


Wpisz swój adres e-mail, aby poprosić o broszurę. Ze względu na różnicę stref czasowych wyślemy ją następnego dnia roboczego rano (GMT+8, czas Pekinu).



Rozwiązanie do obróbki 5-osiowej
Precyzyjne 5-osiowe imadło samocentrujące
Zaprojektowane do obróbki 5-osiowej i automatyzacji
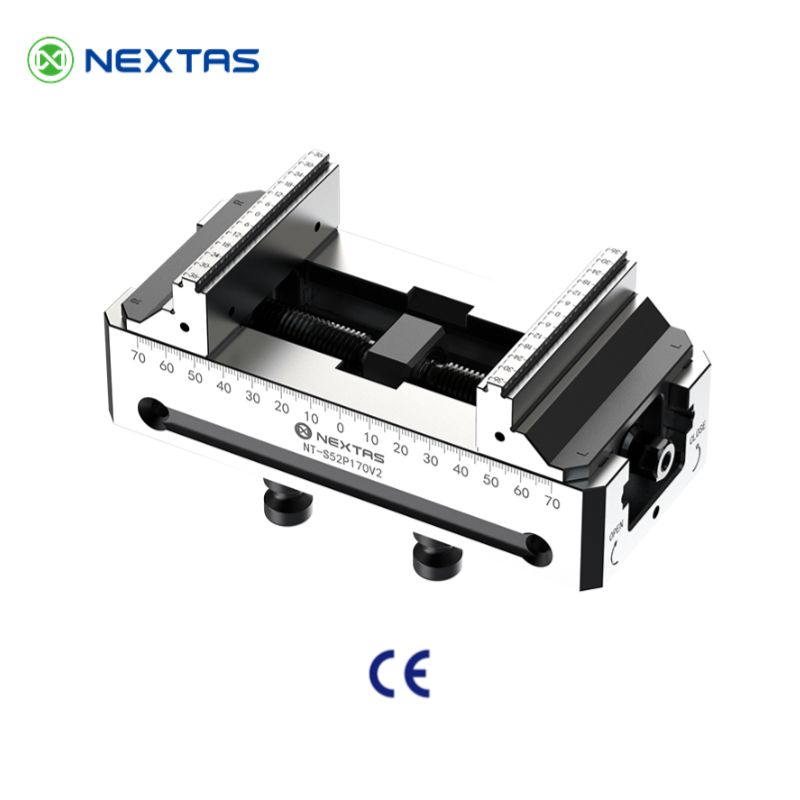
Imadło samocentrujące Nextas jest przeznaczone do obróbki 5-osiowej i zautomatyzowanej produkcji tam, gdzie liczy się symetryczny docisk, powtarzalność i dostęp narzędzia. Zgodnie z katalogiem seria jest dostępna w wersjach modułowych 52 mm i 96 mm, z dokładnością repozycjonowania poniżej 0,02 mm oraz siłą zacisku do 20 kN zależnie od modelu.
Powtarzalność potwierdzona katalogiemDokładność repozycjonowania <0,02 mm dla pewnych przezbrojeń i stabilnych wyników obróbki.
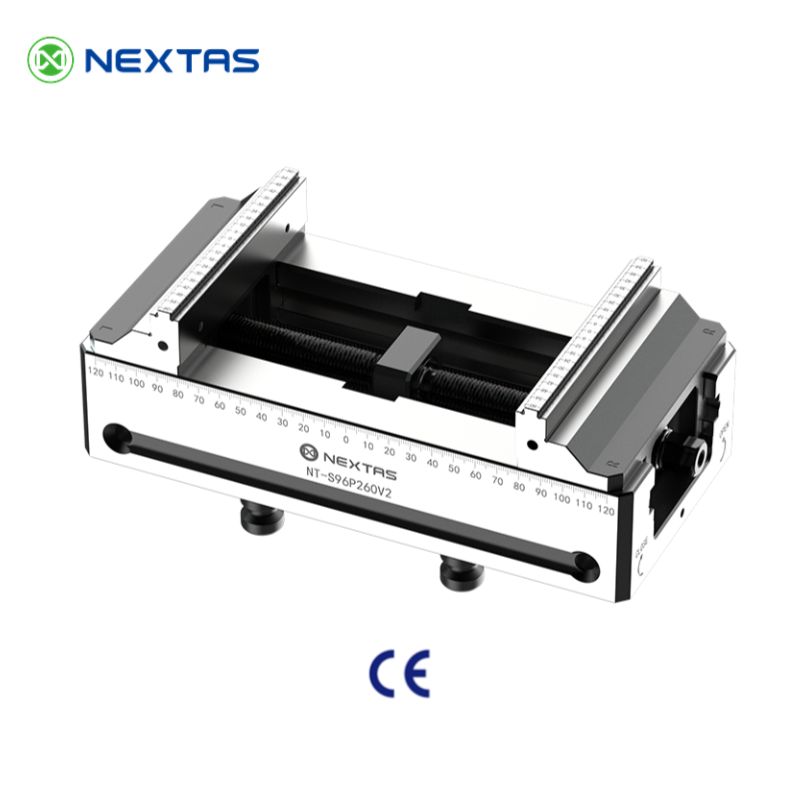
Platforma modułowa 52 / 96Dostępne standardowe interfejsy 52 mm / 96 mm z siłą zacisku do 14 kN lub 20 kN – zależnie od modelu.
