2026-01-29
О проекте
SAVANT выпускает коммуникационные узлы для оборудования полупроводниковой отрасли. Частая смена приспособлений и малые партии требовали сокращения времени переналадки без потери точности.
Задачи
- Частые переналадки из-за высокой номенклатуры.
- Жёсткие требования к точности и повторяемости.
- Безопасность: стабильный зажим при потере воздуха/энергии.
- Подготовка к автоматизации и FMS.
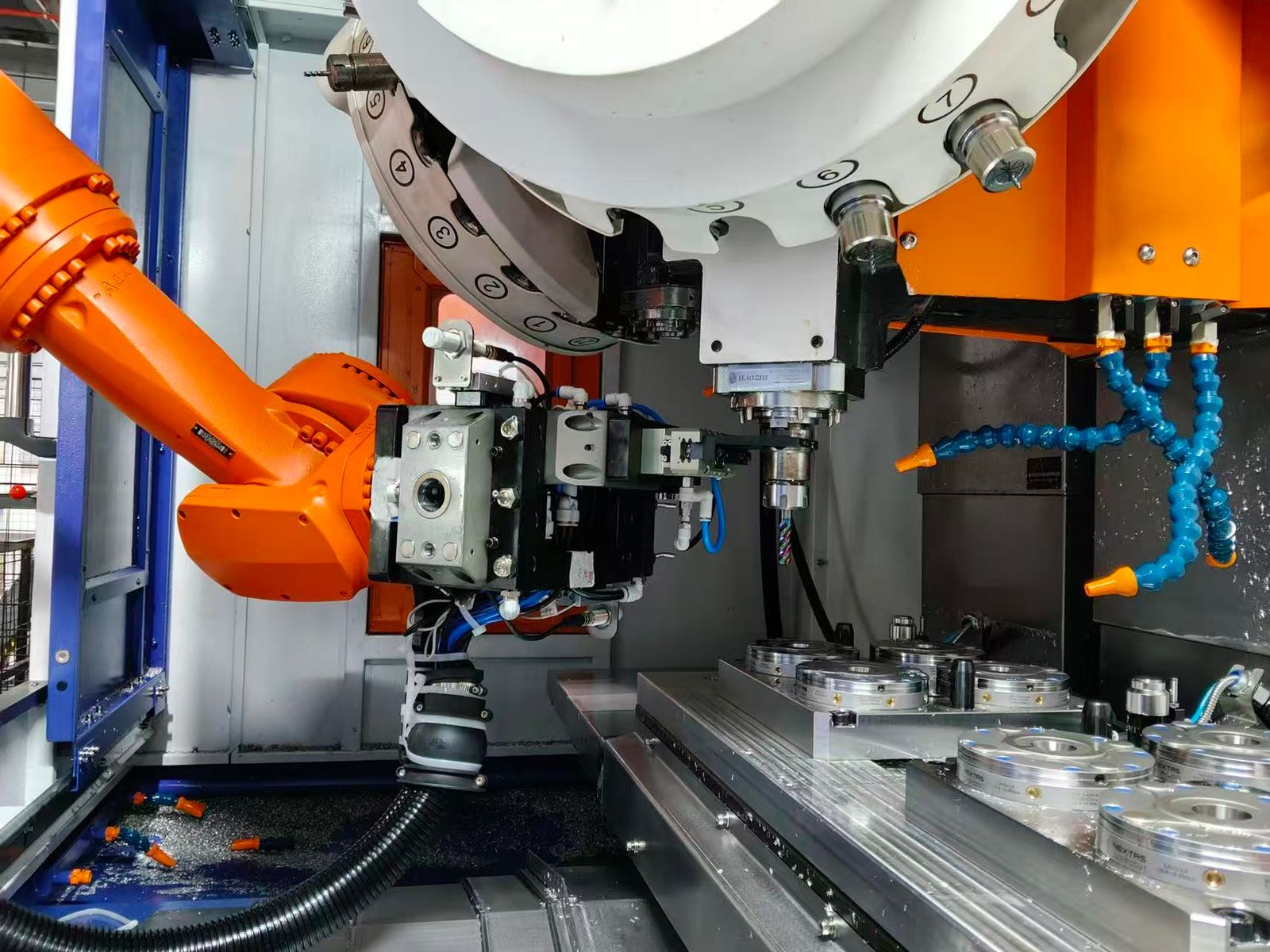
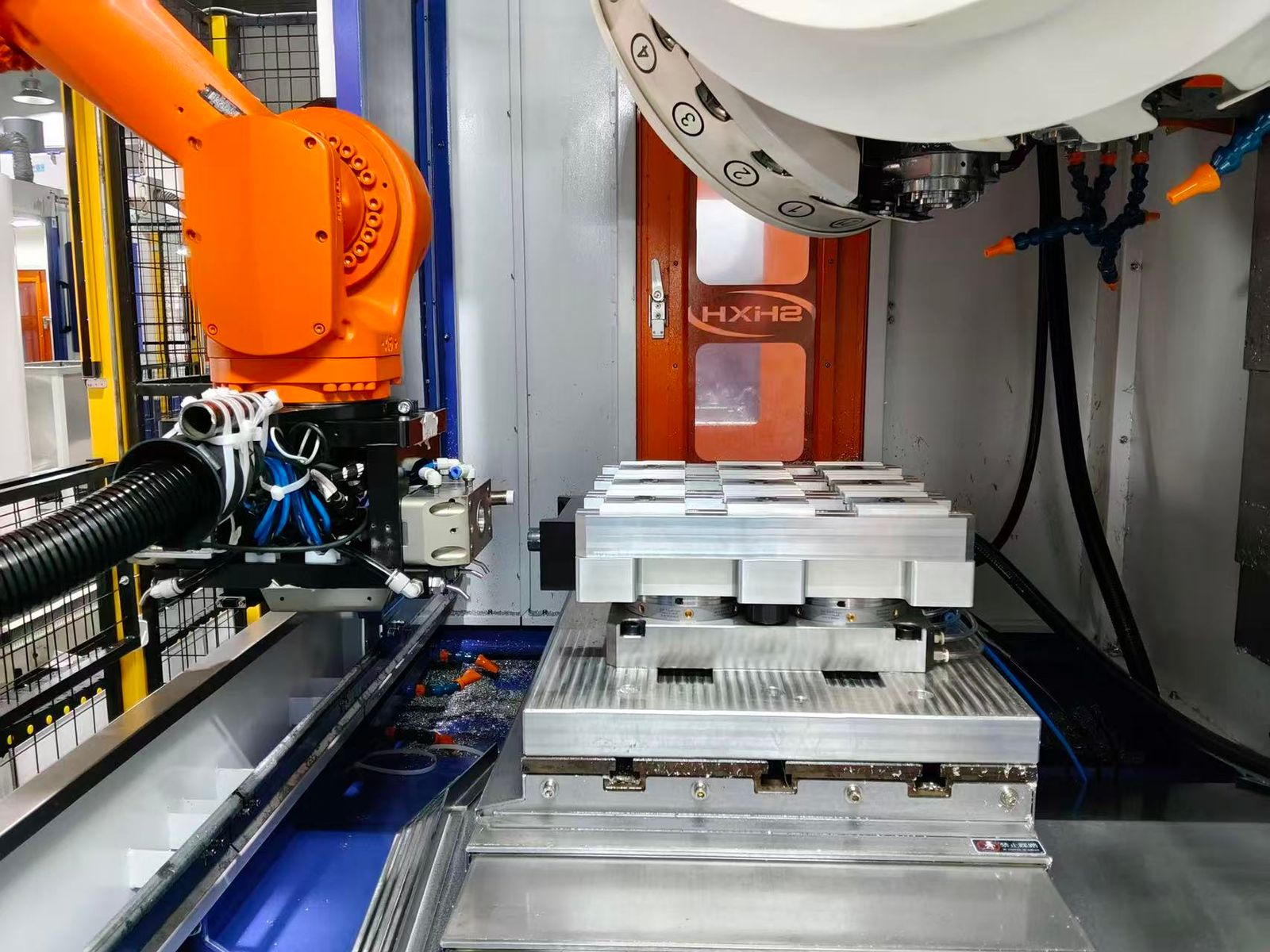
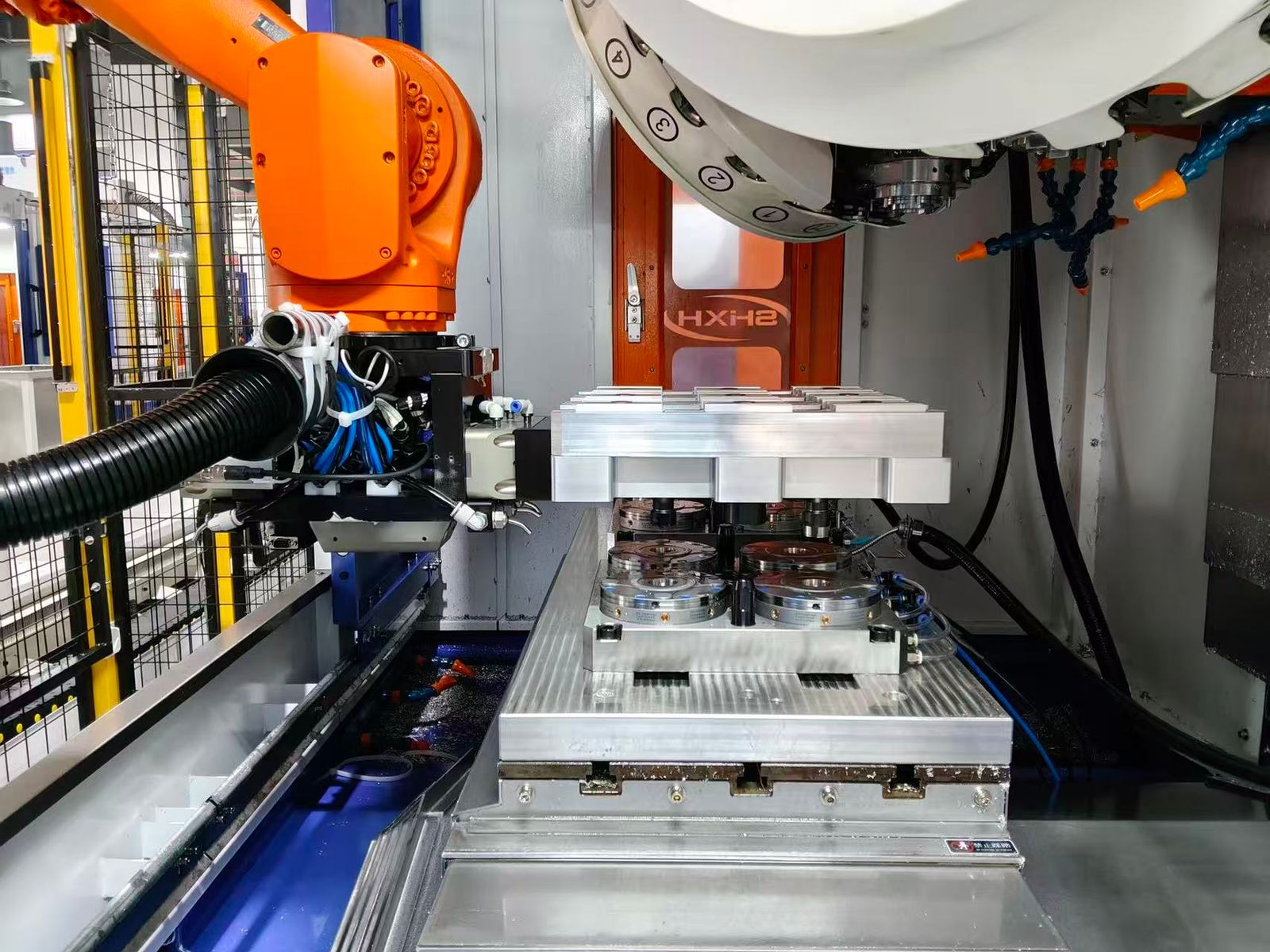
Решение: Nextas Zero-Point Positioning System
Внедрён единый стандарт базирования «нулевая точка»: точная референция, самоблокировка и модульная основа для масштабирования.
- ~30 секунд на смену (в реальном процессе).
- Повторяемость ≤0,003 мм.
- Fail-safe самоблокировка — удержание при отказах.
- Готовность к FMS (паллеты, роботизация, интерфейсы).
Внедрение
- Стандартизация схемы штифтов/опорных точек.
- Интеграция модулей в плиты/паллеты.
- Валидация повторяемости, усилия зажима, времени.
- Обучение операторов + регламент обслуживания.
Результаты
- Снижение простоев благодаря быстрым сменам.
- Более стабильное качество за счёт повторяемого базирования.
- Повышение безопасности из-за самоблокировки.
- Подготовка к FMS через единые интерфейсы.
FAQ
Можно ли модернизировать существующую оснастку?
Да. Часто достаточно адаптерных плит и установки референсных элементов, чтобы перейти на единый стандарт.
Какое обслуживание требуется?
Регулярная очистка контактных поверхностей, контроль референсов и периодическая проверка узлов интерфейса.
Подходит ли для автоматизации?
Да. Zero-Point упрощает паллетирование и работу роботов, потому что стандартизирует позиционирование.