Wpisz swój adres e-mail, aby poprosić o broszurę. Ze względu na różnicę stref czasowych wyślemy ją następnego dnia roboczego rano (GMT+8, czas Pekinu).

Modułowa baza mocująca
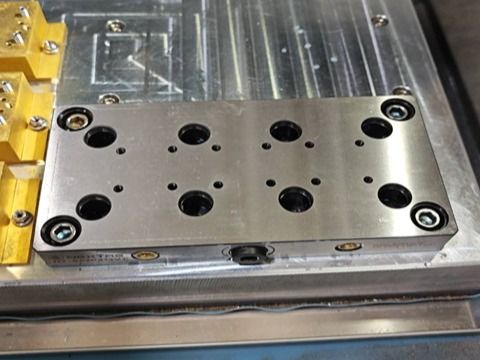
Płyta mocująca punktu zerowego
Fundament dla maksymalnej elastyczności
Płyta mocująca z punktem zerowym Nextas tworzy ustandaryzowaną bazę dla oprzyrządowania, imadeł i narzędzi specjalnych. Pomaga skrócić czas ustawiania, poprawić powtarzalność i przygotować stół maszyny do szybszych zmian.
Ustandaryzowany interfejs maszynyNatychmiastowo stwórz uniwersalną siatkę na stole maszyny, umożliwiając montaż dowolnego przyrządu lub palety z idealnym wyrównaniem za każdym razem.
Sztywna i stabilna bazaPrecyzyjnie szlifowana, zapewnia solidną bazę do tłumienia drgań i wytrzymania dużych sił skrawania.
Prawdziwa modułowośćDostępne w różnych rozmiarach i konfiguracjach (pojedyncze, podwójne, poczwórne moduły), aby pasować do każdego stołu maszyny i zastosowania, od małych imadeł po duże wieże mocujące (tombstones).
Najlepszy wybór
Wybierz tę stronę, gdy stół maszyny wymaga jednego powtarzalnego standardu referencyjnego
To jest najprostszy pierwszy krok dla imadeł, palet i modułowych uchwytu, które wymagają szybszych zmian bez angażowania pełnego projektu automatyzacji od początku.
Porównaj najpierw
Sprawdź rodzinę 52 / 96 mm, ślad płyty i ścieżkę przyszłej aktualizacji
Takie porównanie zwykle mówi kupującym, czy manualna płyta referencyjna wystarczy teraz, czy pneumatyczna lub droga gotowa do APC powinna być zaplanowana wcześniej.
Idź dalej
Użyj skrótów zamiast skanowania całej strony
Przejdź bezpośrednio do doboru, integracji i konserwacji, gdy planowanie układu jest rzeczywistym wąskim gardłem decyzji.
Przejdź do zadania
Szybciej dostań się do właściwej sekcji
Użyj poniższych skrótów, jeśli porównujesz rozmiary płyt, sprawdzasz logikę montażu lub planujesz konserwację wokół wspólnego interfejsu referencyjnego.
Fokus doboru
Porównaj rodziny 52 mm vs 96 mm, rozmiar płyty, gęstość siatki i ile stacji rzeczywiście potrzebuje stół.
Fokus integracji
Potwierdź schemat otworów, przeniesienie uchwytu, plan palet i czy moduły punktu zerowego mogą być dodane później.
Fokus konserwacji
Przejrzyj czystość, kontrole osadzenia i codzienne praktyki obsługi, które chronią powtarzalność.
Szybkie przekazanie inżynierskie
Prześlij cztery dane i uzyskaj jaśniejszą rekomendację
- Model maszyny i dostępna przydział stołu.
- Typy uchwytu, imadeł lub palet do zamontowania.
- Docelowy czas wymiany i wymagana powtarzalność.
- Czy projekt jest teraz manualny lub może stać się gotowy do automatyzacji później.
Szybkie przekazanie projektu
Wyślij model maszyny, detal i docelowy czas cyklu
Na podstawie danych procesu dobierzemy właściwą konfigurację, odpowiednie opcje katalogowe i najlepszą ścieżkę kontaktu dla tej strony produktu.
Maszyna i interfejs
Podaj model maszyny, interfejs stołu lub wrzeciona, dostępną przestrzeń oraz informację, czy to retrofit czy nowa linia.