Zoptymalizowane dla 5 osiKompaktowa, symetryczna konstrukcja minimalizuje kolizje narzędzi, zapewniając maksymalną dostępność przy obróbce skomplikowanych części.
Idealne do użytku
Stosuj gdy dostęp z 5 stron i symetryczny docisk mają pierwszeństwo przed szerokością szczęk
Doskonały wybór dla lotnictwa, form i części wieloseryowych, gdzie liczą się docisk symetryczny, dostęp narzędzia i powtarzalność przezbrojeń.
Porównaj najpierw
Zacznij od platformy 52 / 96 mm, strategii szczęk i zakresu zacisku
Te trzy decyzje zwykle rozstrzygnę, czy imadło pasuje do rodziny detali, zanim zagłębimy się w pełne tabele specyfikacji.
Przejdź dalej
Przejdź do doboru, integracji lub pobierania
Użyj strony jak narzędzia decyzyjnego zamiast czytać wszystko liniowo od góry do dołu.
Główne zalety
- Dane potwierdzone katalogiem: Modele 52 mm osiągają do 14 kN, modele 96 mm do 20 kN, a seria ma deklarowaną dokładność repozycjonowania <0,02 mm.
- Interfejs modułowy: Standardowe bazy 52 mm / 96 mm ułatwiają łączenie z płytami punktu zerowego, paletami i komórkami automatyzacji.
- Zoptymalizowane dla 5 osi: Kompaktowa, symetryczna konstrukcja minimalizuje kolizje narzędzi, zapewniając maksymalną dostępność przy obróbce skomplikowanych części.
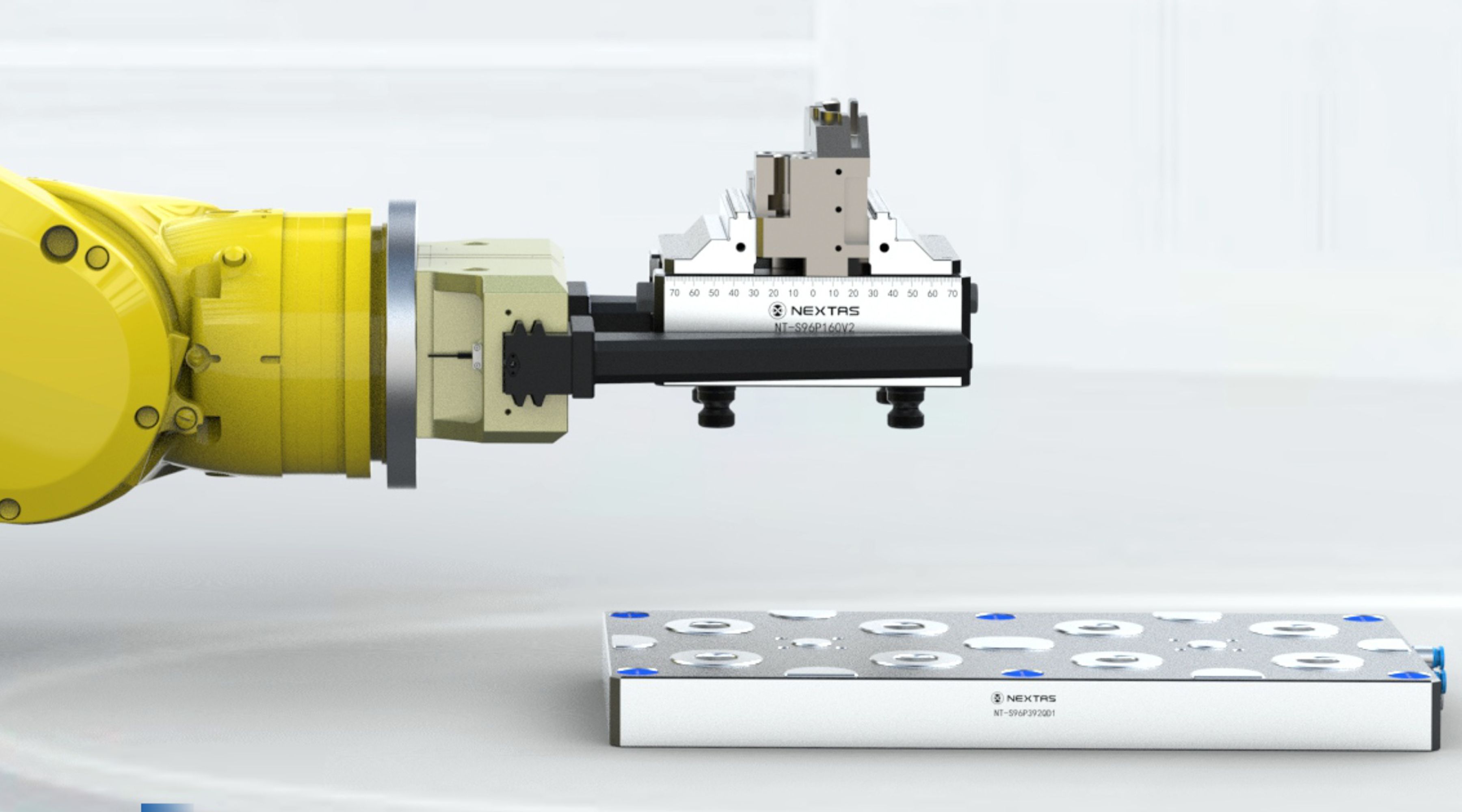
- Gotowe do automatyzacji: Posiada rowki mocujące dla chwytaków robotów i jest kompatybilne z systemami punktu zerowego (Zero Point System) dla szybkiej, zautomatyzowanej wymiany.
