2026-01-29
Tło projektu
SAVANT produkuje moduły komunikacyjne dla urządzeń półprzewodnikowych. Duża zmienność detali i krótkie serie oznaczały częste zmiany oprzyrządowania – a to przekładało się na przestoje.
Kluczowe wyzwania
- Częste przezbrojenia przy wielu wariantach produkcji.
- Wysoka dokładność pozycjonowania bez „dostrajania”.
- Bezpieczeństwo mocowania przy spadku ciśnienia/awarii.
- Automatyzacja – przygotowanie pod FMS/roboty.
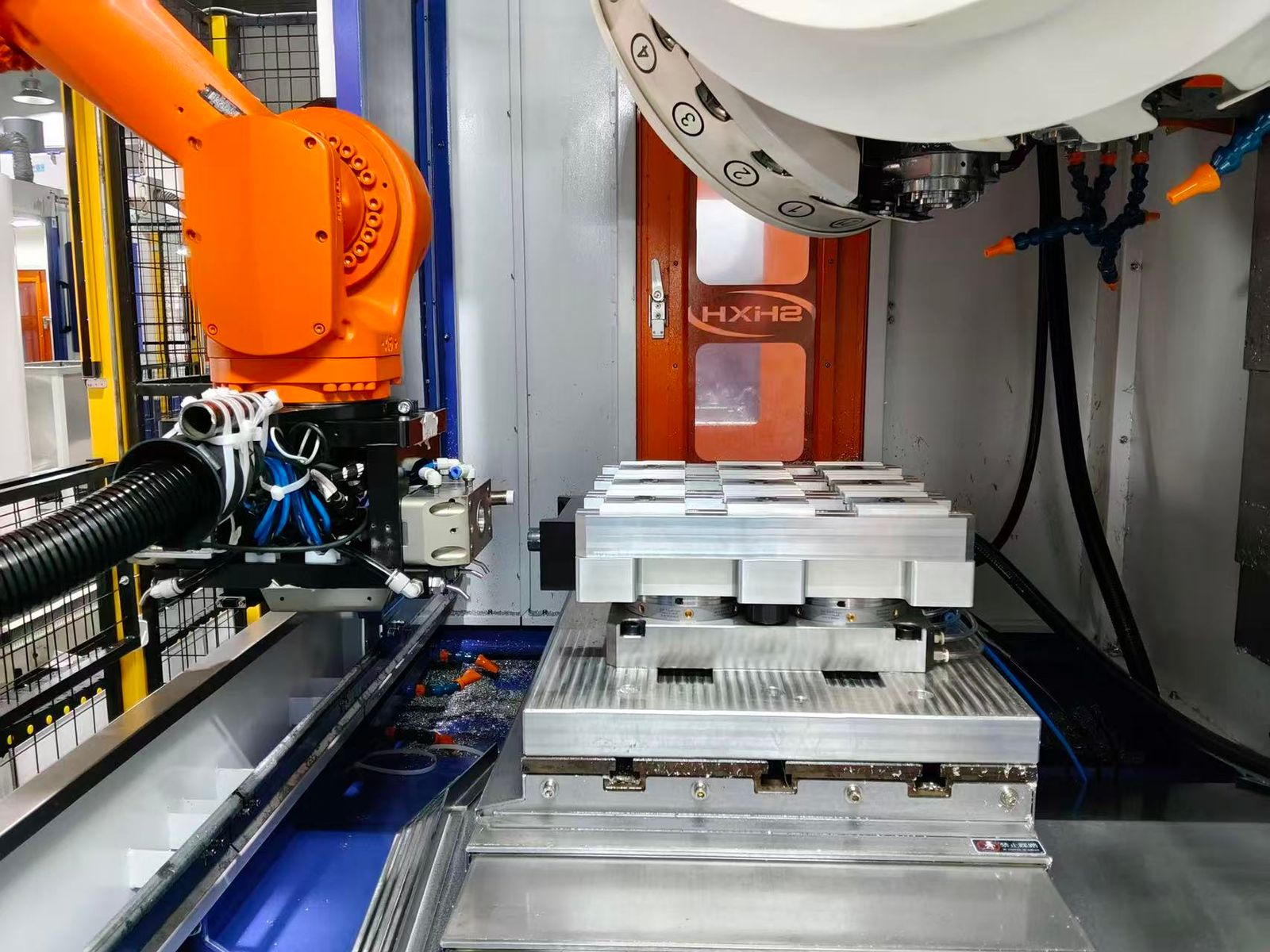
Rozwiązanie: Nextas Zero-Point Positioning System
Wdrożono standard zero-point oparty o zdefiniowane referencje, mechanizm samoblokujący oraz modułową bazę do dalszej rozbudowy.