Detal i cel oprzyrządowania
Przekaż wymiary detalu, materiał, obecną logikę mocowania, zakres produkcji oraz czy projekt dotyczy obróbki, kontroli czy transferu.
Dokładność i cel automatyzacji
Dodaj wymaganą powtarzalność, potrzeby siły zacisku, plan palet, przekazanie robotem i główne wąskie gardło czasu cyklu.
Specyfikacja płyty
| Parametr | Specyfikacja |
|---|---|
| Materiał płyty | Hartowana stal nierdzewna |
| Płaskość / Równoległość | ≤0,005 mm |
| Standardowe rozmiary (Dł. x Szer.) | Patrz katalog |
| Zintegrowane moduły | 1, 2, 4 lub więcej, zależnie od rozmiaru płyty |
| Rozstaw modułów | Standardowe siatki 52 mm, 96 mm, 200 mm lub wzory niestandardowe |
| System montażu | Zaprojektowane dla standardowych stołów z rowkami T lub montażu bezpośredniego |
| Obróbka powierzchni | Powłoka odporna na korozję |

Zbudowana jako solidny fundament
Płyta mocująca z systemem punktu zerowego Nextas służy jako kluczowe ogniwo między obrabiarką a systemem mocowania przedmiotu. Każda płyta jest starannie wykonana z wysokiej jakości, odprężonej stali lub aluminium i precyzyjnie szlifowana, aby osiągnąć wyjątkową płaskość i równoległość. Zapewnia to, że mikronowa dokładność zintegrowanych modułów punktu zerowego jest idealnie przenoszona na obrabiany przedmiot. Płyty posiadają ustandaryzowany wzór siatki (np. 52 mm / 96 mm) oraz zintegrowane kanały do zasilania pneumatycznego, co sprawia, że ustawianie jest czyste, proste i niezwykle szybkie.
Konstrukcja modułowa w standardzie przemysłowym 52 mm / 96 mm
Płyta ma standardowe rozmiary 52 mm i 96 mm, pasujące do większości systemów CNC. Nie ma problemów z dopasowaniem — działa zarówno w małych warsztatach, jak i dużych fabrykach. Oba rozmiary są dostępne, części zamienne łatwo znaleźć. To zmniejsza przestoje i niepotrzebne czekanie na sprzęt.
Jak wybrać odpowiednią płytę mocującą punktu zerowego
Płyta mocująca punktu zerowego to coś więcej niż „płyta bazowa” — staje się Twoim ustandaryzowanym interfejsem maszyny. Dobrze dobrana konfiguracja daje powtarzalną dokładność, szybsze przezbrojenia i prostszą drogę do paletyzacji.
1) Rozmiar płyty & montaż
Dopasuj wymiary płyty do przesuwów stołu i układu rowków T. Zostaw miejsce na ścieżki narzędzia, przepływ chłodziwa i odprowadzanie wiórów. Przy częstych zmianach wiele zakładów standaryzuje jedną „płytę bazową” na maszynę.
2) Układ modułów & siatka
Wybierz standard 52 mm/96 mm, jeśli zależy Ci na szerokiej kompatybilności z paletami, imadłami i oprzyrządowaniem. Większe detale lub cięższe skrawanie? Większy rozstaw (lub dodatkowe moduły) zwiększa sztywność i nośność.
3) Styl mocowania
W produkcji high-mix priorytetem są szybkozłączne imadła i ustandaryzowane palety. Dla 4/5 osi liczy się sztywność, wysokość Z i powtarzalne bazowanie — aby przenosić detal z CNC na CMM bez ponownego mocowania.
Płyta punktu zerowego vs tradycyjne rowki T
| Co ma znaczenie | Mocowanie w rowkach T | Płyta mocująca punktu zerowego |
|---|---|---|
| Czas przezbrojenia | Ręczne ustawianie i bazowanie | Wymiana palet/oprzyrządowania w kilka minut |
| Powtarzalność | Zależna od operatora | Stałe pozycjonowanie (przy czyszczeniu i serwisie) |
| Skalowalność | Trudno standaryzować między zleceniami | Standardowy interfejs dla palet, imadeł i oprzyrządowania |
| Kontrola/inspekcja | Często wymaga ponownego mocowania | CNC → CMM na tej samej palecie / tej samej bazie |
Jeśli często zmieniasz zlecenia, robisz krótkie serie lub chcesz dojść do automatyzacji, płyta punktu zerowego zwykle zwraca się poprzez większy czas pracy wrzeciona i mniejszą zmienność ustawiania.