Szybkie przekazanie projektu
Wyślij model maszyny, detal i docelowy czas cyklu
Na podstawie danych procesu dobierzemy właściwą konfigurację, odpowiednie opcje katalogowe i najlepszą ścieżkę kontaktu dla tej strony produktu.
Maszyna i interfejs
Podaj model maszyny, interfejs stołu lub wrzeciona, dostępną przestrzeń oraz informację, czy to retrofit czy nowa linia.
Detal i cel oprzyrządowania
Przekaż wymiary detalu, materiał, obecną logikę mocowania, zakres produkcji oraz czy projekt dotyczy obróbki, kontroli czy transferu.
Dokładność i cel automatyzacji
Dodaj wymaganą powtarzalność, potrzeby siły zacisku, plan palet, przekazanie robotem i główne wąskie gardło czasu cyklu.
Szczegółowe informacje o produkcie
Jak funkcjonuje imadło samocentrujące — szczegóły konstrukcji i specyfikacji.
Kluczowe specyfikacje techniczne
| Parametr | Specyfikacja (Model: NT-S52P170V2) | Specyfikacja (Model: NT-S52P210V2) |
|---|---|---|
| Szerokość imadła | 77 mm | 125 mm |
| Maks. zakres mocowania | 0 - 160 mm | 0 - 200 mm |
| Maks. siła mocowania | 14 kN | 20 kN |
| Powtarzalność | ±0.02 mm | ±0.02 mm |
| Materiał korpusu | Stal narzędziowa o wysokiej wytrzymałości (HRC 50–55) | Stal narzędziowa o wysokiej wytrzymałości (HRC 50–55) |
| Napęd / Uruchamianie | Ręczne (Klucz dynamometryczny) | Ręczne (Klucz dynamometryczny) |
| Waga | 3.8 kg | 10.8 kg |
Specyfikacja szczęk i zakres mocowania
| Typ szczęki | Zakres mocowania (NT-S52P170V2) | Zakres mocowania (NT-S52P210V2) |
|---|---|---|
| Szczęki standardowe | 10 - 170 mm | 20 - 210 mm |
| Szczęki ząbkowane (Grip) | 20 - 180 mm | 30 - 220 mm |
| Szczęki pryzmowe (V-Jaws) | Ø 10 - 100 mm | Ø 20 - 150 mm |
Matryca szczęk i strategii mocowania
Dobierz szczęki do materiału, stanu powierzchni i obciążeń skrawaniem. Poniższa matryca to praktyczny punkt startowy dla 5-osiowego imadła samocentrującego (także pod powtarzalną automatyzację).
| Detal i materiał | Cel / operacja | Zalecane szczęki i sposób chwytu | Dlaczego działa (uwagi) |
|---|---|---|---|
| Surowka, odlew/odkuwka (stal/żeliwo) | Zgrubna obróbka, duży moment | Szczęki ząbkowane + większa długość chwytu | Ząbki wgryzają się w naskórek; większy chwyt = stabilniej w 5 osiach. |
| Aluminium / miękkie stopy (powierzchnie wykończone) | Wykańczanie, powierzchnie widoczne | Szczęki miękkie frezowane (gniazdo) | Gniazdo rozkłada nacisk i nie zostawia śladów; świetne do CNC high-mix. |
| Cienkościenne elementy (pierścienie, obudowy) | Minimalizacja odkształceń | Szczęki miękkie + odciążenie / podparcia | Kontrolowany kontakt zmniejsza deformację; po zaciśnięciu sprawdź bazę sondą. |
| Pręty okrągłe / wałki | Utrzymanie osi | Szczęki V lub wkładki V w szczękach miękkich | Samocentrowanie walców i lepsza współosiowość w obróbce wielostronnej. |
| Symetryczne detale pryzmatyczne | Szybkie przezbrojenia, powtarzalna baza | Szczęki standardowe + stopień/opór | Stały opór zwiększa powtarzalność przy paletach i robocie. |
| Twarde materiały (stal narzędziowa, tytan) | Bez poślizgu przy ciężkiej obróbce | Szczęki ząbkowane lub hartowane + bezpieczny chwyt | Większe tarcie i pewny chwyt ograniczają mikro-poślizg i „pływanie” wymiarów. |
Powtarzalność: czynniki i szybkie kontrole
Powtarzalność to efekt całego układu (interfejs + imadło + szczęki + proces). Te kontrole pomagają utrzymać ciasne tolerancje w 5-osiowym mocowaniu.