- ~30 s na zmianę (w realnym procesie).
- Powtarzalność ≤0,003 mm.
- Fail-safe samoblokowanie dla stabilnego zacisku.
- Skalowalność do palet, multi-stacji i automatyki.
Wdrożenie
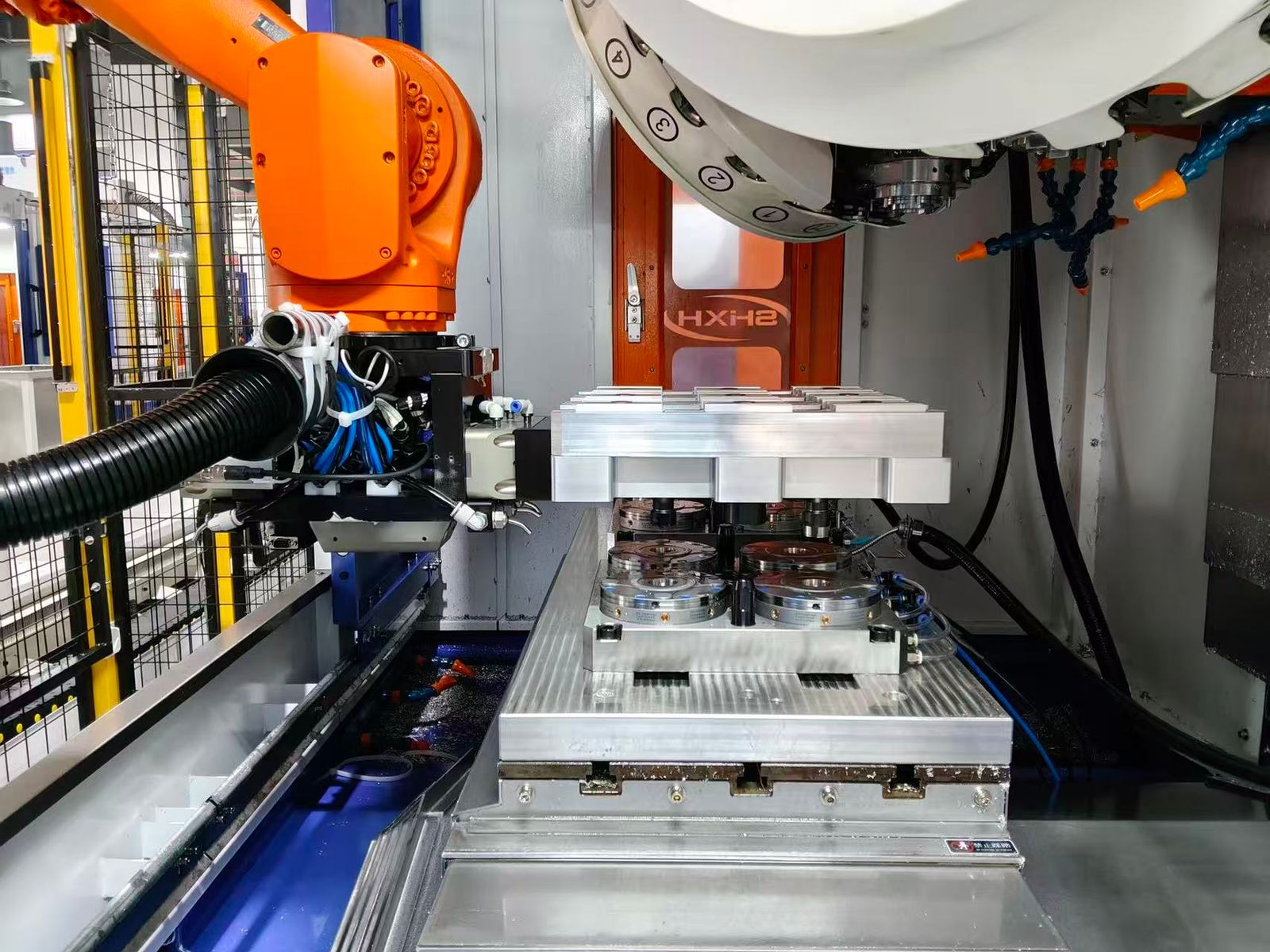
- Standaryzacja układu sworzni i punktów bazowych.
- Integracja modułów w płytach/paletach.
- Walidacja powtarzalności, siły i czasu cyklu.
- Szkolenie operatorów + procedury czyszczenia/kontroli.
Efekty
- Mniej przestojów dzięki szybkiej wymianie.