Lista kontrolna instalacji & konserwacji
- Montaż & poziomowanie: Przykręć płytę do stołu i sprawdź pełny kontakt. Stosuj momenty dokręcania z katalogu.
- Podłączenie powietrza: Używaj czystego, suchego powietrza z filtracją. Przed produkcją sprawdź szczelność połączeń.
- Sprawdź skok zacisku: Wykonaj cykle otwarcie/zamknięcie i potwierdź równomierne zadziałanie modułów.
- Utrzymuj czystość interfejsów: Zarządzanie wiórami jest kluczowe. Szybkie przetarcie lub przedmuch przed załadunkiem poprawia powtarzalność.
- Przeglądy okresowe: Kontroluj uszczelnienia, powierzchnie bazujące i śruby zgodnie z warunkami chłodziwa i wiórów.
Wskazówka: jeśli planujesz pulę palet lub automatyzację, wcześnie ustandaryzuj wzory i interfejsy palet — oszczędzisz późniejszych przeróbek.
Plan konfiguracji (moduły, siatka i zastosowanie)
To szybka ściąga przy wyborze płyty mocującej zero-point do CNC dla częstych przezbrojeń, paletyzacji lub oprzyrządowania 5-osiowego. Celem jest standaryzacja interfejsu (płyta + paleta/przyrząd) bez utraty prześwitów narzędzia, dobrej ewakuacji wiórów i porządnej pneumatyki.
| Zastosowanie | Rekomendowany układ | Dlaczego działa | Uwagi |
|---|---|---|---|
| VMC high-mix (szybkozłączny imadło) | Siatka 52mm/96mm dopasowana do podstawy imadła; dostęp do portów powietrza | Zmiana w minuty bez ustawiania na czujnik; stabilne offsety | Stały krok „czyść przed zaciśnięciem” przy każdym przezbrojeniu |
| HMC tombstone (wiele stron) | Większy rozstaw modułów; symetrycznie pod footprintem | Wyższa sztywność przy ciężkim skrawaniu i pracy wielostronnej | Zaplanuj przepływ chłodziwa/wiórów, by powierzchnie bazowe były czyste |
| Przyrząd 5-osiowy (niska wysokość Z) | Niskoprofilowa płyta + kompaktowa baza; układ pod kątem prześwitu narzędzia | Lepszy zasięg i mniej kolizji na trunnion/stołach uchylnych | Priorytet: sztywność oraz dostęp do sondowania i kontroli w procesie |
| Palety / robot | Ustandaryzuj wzór palety i orientację; kolektor i szybkozłącza w stałym miejscu | Mniej pomyłek i stabilniejsza automatyzacja 24/7 | Etykietuj palety i trzymaj jedną strategię baz (datum) między maszynami |
| Paleta CNC → CMM | Odwzoruj wzór po stronie pomiarów; zachowaj spójną bazę | Mniej błędów przy ponownym mocowaniu i łatwiejsza kontrola true position | Notuj zmienność ponownego osadzenia po czyszczeniu |
Frazy long-tail: płyta zero-point do CNC, siatka 52mm 96mm, baza tombstone HMC szybka zmiana, paletyzacja 5 osi.
Wymagania pneumatyczne i checklist jakości powietrza
Problemy z powtarzalnością zwykle wynikają z podstaw: niestabilne ciśnienie, wilgoć/olej i wióry na powierzchniach bazowych. Poniższa lista jest praktyczna dla pneumatycznego systemu zero-point (dokładne wartości sprawdź w katalogu).