| Czynnik | Szybka kontrola | Wpływ |
|---|---|---|
| Interfejs montażowy (zero-point / paleta / stół) | Czyścić powierzchnie; potwierdzić dosiad i pull-down | Powtarzalność bazy po zmianach |
| Stały moment dokręcania | Ten sam klucz i procedura | Stabilna siła zacisku, mniejsze przesunięcia |
| Stan i ustawienie szczęk | Sprawdzić powierzchnie; równoległość/styk | Przechył, ślady, jakość powierzchni |
| Wióry | Wyczyścić przed każdym zaciskiem | Najczęstsza przyczyna nagłej utraty powtarzalności |
| Długość chwytu vs obciążenie | Zwiększyć chwyt przy zgrubnej / długich narzędziach | Drgania, mikro-poślizg, dryf wymiarów |
| Temperatura | Sprawdzić po rozgrzaniu; nie mierzyć od razu po zmianie szczęk | Rozrzut pierwszej sztuki i dryf w serii |
Zaprojektowane dla precyzji i wydajności
Imadło samocentrujące Nextas to kamień węgielny nowoczesnej obróbki CNC. Używamy stali stopowej o wysokiej wytrzymałości, precyzyjnie szlifowanej i obrabianej cieplnie, aby zapewnić maksymalną sztywność i trwałość. Jego główny mechanizm samocentrujący, napędzany precyzyjną śrubą pociągową, gwarantuje, że przedmiot obrabiany pozostaje idealnie wyśrodkowany podczas zaciskania, co jest krytyczne dla części wymagających symetrycznej obróbki o wysokiej precyzji.
Modułowość i Elastyczność
Imadło pracuje ze standardowymi i specjalnymi szczękami — pasuje do każdego typu detalu, od surowca po gotowe części. Szczęki wymieniają się szybko, co zmniejsza czas przezbrajania.
Solidna stabilność
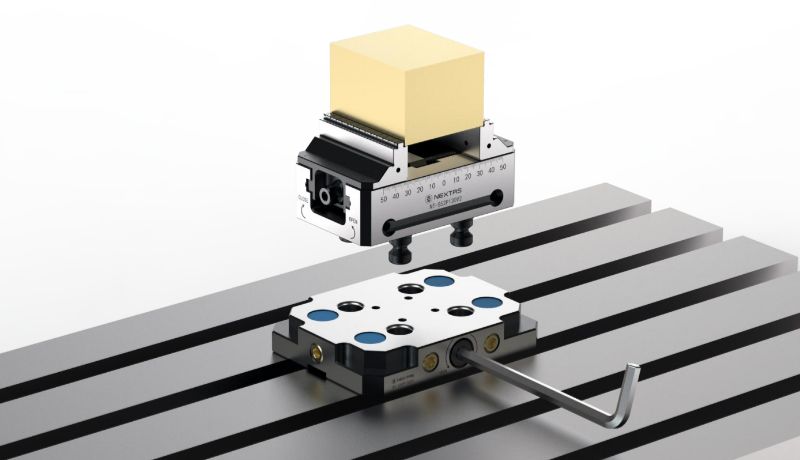
Podstawa pasuje do systemów zero-point i montuje się szybko. Imadło z stołem tworzą sztywny zestaw — tłumi drgania nawet przy szybkim skrawaniu, co daje dobre powierzchnie i dokładne wymiary.
Zwiększona dostępność
Kompaktowa i opływowa konstrukcja zapewnia maksymalny dostęp do przedmiotu obrabianego, szczególnie w skomplikowanych operacjach obróbki 5-osiowej. Pozwala to na stosowanie krótszych narzędzi, redukując wibracje i poprawiając wydajność skrawania.
Rysunki techniczne
Szczegółowe rysunki i specyfikacje do integracji.
Przykłady zastosowań i rozwiązania
Zobacz nasze imadło w działaniu w różnych branżach i konfiguracjach.
Obróbka 5-osiowa i skomplikowane powierzchnie
Kompaktowa budowa imadła samocentrującego Nextas zapewnia dobry dostęp narzędzia podczas obróbki 5-osiowej. Sprawdza się przy wirnnikach, formach i skomplikowanych częściach — bez kolizji, z dobrym wynikiem skrawania.
Integracja z automatyką i produkcja seryjna
Integracja z ramieniem robota
Interfejs chwytakowy z boku imadła pozwala łączyć je z ramionami robotów. Można automatycznie załadować i rozładować detale, pracując bez nadzoru przez całą dobę.
Układ wielu imadeł (Multi-Vise)
Ustawienie wielu imadeł na stole roboczym centrum obróbczego pozwala na obróbkę wielu detali w jednym zamocowaniu, znacznie zwiększając wydajność produkcji.
