast naprawiać uchwyt.
Tajna synchronizacji szczęki i nakrętki: Zużyte lub uszkodzone imadło czasami zacisnęło się poza środkiem, kusząc operatora do ponownego umieszczenia części ręcznie lub przez nadmierny uchwyt. Zamiast tego pociągnij operatorów, aby natychmiast uwolnili imadło, jeśli czują opóźnienie scentrowania, a następnie sprawdzili imadło przed następną pracą. 5-minutowa inspekcja imadła może zapobiec 2-godzinnemu przestojowi spowodowanemu złomem części lub przeróbką.
Kompleksowy harmonogram konserwacji imadła CNC
| Interwał konserwacji | Zadanie | Kryteria inspekcji | Działanie, jeśli znaleziony problem |
|---|---|---|---|
| Dziennie | Czyszczenie zewnętrzne i kontrola wizualna | Szukaj chipów, gromadzenia chłodziwa lub widocznych pęknięć w obudowie imadła lub szczękach | Przetrzytuj na sucho i usuń chipy; nie należy używać imadła, jeśli pęknięcia są widoczne |
| Tygodniowo | Test czucia uchwytu i ocena opóźnienia scentrowania | Czy uchwyt czuje się gładko na całym pociągu zacisku? Czy część drży martwym środkiem? | Jeśli zaobserwowano mielenie lub opóźnienie, zaplanuj pełną kontrolę dla następnego okna konserwacji |
| Miesięcznie | Odświeżenie smarowania i kontrola zacisku | Zastosuj 1-2 gramy smaru morskiego klasy; sprawdź, czy śruby ustawienia szczęki są ciasne (1,5 N·m) | Ponownie zacisnij wszelkie zablokowane zaciski; zastąp smar, jeśli stary smar jest odbarwiony lub zahartowany |
| Kwartalnie | Sprawdzenie luzu i pomiar TIR | Luz poniżej 0,03 mm; TIR precyzyjnego paska testowego poniżej 0,03 mm | Jeśli luz przekracza 0,05 mm, wykonaj regulację obciążenia wstępnego lub zaplanuj wymianę nakrętki; jeśli TIR przekracza 0,05 mm, zaplanuj inspekcję szczęki |
| Rocznie | Pełna inspekcja łożyska ciągu i kalibracja | Wyścigi łożyska gładkie (bez wgłębienia); podkładki ciągu w obrębie 0,05 mm grubości projektowania; moment obrotowy kołnierza obciążenia wstępnego 12-18 N·m | Wymień łożysko lub podkładki ciągu, jeśli zużycie zostało wykryte; ponownie dokręć kołnierz obciążenia wstępnego do specyfikacji |
Podsumowanie: zintegrowane podejście do precyzji
Imadło ze scentrowaniem to precyzyjne narzędzie maszynowe, a nie młotek. Jego powtarzalność i dokładność zależą od zintegrowanego systemu kontroli luzu, obciążenia wstępnego łożyska, smarowania i dyscypliny operatora. Żadne pojedyncze zadanie konserwacji nie przedłuży żywotności imadła o 300 000 cykli; zamiast tego jest to kombinacja regularnych kontroli luzu, kwartalnych inspekcji łożysk, inteligentnego smarowania i kultury pracy odrzucającej nadmierny uchwyt, która składa się na rzeczywiste, mierzalne ulepszenia w jakości części i wytrzymałości imadła.
Zacznij od wstępnego pomiaru TIR i pomiaru luzu. Następnie postępuj zgodnie z kwartalnym harmonogramem inspekcji i miesięcznym protokołem smarowania. W ciągu sześciu miesięcy zauważysz gładszą akcję uchwytania, ciślejsze scentrowanie części i mniej części złomowanych z powodu wynurzenia indukowanego imadłem. Twoja dolna linia się poprawi, a operatorzy zyskają pewność, która przychodzi z używaniem dobrze utrzymywanego, niezawodnego sprzętu.
Ulepszenie przepływu pracy CNC
Gotowy na powtarzalność na poziomie mikrona?
W Nextas Tech specjalizujemy się w ultrapreyzyjnych rozwiązaniach przytrzymania, w tym imadłach ze scentrowaniem, systemach zacisku o zerowym punkcie i przyrządach automatyzacji pneumatycznej. Skontaktuj się z naszym zespołem inżynierskim ze swoim modelem maszyny i rysunkami części.