| Co sprawdzić | Cel | Dlaczego to ważne |
|---|---|---|
| Stabilne ciśnienie | Typowy zakres warsztatowy (często 5–8 bar) bez spadków w cyklu | Stała siła docisku i powtarzalne osadzenie |
| Filtr i odwadniacz | Filtr + odwadniacz blisko maszyny; regularnie spuszczaj kondensat | Chroni uszczelnienia i zmniejsza ryzyko zacięć/wycieków |
| Czyste szybkozłącza | Chroń przed mgłą chłodziwa; prowadź przewody z dala od wydmuchu wiórów | Mniej zanieczyszczeń i szybsze zaciskanie/odpuszczanie |
| Test wycieków i cykli | Wykonaj serię otwarć/zamknięć po montażu lub serwisie | Wychwytuje mikro-wycieki zanim spowodują przestoje |
| Bezpieczeństwo / interlocki | Jeśli dotyczy: stan zacisku w logice CNC/robota | Chroni narzędzia, przyrządy i sekwencje automatyki |
Intencje wyszukiwań: ciśnienie powietrza płyta zero-point, serwis modułu zero-point, paletyzacja workholding.
Diagnostyka: powtarzalność i problemy zacisku
W produkcji high-mix drobiazgi się kumulują: wióry na bazach, nierówny moment dokręcenia, wilgotne powietrze. Ta tabela pomaga szybko zdiagnozować typowe objawy.
| Objaw | Prawdopodobna przyczyna | Szybka naprawa | Prewencja |
|---|---|---|---|
| Spadek powtarzalności po obróbce z dużą ilością wiórów | Wióry/brud na powierzchniach bazowych lub pod podstawą przyrządu | Wydmuch + przetarcie; ponownie osadź i sprawdź | Stały krok „czyść przed zaciskiem” przy każdym przezbrojeniu |
| Nie domyka / nierówne zapięcie | Niskie ciśnienie, mikro-wycieki lub zabrudzone złącza | Sprawdź reduktor, złączki, filtr FRL; powtórz test cykli | Chroń złącza przed chłodziwem; spuszczaj kondensat |
| Kołysanie przyrządu / nierówne osadzenie | Brudna/niepłaska powierzchnia lub odkształcenie przez moment dokręcenia | Poluzuj, wyczyść, dokręć krzyżowo | Kontrolowany moment i udokumentowana procedura montażu |
| Wolne zaciskanie/odpuszczanie | Wilgoć/zabrudzenia zwiększają tarcie w zaworach/uszczelnieniach | Sprawdź filtrację, osuszanie i prowadzenie przewodów | Serwis filtrów według warunków chłodziwo/wióry |
| Słyszalny wyciek powietrza | Zużyte uszczelnienia lub uszkodzone złączki | Sprawdź uszczelnienia i połączenia; wymień elementy eksploatacyjne | Notuj liczbę cykli i interwały serwisowe w kluczowych gniazdach |
Frazy long-tail: powtarzalność płyty zero-point, diagnostyka paletyzacji workholding, wyciek powietrza moduł zero-point, zmienność ponownego osadzenia.
Typowy workflow tolerancji (CNC → CMM → CNC)
Płyta punktu zerowego najlepiej działa jako ustandaryzowany interfejs baz: detal pozostaje na tej samej palecie/oprzyrządowaniu od obróbki do pomiaru i z powrotem. To redukuje błędy ponownego mocowania i sprawia, że powtarzalność jest mierzalna.
- Ustal strategię baz na początku: Zdefiniuj bazy A/B/C (lub schemat sondowania) i zachowaj spójność między programami CNC i kontrolą.
- Obrabiaj na palecie: Zgrubnie + wykańczająco, bazując na tych samych elementach. Zapisuj offsety i wyniki sondowania w trakcie.
- Pomiar na CMM bez przemocowania: Przenieś paletę/oprzyrządowanie na CMM i sprawdź cechy krytyczne, true position oraz płaskość w odniesieniu do tych samych baz.
- Wróć z wynikami do CNC: Aktualizuj offsety zużycia lub stosuj kontrolowane korekty. Powtarzaj sekwencję bazowania, aby potwierdzić stabilność.
- Dokumentuj zdolność: Śledź powtarzalność mocowania, dryf offsetów i re-seat variation (szczególnie przy operacjach „wiórowych”).
| Co zbierać | Dlaczego to ważne |
|---|---|
| Notatki z wyrównania sondy/CMM | Zapewnia spójny transfer baz CNC → CMM |
| Historia offsetów (zużycie + korekta) | Pokazuje stabilność i pomaga ograniczyć braki w powtarzalnych zleceniach |
| Re-seat variation po czyszczeniu | Potwierdza powtarzalność płyty w realnych warunkach |
Typowe cechy do weryfikacji na CMM / w kontroli (GD&T)
Gdy detal pozostaje na tej samej palecie/oprzyrządowaniu, możesz monitorować trendy GD&T, szybciej wykrywać dryf i ograniczać ryzyko przemocowania.