Współpraca z systemami wymiany palet
Montaż imadła na znormalizowanej palecie pozwala przygotować je poza maszyną. To zmniejsza przestoje i lepiej wykorzystuje sprzęt.
Wszechstronne możliwości mocowania detali
Detale nieregularne
Dzięki zastosowaniu specjalnych szczęk, imadło może bezpiecznie mocować różne detale o nieregularnych kształtach, takie jak odlewy i odkuwki, zapewniając stabilną bazę obróbkową.
Zastosowanie w 4. osi
Lekkość i wysoka sztywność imadła sprawiają, że nadaje się ono również do montażu na stole obrotowym 4. osi do wielostronnej obróbki komponentów.
Detale okrągłe (pręty)
W połączeniu ze szczękami pryzmowymi (V-jaws), można łatwo uzyskać precyzyjne i stabilne centralne mocowanie prętów okrągłych, odpowiednie do obróbki części typu wał.
Rzeczywiste studia przypadków (Case Studies)
Precyzja i wydajność dostarczana naszym klientom.
Stworzone do produkcji. Wspierane realnym serwisem.
Inżynierowie patrzą na powtarzalność. Dział zakupów na weryfikowalność. Tu dostają oba.
Modułowe mocowanie i szybka wymiana szczęk
Zaprojektowane pod wiele typów detali i ustawień. Modułowa konstrukcja obsługuje szczęki specjalne oraz szybki system wymiany, dzięki czemu przejście z odlewów/odkuwek na detale gotowe nie zabiera czasu wrzeciona.
- ●Obsługa nieregularnych detali (odlewy, odkuwki) dzięki szczękom specjalnym
- ●Szybka wymiana przy małych seriach i produkcji wielowariantowej
- ●Idealne do palet / punktu zerowego / automatyzacji
Inżynieria i serwis posprzedażowy, na którym możesz polegać
Potrzebujesz więcej niż standardowe imadło? Wspieramy personalizację i oferujemy wsparcie 1:1. Przy projektach złożonych pomagamy w doborze rozwiązania mocującego, planowaniu procesu i zastosowaniu.
- ●15+ lat doświadczenia w R&D (zespół)
- ●Rozwiązanie dopasowane do geometrii detalu
- ●Wsparcie „one-stop”: mocowanie + proces + zastosowanie
Zweryfikowane dane dostawcy
Utrzymujemy zweryfikowany profil na Made-in-China, co ułatwia due diligence i weryfikację zgodności przez dział zakupów.
- ●Profil: producent/fabryka oraz firma handlowa
- ●Certyfikaty na życzenie (zależy od modelu i linii)
- ●Dane platformy: poziom członkostwa / ocena / ostatnie transakcje
Wideo demonstracyjne (krótko)
Krótki film pozwala potwierdzić wymiary, obsługę i typowe zastosowania przed prośbą o pliki CAD lub ofertę.
Instrukcja ustawienia & dobre praktyki obróbki
Szybsze przezbrojenia, czystsze bazy i stabilniejsze skrawanie — szczególnie w 5 osiach.
1) Montaż i baza odniesienia
Traktuj imadło jak oprzyrządowanie: ustaw raz, zweryfikuj i powtarzaj.
- ●Jeśli możesz — użyj systemu zero-point/palety, aby ograniczyć ponowne bazowanie.
- ●Wyznacz oś środka raz i zapisz jako offset/makr.
- ●Przy dużych momentach dodaj zabezpieczenie przed obrotem w szczękach.
2) Dobór szczęk = jakość detalu
Właściwe szczęki ograniczają poślizg, odkształcenia i drgania.
- ●Ząbkowane do odlewów/kuwek i surowca.
- ●Miękkie do powierzchni wykończonych i cienkościennych.
- ●V-szczęki do prętów okrągłych i wałków.
3) Zaciśnij, sprawdź, obrabiaj
Krótka kontrola na starcie chroni tolerancje bez straty czasu cyklu.
- Wyczyść szczęki i łoże (wióry psują powtarzalność).
- Zaciśnij zalecanym momentem / modułem.
- Sprawdź bazę sondą lub czujnikiem (pierwsza sztuka).
- Długie serie: kontrola po rozgrzaniu i po zmianie szczęk.