- Stabilniejsza jakość dzięki powtarzalnym setupom.
- Wyższe bezpieczeństwo mocowania.
- Gotowość do FMS przez ujednolicone interfejsy.
FAQ
Czy można doposażyć istniejące oprzyrządowanie?
Tak – często wystarczą płyty adaptacyjne i dodanie elementów referencyjnych, aby zbudować spójny standard.
Jaki serwis jest potrzebny?
Regularne czyszczenie powierzchni kontaktu, kontrola punktów bazowych i inspekcja elementów interfejsu.
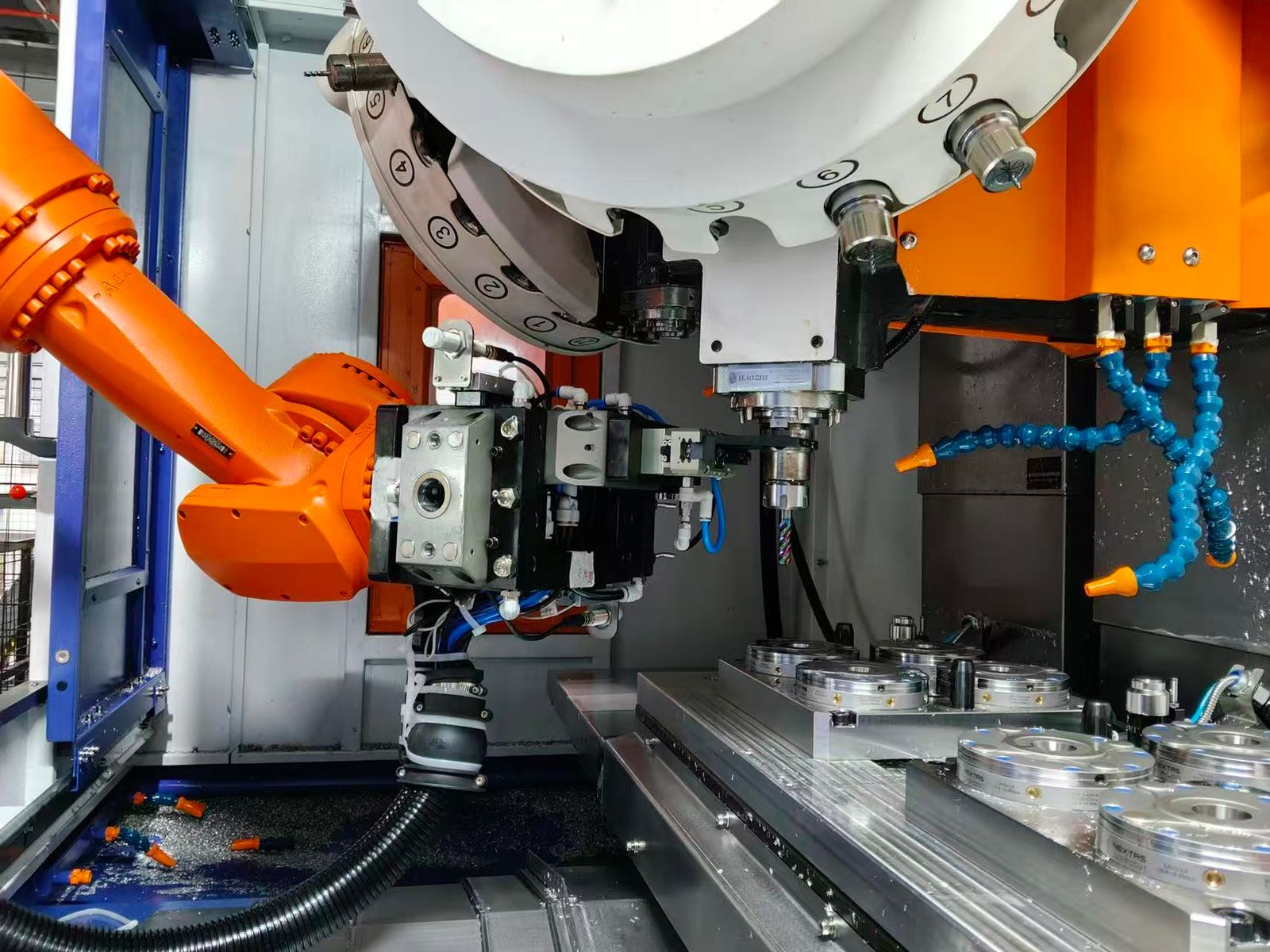
Czy to rozwiązanie pod automatyzację?
Tak. Zero-point upraszcza obsługę palet i robotów, bo eliminuje zmienność pozycjonowania.