- True position otworów, kołków i wzorów śrub
- Flatness powierzchni odniesienia / uszczelniających
- Perpendicularity między powierzchniami a otworami
- Parallelism dla powierzchni przylegania i stack-upów
- Concentricity / współosiowość otworów
- Surface profile na złożonych powierzchniach
- Runout (okrągły / całkowity) dla elementów obrotowych
- Re-seat variation po czyszczeniu i ponownym zaciśnięciu
Long-tail keywords: GD&T true position tolerance, CMM pallet inspection, datum transfer, re-clamp repeatability, work offset repeatability.
Frazy wyszukiwania, które wspiera ten workflow: CMM pallet inspection, datum transfer, work offset repeatability, zero-point clamping plate repeatability, re-fixturing error reduction.
Zobacz to w akcji
Szybka akcja zacisku pneumatycznego
System zacisku pracuje szybko i ze dużą siłą. Blokuje przyrząd bezpiecznie i powtarzalnie — to kluczowy element naszej technologii szybkiej wymiany dla najciężej obciążonych maszyn CNC.
Kompatybilność z imadłem samocentrującym: Redukcja czasu ustawczego o ponad 90%
Płyta zero-point pracuje dobrze z imadłami samocentrującymi i skraca czas ustawienia detalu o ponad 90%. Tradycyjne metody wymuszają ręczne wyrównanie — jest to czasochłonne i podatne na błędy. Z autocentrowaniem detale zamontują się prawidłowo w kilka sekund. To jest ważne w produkcji z częstymi zmianami: mniej czasu na przygotowanie, więcej czasu na obróbkę.


Wszechstronność dla pionowych/poziomych centrów oraz systemów 3/4/5-osiowych
Płyta pasuje do pionowych i poziomych centrów (VMC/HMC) oraz systemów 3-, 4- i 5-osiowych. W obróbce pionowej trzyma detale stabilnie. W poziomych — grawitacja wspomaga dłuższe części. W obróbce konturowej — dobre wyrównanie. Pracuje w motoryzacji, lotnictwie, medycynie — wszędzie tam, gdzie potrzeba powtarzalne pozycjonowanie.
Poziome Centra Obróbcze (HMC)
Używaj płyt mocujących jako bazy dla wież mocujących (tombstones), co pozwala na przygotowanie i załadowanie całego wieloczęściowego ustawienia poza maszyną i wymianę w ciągu kilku minut.
Pionowe Centra Obróbcze (VMC)
Wyposaż swoje VMC w płytę mocującą, aby szybko przełączać się między różnymi imadłami, stołami obrotowymi 4. osi lub niestandardowymi przyrządami bez długotrwałych procedur ponownego wyrównywania.
Zautomatyzowane Systemy Paletowe
Nasze płyty mocujące są idealnym fundamentem dla zautomatyzowanych systemów paletowych. Ich solidność i standardowy interfejs zapewniają niezawodne, powtarzalne wymiany przez robotyczne ładowarki 24/7.
CMM i Inspekcja
Przenieś przedmiot bezpośrednio z CNC na maszynę pomiarową CMM na tej samej palecie, używając identycznej płyty mocującej jako odniesienia. Eliminuje to błędy ponownego mocowania i zapewnia spójność pomiarów.

Studium Przypadku





Ściąga: dobór • integracja • utrzymanie
Kompaktowa ściąga „na halę”, która pomaga dobrać konfigurację, poprawnie zintegrować z maszyną/automatyką i utrzymać stabilną powtarzalność w produkcji.