Checklista ustawienia i weryfikacji (ciasne tolerancje)
Krótka, powtarzalna rutyna stabilizuje imadło samocentrujące między paletami, zmianami i operatorami.
| Krok | Co zrobić | Wskazówka 5 osi / automatyzacja |
|---|---|---|
| 1. Przygotuj | Wyczyść interfejs i łoże szczęk; usuń zadziory | Czystość = powtarzalność |
| 2. Zamontuj | Osadzić na stole/palecie/zero-point i dokręcić zgodnie z procedurą | Zero-point ogranicza ciągłe ponowne ustawianie |
| 3. Skontroluj bazę | Sondą/czujnikiem wyznacz oś raz i zapisz offset/makr | Ułatwia pracę z robotem i wieloma paletami |
| 4. Zaciśnij | Stały moment; potwierdzić pełny styk | Cienkie ścianki: szczęki miękkie + podparcia |
| 5. Zweryfikuj | Sprawdź cechę referencyjną (pierwsza sztuka) | Zapisuj offsety i obserwuj dryf po rozgrzaniu |
| 6. Produkcja | Przy długich cyklach kontroluj po zmianie szczęk/narzędzia | Małe kontrole zmniejszają ryzyko braków |
Harmonogram konserwacji
Prosta konserwacja utrzymuje śrubę, prowadnice i powierzchnie styku na poziomie precyzyjnego systemu mocowania.
| Częstotliwość | Zadanie | Dlaczego ważne |
|---|---|---|
| Każda zmiana | Usunąć wióry z łoża i interfejsów | Zapobiega błędom dosiadu i zmianom siły zacisku |
| Co tydzień | Sprawdzić powierzchnie szczęk pod kątem uderzeń/zużycia | Chroni wykończenie i ogranicza przesuw detalu |
| Co miesiąc | Lekko nasmarować punkty ruchome (standard zakładu) | Mniejsze tarcie, płynniejsze zaciskanie |
| Co kwartał | Zweryfikować oś/offset szybką rutyną pomiarową | Wykrywa powolny dryf |
| W razie potrzeby | Wymienić szczęki/pady; odświeżyć gniazda w szczękach miękkich | Pewny chwyt w produkcji high-mix |
Typowy workflow 5-osiowy
Dla złożonych detali: lepszy dostęp narzędzia i mniej ryzyka kolizji.
Zgrubnie
Ząbkowane szczęki + większa siła. Zachowaj bezpieczną długość chwytu.
Wykańczanie
Miękkie szczęki/pady. Sonda na cechy krytyczne.
Najczęstsze zastosowania
- Produkcja wieloasortymentowa — szybkie przezbrojenia.
- 5 osi: maksymalny dostęp i mniej przepięć.
- Automatyzacja z paletami/zero-point/robotem.
- Cienkościenne elementy — kontrola siły zacisku.
Jak wybrać odpowiedni model
Prosta checklista rozmiaru, szczęk i interfejsu — aby od razu osiągnąć powtarzalność.
Wskazówki modeli
Patrz na wymiar detalu, obciążenia skrawania i częstość zmian.
| Model | Najlepszy do | Uwagi |
|---|---|---|
| NT-S52P170V2 | Mniejsze detale, prześwit 5-osi, lżejsze stoły obrotowe | Szybka obsługa, dobre układy multi-imadeł |
| NT-S52P210V2 | Większe detale, cięższe skrawanie, większy zakres | Większa siła i „envelope” dla rodzin detali |
Wyślij rysunek + materiał + tolerancje, dobierzemy szczęki i strategię chwytu.
Co przesłać do wyceny
- Zakres rozmiarów, materiał, stan powierzchni (surowa/wykończona)
- Maszyna (3/5 osi) + interfejs (52/96 mm itd.)
- Wielkość partii i częstość przezbrojeń
- Plany automatyzacji (robot/pneumatyka/hydraulika)
Polecane artykuły
Więcej o powtarzalnym mocowaniu i obróbce złożonych detali.
Ściąga: dobór • integracja • utrzymanie
Kompaktowa ściąga „na halę”, która pomaga dobrać konfigurację, poprawnie zintegrować z maszyną/automatyką i utrzymać stabilną powtarzalność w produkcji.
1) Dobór: wybierz właściwą konfigurację
| Gdy najważniejsze jest… | Zacznij od… | Dlaczego to działa |
|---|---|---|
| Szybkie przezbrojenia / produkcja high-mix | Ujednolić interfejs (punkt zerowy / ITS / 3R) między maszynami i używać płyt/palet oprzyrządowania. | Umożliwia przygotowanie offline i wymianę w sekundy z minimalnym ustawianiem. |
| Dostęp 5-osiowy i prześwit narzędzia | Wybierz rozwiązanie low-profile i zaplanuj prześwity (wysokość stosu, korpus, dostęp klucza). | Zmniejsza ryzyko kolizji i zachowuje zasięg w głębokich cechach. |
| Praca bez nadzoru / cela z robotem | Dodać potwierdzenia (clamp-OK / obecność detalu), ochronę przed wiórami i procedurę odzyskiwania. | Ogranicza błędy załadunku i zwiększa niezawodność automatyzacji. |
| Ciężkie zgrubne / duże siły skrawania | Więcej podparć i sztywności (więcej punktów mocowania, sztywniejsza baza, krótszy stack-up). | Minimalizuje ugięcie i chroni jakość powierzchni. |
2) Integracja: co przygotować przed montażem
| Element | Typowa opcja | Wskazówka praktyczna |
|---|---|---|
| Mocowanie i bazy | Rozstaw śrub + kołki / rowki / krawędź bazowa | Ustal bazę master i trzymaj „paletę wzorcową”/część wzorcową do szybkiej weryfikacji. |
| Media | Czyste, suche powietrze z FRL; stabilne ciśnienie; (hydraulika/elektryka gdy potrzebne) | Regularnie odwadniaj FRL i unikaj długich, dławiących przewodów spowalniających działanie. |
| Handshake sterowania | M-kody/PLC I/O: clamp, unclamp, clamp-OK, fault | Stosuj time-outy i stany bezpieczne; loguj sygnały, by znaleźć sporadyczne przestoje. |
| Walidacja procesu | Makro sondy / kontrola czujnikiem / pierwsza sztuka | Ustal bazę powtarzalności po montażu i porównuj ją co tydzień. |
3) Utrzymanie: stabilna powtarzalność
| Ryzyko / zużycie | Wczesny objaw | Zapobieganie / szybka poprawka |
|---|---|---|
| Wióry na powierzchniach bazujących | Detal się przestawia, spada powtarzalność | Przedmuch + przetarcie powierzchni; w razie potrzeby osłony/strumień powietrza czyszczącego. |
| Uszczelki/zgarniacze i prowadnice | Wolne działanie, nieszczelności, nierówne mocowanie | Regularnie sprawdzaj; trzymaj chłodziwo/ścierniwo z dala; wymieniaj elementy zużywalne z wyprzedzeniem. |
| Poluzowane śruby / uszkodzone powierzchnie styku | Niespodziewane przestawienie, ślady drgań | Kontrola momentu; kołki ustalające; delikatne usunięcie zadziorów (nie „obrabiaj” bazy). |
| Zanieczyszczone powietrze/olej | Zacinanie, alarmy w automatyce | Lepsza filtracja i osuszanie; odwadnianie; prosty zestaw części zapasowych. |
Potrzebujesz CAD/STEP, rozstawu mocowania lub rekomendacji pod Twój detal?
Skontaktuj sięDane produktu i lista kontrolna oceny
Kupujący porównują imadła po dokładności, zakresie szczęk, dostępu 5-osiowego i szybkości przezbrojeń oraz wymiany szczęk.
Kluczowe specyfikacje
| Typ imadła | Imadło samocentrujące 5-osiowe do automatyzacji i produkcji wielosortowej |
|---|---|
| Cel dokładności | Typowe cele obróbki wokół 0,02 mm (zależy od ustawienia) |
| Standard interfejsu | Obsługuje popularne standardy otworów kołkowych 52/96 mm (zależy od modelu) |
| Opcje szczęk | Szczęki szybkozamienne; wiele stylów szczęk dla różnych detali |
| Zakres zacisku | Określony przez zestaw szczęk; konfigurowalny dla rodzin detali |
| Dopasowanie do automatyzacji | Dostępne konfiguracje przyjazne dla pneumatyki/robotów |
Wskazówka: udostępnij materiał detalu, model maszyny i docelowy czas cyklu. Zaproponujemy właściwą konfigurację i mierzalne cele.
Kompatybilność i standardy
- Zaprojektowane do dostępu 5-osiowego: profil niski i lepszy prześwit narzędzia.
- Kompatybilne z systemami szybkozmiany punktu zerowego do zmniejszenia wymiany ustawień.
- Obsługuje powtarzalne zaciśniecie z konsystentnym odniesieniem środkowym dla detali symetrycznych.
Zmierzone wyniki (przed → po)
- Czas ustawienia: mniej etapów re-indeksowania przy zmianie rozmiarów detali w rodzinie.
- Redukcja braku: mniej błędów zacisku i poprawiona powtarzalność wycentrowania.
- Obróbka bez nadzoru: stabilne zaciśniecie plus interfejsy automatyzacji (opcje).
Konfiguracja mocowania
- Wybór szczęk: szczęki ryflowane/miękkie, szczęki stopniowe lub niestandardowe na bazie geometrii detalu.
- Punkty lokacyjne: określ datumi i cechy zapobiegające rotacji dla obróbki z dużymi siłami.
- Plan detalu: długość chwycenia i kontrola deformacji dla cienkich ścian.
Dowód i weryfikacja
- Rysunek szczęk/fragment CAD i wykres zakresu zacisku dla rodziny detali.
- Zdjęcia na maszynie dostępu 5-osiowego i ścieżki narzędziowej.
- Wyrywka z kontroli: test powtarzanego zacisku i sprawdzenia równoległości/bicia.
Dostarczenie i wsparcie
- Przegląd aplikacji: wyślij rysunki detali w celu rekomendacji szczęk i strategii chwycenia.
- Program szczęk zapasowych: przygotowane zestawy szczęk do szybszej wymiany SKU.
- Wsparcie: lista kontrolna ustawienia i rozwiązywanie problemów z powtarzalnością.
Często zadawane pytania (FAQ)
Twoje pytania, nasze odpowiedzi.
Jak mechanizm samocentrujący radzi sobie z surowymi lub asymetrycznymi elementami?
Imadło ma śrubę pociągową z kompensacją luzu — obie szczęki pracują równomiernie i zaciskają dokładnie w środku, niezależnie od kształtu detalu. Do surowców zalecamy szczęki ząbkowane, które trzymają mocno. Mechanizm samocentrujący zawsze wyśrodkowuje detal względem wrzeciona.