1) Dobór: wybierz właściwą konfigurację
| Gdy najważniejsze jest… | Zacznij od… | Dlaczego to działa |
|---|---|---|
| Szybkie przezbrojenia / produkcja high-mix | Ujednolić interfejs (punkt zerowy / ITS / 3R) między maszynami i używać płyt/palet oprzyrządowania. | Umożliwia przygotowanie offline i wymianę w sekundy z minimalnym ustawianiem. |
| Dostęp 5-osiowy i prześwit narzędzia | Wybierz rozwiązanie low-profile i zaplanuj prześwity (wysokość stosu, korpus, dostęp klucza). | Zmniejsza ryzyko kolizji i zachowuje zasięg w głębokich cechach. |
| Praca bez nadzoru / cela z robotem | Dodać potwierdzenia (clamp-OK / obecność detalu), ochronę przed wiórami i procedurę odzyskiwania. | Ogranicza błędy załadunku i zwiększa niezawodność automatyzacji. |
| Ciężkie zgrubne / duże siły skrawania | Więcej podparć i sztywności (więcej punktów mocowania, sztywniejsza baza, krótszy stack-up). | Minimalizuje ugięcie i chroni jakość powierzchni. |
2) Integracja: co przygotować przed montażem
| Element | Typowa opcja | Wskazówka praktyczna |
|---|---|---|
| Mocowanie i bazy | Rozstaw śrub + kołki / rowki / krawędź bazowa | Ustal bazę master i trzymaj „paletę wzorcową”/część wzorcową do szybkiej weryfikacji. |
| Media | Czyste, suche powietrze z FRL; stabilne ciśnienie; (hydraulika/elektryka gdy potrzebne) | Regularnie odwadniaj FRL i unikaj długich, dławiących przewodów spowalniających działanie. |
| Handshake sterowania | M-kody/PLC I/O: clamp, unclamp, clamp-OK, fault | Stosuj time-outy i stany bezpieczne; loguj sygnały, by znaleźć sporadyczne przestoje. |
| Walidacja procesu | Makro sondy / kontrola czujnikiem / pierwsza sztuka | Ustal bazę powtarzalności po montażu i porównuj ją co tydzień. |
3) Utrzymanie: stabilna powtarzalność
| Ryzyko / zużycie | Wczesny objaw | Zapobieganie / szybka poprawka |
|---|---|---|
| Wióry na powierzchniach bazujących | Detal się przestawia, spada powtarzalność | Przedmuch + przetarcie powierzchni; w razie potrzeby osłony/strumień powietrza czyszczącego. |
| Uszczelki/zgarniacze i prowadnice | Wolne działanie, nieszczelności, nierówne mocowanie | Regularnie sprawdzaj; trzymaj chłodziwo/ścierniwo z dala; wymieniaj elementy zużywalne z wyprzedzeniem. |
| Poluzowane śruby / uszkodzone powierzchnie styku | Niespodziewane przestawienie, ślady drgań | Kontrola momentu; kołki ustalające; delikatne usunięcie zadziorów (nie „obrabiaj” bazy). |
| Zanieczyszczone powietrze/olej | Zacinanie, alarmy w automatyce | Lepsza filtracja i osuszanie; odwadnianie; prosty zestaw części zapasowych. |
Potrzebujesz CAD/STEP, rozstawu mocowania lub rekomendacji pod Twój detal?
Skontaktuj sięCzęsto Zadawane Pytania (FAQ)
01 W jaki sposób płyta punktu zerowego skraca czas ustawiania w porównaniu do tradycyjnych rowków T?
Płyta punktu zerowego zastępuje ręczne wyrównywanie w rowkach T, które może zająć 30–60 minut, systemem 'zablokuj i działaj'. Oprzyrządowanie z trzpieniami punktu zerowego jest wkładane w płytę i zaciskane pneumatycznie w kilka sekund. Skraca to czas ustawiania o ponad 90%, umożliwiając operatorom zmianę zadań w czasie krótszym niż 5 minut z powtarzalnością na poziomie mikronów, drastycznie zwiększając czas pracy maszyny.
02 Jakiej powtarzalności mogę oczekiwać od tej płyty mocującej?
Nasze płyty mocujące z systemem punktu zerowego, wyposażone w precyzyjnie szlifowane moduły i stożki ustalające z hartowanej stali, gwarantują powtarzalność ≤ 0,005 mm (5 mikronów). Pozwala to na zdjęcie przyrządu, wykonanie innego zadania i ponowny montaż oryginalnego przyrządu z pewnością, że punkty zerowe (offsety) pozostają niezmienione.