Jaka konserwacja pomaga utrzymać dokładność repozycjonowania poniżej 0,02 mm?
Aby utrzymać najwyższą dokładność, zalecamy prostą, codzienną rutynę czyszczenia w celu usunięcia wiórów i chłodziwa ze śruby pociągowej i prowadnic szczęk. Raz w tygodniu zaleca się nałożenie lekkiego smaru pod wysokim ciśnieniem na śrubę pociągową (dostęp przez smarowniczkę). Korpus imadła wykonany jest ze stali narzędziowej HRC 50-55 dla trwałości, ale powierzchnie precyzyjne należy chronić przed uderzeniami. Regularna kontrola integralności szczęk jest również dobrą praktyką.
Czy to imadło można zintegrować z systemem mocowania punktu zerowego i jak się je montuje?
Tak. Ma standardowe rozmiary montażowe 52 mm lub 96 mm, które pasują do większości systemów zero-point i innych marek. Można je przezbrajać w mniej niż minutę, a dokładność powtarzalności to ±0,002 mm.
Wspomnieliście, że jest „Gotowe do automatyzacji? Jakie konkretne funkcje to wspierają?
Gotowość do automatyzacji obejmuje kilka kluczowych funkcji. 1) Korpus imadła zawiera znormalizowane rowki mocujące, umożliwiające chwytakom robotów załadunek i rozładunek całego imadła. 2) Jest kompatybilne z modułami hydraulicznymi lub pneumatycznymi do w pełni zautomatyzowanego mocowania/odmocowania. 3) Jego kompatybilność z systemami punktu zerowego jest fundamentalna dla zautomatyzowanej wymiany palet.
Czy wystąpi zjawisko unoszenia się szczęk podczas mocowania detalu?
Element kątowy w imadła przyciąga szczęki w dół do łoża — to zapobiega unoszeniu się. Detal przylega płasko i pewnie, bez wibracji. Efekt „pull-down" zachowuje dokładność i daje dobre wykończenie powierzchni.
Czy nadaje się dla hobbystów, czy tylko dla profesjonalistów?
Dla obu. Hobbystom pomaga łatwe samocentrowanie i powtarzalność. Profesjonalne zakłady docenią dużą siłę zacisku, sztywność i stabilną dokładność w CNC oraz 5 osi. Podaj model maszyny i gabaryty detalu, a dobierzemy odpowiedni rozmiar i typ szczęk.
Czy można wymienić nakładki szczęk, gdy się zużyją?
Tak. Nakładki są przewidziane jako wymienne elementy zużywalne. Wymienisz je, gdy powierzchnia chwytu się zużyje lub gdy zmieniasz typ szczęk (gładkie/ząbkowane/szczęki miękkie), aby utrzymać równomierny zacisk i chronić detal.
Co powoduje nierówny zacisk i jak to naprawić?
Najczęściej winne są wióry/brud na szczękach, zabrudzona śruba lub nieodpowiedni typ szczęk do chropowatej powierzchni. Oczyść powierzchnie, nasmaruj zgodnie z instrukcją i dobierz właściwe szczęki. Jeśli problem zostaje, wyślij zdjęcie — pomożemy z diagnozą.
Czy jest kompatybilne z maszynami CNC?
Tak. Imadło jest projektowane do pracy w CNC, w tym w konfiguracjach 5-osiowych. Zapewnia powtarzalne pozycjonowanie, sztywny zacisk i popularne opcje montażu, np. montaż bazowy lub integrację z paletą/punktem zerowym (zależnie od modelu).
Zasoby i pliki do pobrania
Katalog, rysunki i wsparcie CAD do oceny projektu
Poproś o pełny katalog imadła samocentrującego, prześlij dane maszyny i detalu oraz uzyskaj właściwe wskazówki dotyczące doboru rozmiaru jeszcze przed uruchomieniem stanowiska.
Poproś o katalog produktu
Otrzymaj strony katalogowe obejmujące gamę modeli, opcje szczęk, zakres mocowania i typowe konfiguracje z platformami 52 / 96 mm.
Poproś o pliki CAD 3D (STEP)
Prześlij model maszyny, gabaryty detalu, materiał oraz informację, czy imadło będzie montowane na płycie zerowej, aby nasz zespół szybciej dobrał właściwe pliki STEP.
Poproś o pliki CAD 3D (STEP)Powiązane produkty
System mocowania punktu zerowego
Osiągnij szybkie przezbrojenia z powtarzalnością ±0,002 mm, zwiększając wydajność produkcji.
Zobacz szczegóły →Uchwyt pneumatyczny serii E
Wszechstronny i precyzyjny uchwyt do szerokiego zakresu zastosowań tokarskich.
Zobacz szczegóły →Automatyczny system wymiany palet
Usprawnij swój przepływ pracy dzięki automatycznej wymianie palet dla ciągłej produkcji.
Zobacz szczegóły →