03 Jaka jest różnica między płytą mocującą stalową a aluminiową?
Wybierz Stal dla maksymalnej sztywności, tłumienia wibracji i odporności na zużycie, co czyni ją idealną do ciężkiego frezowania i produkcji wielkoseryjnej. Wybierz Aluminium (zazwyczaj wysokogatunkowe 7075-T6), gdy waga jest istotna, np. na mniejszych stołach maszyn z ograniczeniami nośności, dla wież mocujących w 4. osi lub w zautomatyzowanych systemach wymiany palet, gdzie zmniejszona masa jest kluczowa dla szybszych zmian.
04 Jakiej konserwacji wymagają zintegrowane moduły pneumatyczne?
Konserwacja jest minimalna. Zalecamy codzienną kontrolę wizualną i czyszczenie zanieczyszczeń z modułów. Upewnij się, że doprowadzane powietrze jest czyste i suche (używając jednostki FRL), aby chronić wewnętrzne uszczelnienia. Okresowo (np. co 6 miesięcy) sprawdzaj szczelność i aplikuj lekki olej do narzędzi pneumatycznych do wlotu powietrza, aby utrzymać płynne działanie. Moduły są w pełni uszczelnione przed chłodziwem i wiórami.
05 Czy mogę używać tej płyty również do inspekcji na maszynie CMM?
Tak, to główna zaleta. Możesz obrabiać część na palecie zamocowanej na naszej płycie w maszynie CNC, a następnie odpiąć całą paletę i przenieść ją na maszynę współrzędnościową (CMM) wyposażoną w identyczną płytę punktu zerowego. Ten proces „jednego ustawienia?eliminuje błędy związane z ponownym mocowaniem, ponieważ układ współrzędnych części jest idealnie zachowany od obróbki do inspekcji, co drastycznie poprawia kontrolę jakości i spójność.
06 Czy te płyty są kompatybilne z moimi obecnymi imadłami samocentrującymi?
Tak. Możesz łatwo dostosować swoje obecne imadła (takie jak Kurt, Schunk lub imadła samocentrujące Nextas) do płyty punktu zerowego. Wystarczy zamontować nasze standardowe trzpienie mocujące (np. w rozstawie 52 mm lub 96 mm) do spodu imadła. To zamienia Twoje imadło w element typu quick-change, który można zamontować lub zdjąć z płyty w kilka sekund.
07 Jakiej powtarzalności mogę oczekiwać od płyty punktu zerowego?
W praktyce powtarzalność zależy od czystości interfejsu, kontroli wiórów i spójnej sekwencji mocowania. Przy czystych powierzchniach bazujących i sztywnym montażu uzyskasz stabilną re-clamp repeatability do pewnego przenoszenia offsetów i wyników pomiaru (CNC → CMM).
08 Czy są specjalne wymagania dotyczące powietrza dla mocowania pneumatycznego?
Najważniejsze jest czyste i suche powietrze z odpowiednią filtracją i regulacją. Sprawdź szczelność i trzymaj się zaleceń katalogowych, aby moduły pracowały równomiernie i utrzymywały powtarzalną dokładność.
09 Jak zapobiec wpływowi wiórów na dokładność?
Przed każdym załadunkiem wykonaj szybkie czyszczenie (przetarcie lub przedmuch) powierzchni bazowych i trzpieni. Pomagają osłony, kierunkowe dysze chłodziwa i standard czyszczenia. Przy operacjach „wiórowych” to klucz do stabilnego pozycjonowania.
10 Czy mogę używać płyty w 4./5. osi i przenosić ją na CMM?
Tak. Ten sam pallet/oprzyrządowanie ułatwia datum transfer i zmniejsza błędy przemocowania. Zwróć uwagę na wysokość Z, kolizje oraz sztywny układ modułów dopasowany do obróbki.
Zasoby i pliki do pobrania
Powiązane produkty

Systemy punktu zerowego
Podstawowe moduły mocujące zapewniające siłę blokowania i precyzję.
Zobacz szczegóły —
Imadło pneumatyczne
Idealne do zautomatyzowanych linii produkcyjnych, oferujące szybkie i stabilne mocowanie.
Zobacz szczegóły —
Uchwyt serii R
Wysokoprecyzyjny uchwyt pneumatyczny do zastosowań stacjonarnych i obrotowych.
Zobacz szczegóły —